您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2019-01-08 15:48
ACFM
首先,让我们来回顾一下历史。交流电磁场检测(ACFM)技术是在上世纪80年代开发出来的,主要用于检测和评估海上石油平台水下焊管交叉焊口疲劳裂纹的穿透深度。在ACFM技术出现之前,这些缺陷通常是采用磁粉检测技术来发现并测量的。
疲劳裂纹的严重程度(与结构的剩余寿命直接相关)与它们的深度是密不可分的。在以前,传统的涡流检测系统并不适合在水下使用或对铁素体钢焊接件进行检测,因为它们无法准确测量深度超过5毫米(0.2英寸)的缺陷。交流电位降(ACPD)是用于测量缺陷深度的技术,但由于需要在电压探针和钢表面之间保持非常好的电接触,因此在水下使用时检测速度很慢,并且操作非常困难。
解决这个问题需要一个相当于ACPD的非接触式接口,英国的一些石油公司与英国伦敦大学进行了合作研究,并开发出了一种新的技术——交流电磁场检测技术,即ACFM技术问世。
检测原理
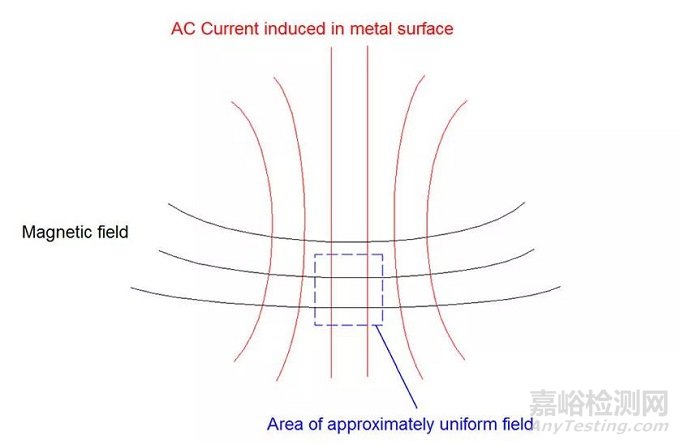
ACFM在局部引入均匀的电流到被测工件,并测量工件表面的磁通密度。在碳钢上,电场通常以5kHz的频率感应,导致电流被限制在材料表面的一层薄薄的区域上。表面断裂缺陷干扰了感应电流,从而影响了磁通密度。
传感器区域下的均匀磁场
ACFM技术一般测量磁通密度的两个分量:一个提供有关缺陷末端位置的信息(测量缺陷的长度),另一个提供缺陷的纵横比(并因此提供深度)信息。两个分量组合才能更好的确认缺陷存在,并且应用根据理论模型开发出的尺寸算法,建立缺陷的表面长度和深度信息。
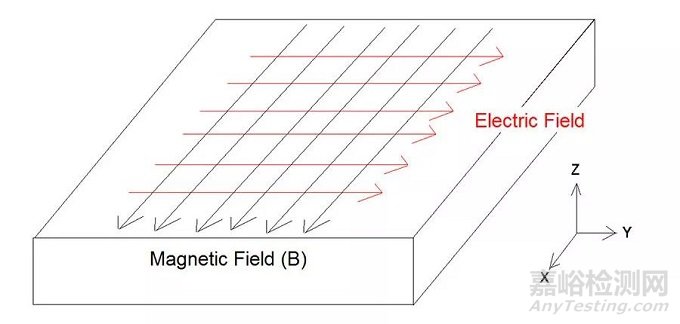
感应电流的主要方向被指定为Y轴,与之相关的磁场在表面上的方向被指定为X轴。当被测件没有缺陷时,电流会沿Y轴流动,磁场沿X轴流动。磁场的Y和Z分量(用B和Bz表示)为零,而X分量(Bx)则与电流的大小成正比例关系。
ACFM坐标系
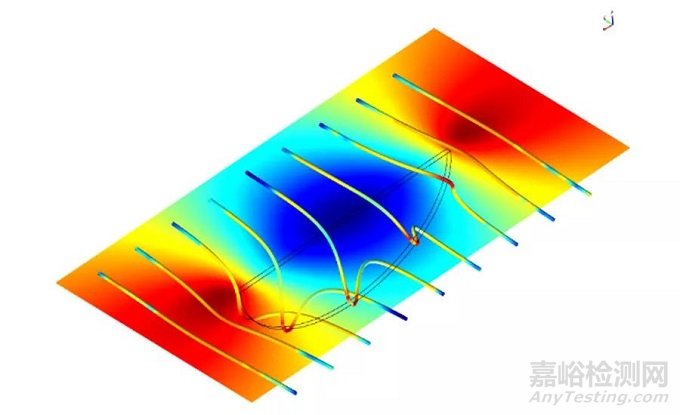
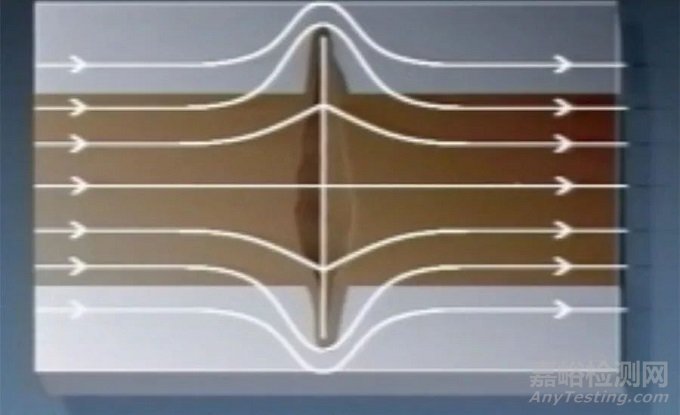
