您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2019-09-23 15:19
所谓结合强度是指涂层与基体之间的结合强度。涂层的结合强度对于热喷涂在表面工程中的应用是十分重要的,是涂层重要机械性能之一,它直接关系到修复和强化零件使用的可靠性,也是优化工艺参数的重要依据之一。
涂层的结合强度不良会引起涂层的剥落,不仅会直接影响工件的外观质量,而且使涂层的防护性和功能均失去作用。因此,若涂层的结合强度不合格,则无需进行其他性能检测。
评定和检测涂层的结合强度的方法很多,可分为定性和定量两种检验方法。目前关于热喷涂涂层与集体间的结合强度的测试,搜索了一下有如下标准。
GB/T 37421-2019 热喷涂 热喷涂涂层的表征和试验(即将实施)
GB/T 8642-2002 热喷涂 抗拉结合强度的测定
MH/T 3027-2013 热喷涂涂层结合强度测试
定性检测,多为生产现场检查用,如栅格实验、弯曲试验、冲击试验、杯突试验等;定量检测,由抗拉强度试验、剪切强度实验等破坏性检测方法和超声波无损检测方法。
涂层结合强度定性检测试验的特点是简单易行,可迅速得知涂层结合力基本状况,但准确度不够,而定量检测试验虽然较复杂,但试验数据准确,可反映涂层真实的结合强度。
一、定性检测热喷涂涂层与基体之间额结合强度
1、弯曲试验法
弯曲试验是热喷涂现场检验的主要手段,用于确定喷涂材料的喷涂临界厚度和最佳喷涂规范。
(1) 试样 试样材料为A3钢或40钢,厚度为1.2mm,100mm×50mm
(2) 检验标准 被弯曲涂层有轻微裂纹为合格;涂层龟裂为合格下限;涂层有脱落为不合格。
(3)喷涂层临界厚度的确定。用该喷涂粉末的最佳规范喷涂弯曲试样。弯曲试样以三块为一组,分组喷涂不同的厚度。例如,第一组涂层厚度为0.10~0.15mm;第二组喷涂0.16mm~0.20mm;第三组为0.21mm~0.25mm;第四组为0.26mm~0.30mm。试样喷涂后,用弯曲器作弯曲试验,仔细检查涂层的开特别要认真鉴别合格下限,他所喷涂的涂层厚度即为该材料在工艺条件下的厚度。
(4)生产现场的应用。每次喷涂产品以前或者喷涂一个大件以前必须作弯试验,以检验设备情况及工艺的稳定性。此时,用选定的喷涂粉末喷涂三块试件喷涂后进行弯曲试验。若三块试样均为合格时方可喷涂产品;若三块试件中有合格者,应检验设备和找明原因,待排除后重新喷涂试件和作弯曲试验
2.锉磨试验法
该试验法用锉刀、磨轮、或钢锯对试样自基体向涂层方向进行锉、磨或锯和锉、磨、锯过程中涂层与基体受到不同机械作用力及热膨胀性的不同,使两者界面上产生分力,当该分力大于涂层的结合强度时,涂层将剥落。
本试验对于非常薄的涂层以及锌、镉等软金属涂层不适用,而对于镍铬硬的金属涂层较为有效。同时此法适宜于不易弯曲或使用中经受磨损的喷涂件试验的具体条件和方法如下:
(1)将试样固定在台钳上,用锉刀自基体向涂层方向作单向锉削,锉刀与涂层表面约成45°角。经过一定次数的锉削后,以涂层不起皮或剥落为合格。
(2)将试样用工具夹住,在高速旋转的砂轮上对试样边缘部分磨削,磨削的向是从基体至涂层,经一定时间磨削后,以涂层不起皮或剥落为合格。
(3)以钢锯代替砂轮,对试样边缘部分,从基体至涂层方向进行锯切,以涂层不起皮或剥落为合格。
3.划痕试验法
用硬质钢针或刀片,在试样表面纵横交错的将涂层划穿成一定间距的平行线或方格,划痕的数量和间距不受限制。由于划痕时使涂层在受力情况下与基体产生作用力,若作用力大于涂层结合力时,涂层将从基体上剥落。划痕后以涂层是否起皮或剥落来评定涂层的结合力是否合格。
此试验法适用于一些硬度中等、厚度较薄的涂层。
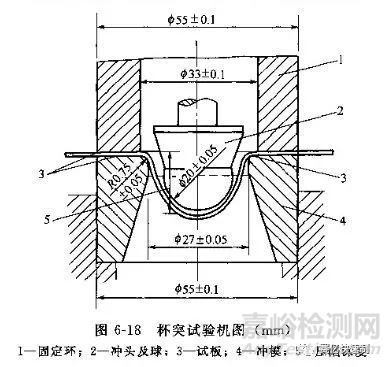
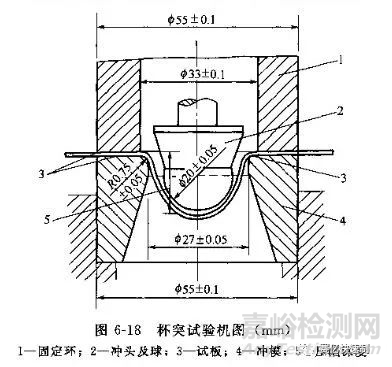
4.杯突试验法
杯突试验法是将按一定工艺参数喷涂的一块薄板式样,置于杯突试验机的33mm压边圈上(涂层一面朝下),然后用一个直径为20mm的钢球在一定压力下沿压边圈中心压出一个凹坑,卸负荷后根据凸起处的涂层情况评定涂层结合强度的一种试验方法,如图所示。
试验标准:
(1)杯突试验技术规定的实验标准。
试验机型号BT6型杯突试验机;冲头钢球直径20mm;压边圈压边力9.806kN;冲头压力19.6kN~29.4kN;压边圈直径33mm
(2)试样。杯突试样的尺寸为75mm×44mm和55mm×60mm,厚度为1.3mm1.5mm的A3的钢板。在剪切试样时,要保证试样边缘平整无毛刺,并保证试样不受锤击和其他冷作硬化,试样不应进行热处理。
(3)喷涂层厚度的确定。硬而脆的合金喷涂层,厚度为0.05mm-0.10mm;塑性好的合金喷涂层,厚度为0.10mm~0.15mm。喷涂层厚度的确定极为重要。如果小于或大于以上规定,就会出现涂层全部不裂或全部开裂脱落等现象,往往造成错误的判断。
(4)杯突深度的确定。硬而脆的合金喷涂层,深度为5mm;塑性好的合金喷涂层,深度为7.6mm。
(5)杯突试验验收标准。实践进行杯突试验后,按下列标准检查涂层凸起部分:合格状态——涂层无裂纹或有轻微龟裂,但涂层无脱落;最低合格状态一涂层开裂但未脱落;不合格状态—涂层开裂并脱落。
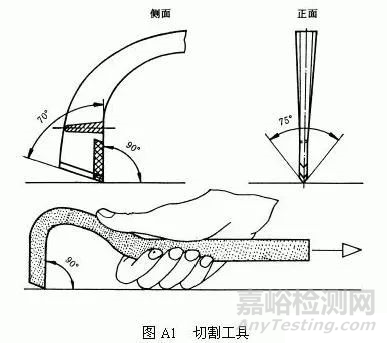
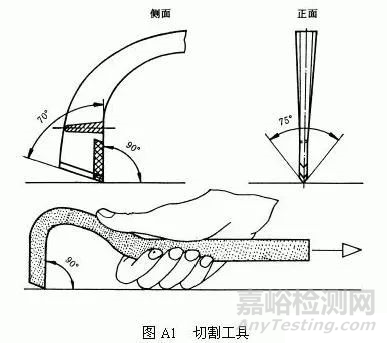
5.涂层的划格试验
用具有切割刃口的切割工具(如下图),将涂层划破至基体金属形成方形格子。当涂层厚度小于200m时方格尺寸为15mm×15mm,划痕间距方格尺寸为25mm×25mm,划痕间距为5mm。划痕必须划透至基体金属且涂层不会产生剥离。
也可以使用合适的胶黏带,借助负荷的辊子压粘到划格上。然后以快速而突出的方式,沿法线方向将胶黏带拉开,直至涂层任何部分都没有从基体金属上制离。如果每一小方格内一部分涂层仍然粘结着,而其余则粘在胶黏带上,且破坏发生在涂层内而不是界面处,亦为满足。
6.涂层的冲击试验
1)试验原理 用锤击或落球对试样表面的涂层反复冲击,层在冲击力作用下局部变形发热、震动、疲劳以至最终导致涂层剥落。以锤击(或)落球次数评价涂层与基体结合强度。
2)试验方式 冲击试验方式分下述两种。
(1)锤击试验。将试样装在专用振动器中,使振动器上的扁平冲击锤以500次/min1000次/min的频率对试样表面涂层进行连续锤击。经一定时间后,若试样涂层锤击部位不分层或不剥落,认为其结合力合格。
(2)落球试验。将试样放在专门的冲击试验机上,用一直径为5mm~50mm的钢球,从一定高度及一定的倾斜度向试样表面冲击。反复冲击一定次数后,以试样被冲击部位的涂层不分层或不剥落为合格。
二、定量测定热喷涂层与基体间的结合强度