当在被测工件中存在沿着X轴的线性表面缺陷时,会切断电流线,迫使电流在缺陷端部周围和下方流动。当在缺陷下方流动时,一些电流被迫离开表面,这将会降低缺陷中间的磁场强度(下图中的蓝色区域);当一些电流围绕缺陷的末端流动时,则会加强端部的磁场强度(下图中的红色区域),如此就出现了部分循环流动,这种围绕裂纹两端的旋转就产生了一个可测量的非零的Bz分量。
线性缺陷周围的扰动电场和对Bx强度的影响
缺陷末端周围电流的旋转和对Bz的影响
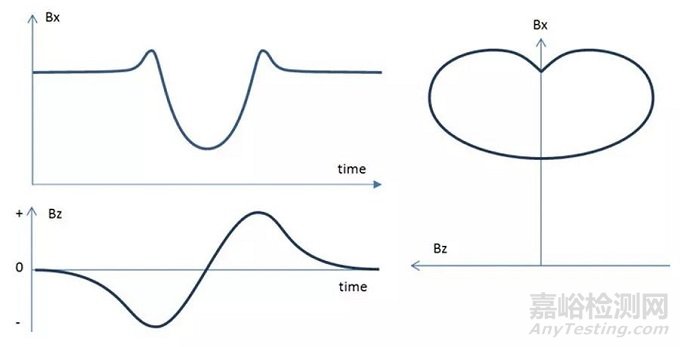
蝶形图
ACFM目前有三种可视化的方式:时基扫描图、蝶形图和等值线彩图。
蝶形图是以Bz为横坐标,Bx为纵坐标画出来的图形。Bx曲线的两个峰值点就是蝶形图中纵坐标左右两个极值点,而Bz曲线的最小值点也是蝶形图中纵坐标的极小值点,因而Bz曲线和Bx曲线中包含的信息在蝶形图中都能反映出来,结合交流电磁场检测的基本原理,可以准确实现缺陷的判断和定性分析。
当工件中有缺陷时,蝶形图上会出现一个明显的环,称为缺陷环,当探头的扫描速度发生波动时,只会使缺陷环的一侧出现缠绕的线条,但缺陷环还是比较明显的,这样就降低了误判和漏判的几率。
由Bx和Bz曲线综合产生的缺陷蝶形图
根据探头靠近裂纹的方向,探头的运动方向可以是顺时针或逆时针,蝶形图相应的也可以沿顺时针或逆时针方向绘制,方向可以帮助区分裂纹和非相关信号。
等值线彩图适用于阵列型探头。将探头检测到的数据以对应的颜色在屏幕上显示出来,此时图形中的分辨率与阵列的密度有关。
ACFM技术的利与弊
ACFM的主要优点包括:
可以通过厚度为5毫米(0.2英寸)的涂层进行检测;
可以测量深达25毫米(1英寸)的表面裂纹的深度;
易于检测材料边界(例如焊缝),因为它们与扫描路径平行;
无需现场校准。
ACFM的缺点则主要集中在以下几个方面:
在光滑、干净的表面上,ACFM对短/浅缺陷的敏感度通常低于传统的涡流检测技术;
边缘和角落等几何变化会产生混乱的信号;
缺陷的尺寸模型是基于线性疲劳裂纹的,对于其他形式的缺陷尺寸的测量精度可能会有所降低。
设备剖析
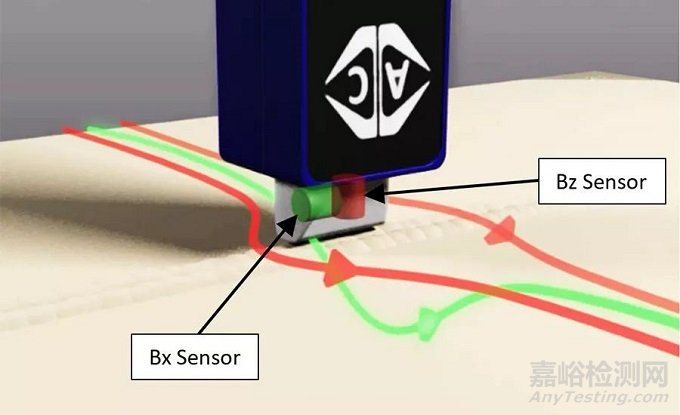
基本的ACFM探针至少包含三个元件:
磁场诱导器;
用于测量沿X轴磁通密度的磁传感器;
用于测量沿Z轴磁通密度的