涂层结合强度的定量检验方法比较复杂繁琐,且一般不能直接在喷涂工件上进行,但定量检验可以提供一定的测量数据,对于检验和比较各种涂层的结合强度,比定性检验更准确。定量检验的方法主要有拉伸强度试验和剪切强度试验。
1.喷涂层结合强度拉伸试验
涂层拉伸试验的目的是为了求得涂层在承受拉伸应力时的强度。常用的喷涂层结合强度拉伸试验有两种。北京赛亿科技有限公司的热喷涂涂层结合强度也是采用拉伸法测得。
1)拉拔试验
如图所示,在试样A的中心开孔,使芯棒喷涂层B与中心孔动配合,并使其端面与试件A的表面处于同一平面上,按选择的工艺进行喷涂。然后在万能A材料试验机上,从下面支撑住试样A,垂直向下拉芯棒B,将喷涂层拉断。
这种试验方法比较简单,但对试样的配合精度要求高,加工费事。如果配合过紧,拉伸时将产生摩擦阻力,所得的数据会比实际的结合强度偏高。如果配合过松,喷涂层在A,B试样之间会形成桥状过渡,拉伸时在此处产生应力集中数据会比实际的结合强度偏低。另外,在喷涂层较薄时,会将其沿芯棒处圆边缘剪断,使所得的数据不是拉伸时的结合强度。这种形状的试样,适用于模拟平面胚料,所得的的结合强度试验。
此外,如上图所示,在圆柱胚料A上开孔,使活塞B通过,使活塞的上表面曲率与圆柱胚料曲率形成同一曲面后进行喷涂。用活塞断面积去除拉出活塞所需要的力,即得结合强度。这种方法,适用于轴类等圆柱形胚料外表面涂层的结合性能试验。
2)使用胶黏剂的拉伸试验
如图所示。对圆柱形试样A的端面经表面处理进行预喷涂。在整个平面上,喷涂层厚度要均匀一致,如果喷涂层厚度不均匀,可做精加工修整。然后用胶黏剂将喷涂层面与同一尺寸的试样B的端面粘结起来,待胶黏剂固化后,用机械方法清除试样表面溢出的胶黏剂,在万能材料试验机上将试样拉断。
用这种方法测定喷涂层的结合强度时,试样的断裂可能有3种形式:
(1)断裂发生在胶层内,表示胶接强度小于喷涂层的结合强度,试验结果无效。
(2)断裂发生在喷涂层内,表示喷涂层与基体间的结合强度大于喷涂层内部粒子间的结合强度,测得的结果是喷涂层内部粒子之间的结合强度,即喷涂层自身抗拉强度。
(3)断裂发生在喷涂层与基体的界面上,这时测得的结果是喷涂层与基体间的结合强度
这种试验方法要求使用高强度胶黏剂(如CX-212环氧树脂胶)。所推荐的喷涂层厚度大于0.40mm,是为了防止胶黏剂通过喷涂层渗透到基体上,影响试验结果的准确性。涂覆胶黏剂时要均匀,胶黏剂固化过程中A,B两部件要确保同心,并使两个粘结平面全部均匀粘合。
2.涂层的剪切强度
A涂层的剪切强度是指涂层承受切线方向(沿涂喷涂层层表面)剪切应力的极限能力。多数喷涂层是在受剪状态下工作,因此用剪切试验测定其结合强度更符合实际使用条件。
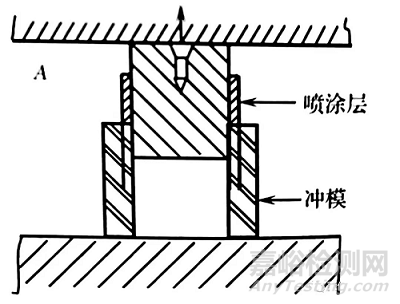
上图所示为喷涂层结合强度剪切试验喷涂层结合强度剪切试验方法。在圆柱形试样A的中段部位喷涂后进行机械加工,然后压入阴模中,在万能材料试验机上进行无冲击缓慢加载,直至喷涂层脱落。
3.几种涂层的结合强度
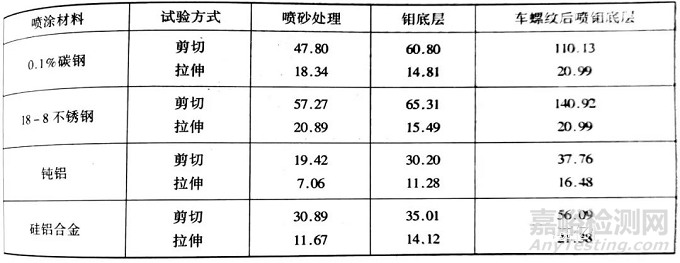
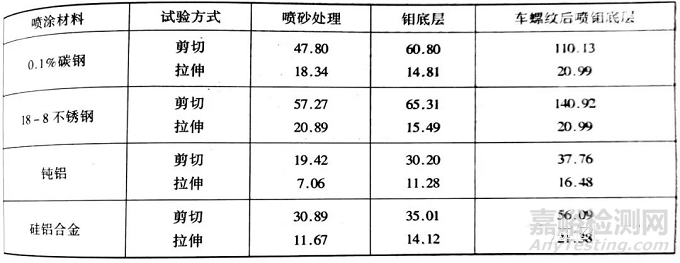
下表为线材火焰喷涂不同前处理的不同基体上制备的各种涂层的抗拉强度、剪切强度。
下表为等离子喷涂钼涂层,基体为经砂布打磨粗糙处理的软钢,其拉拔实验的结合强度。

来源:赛亿快速制造


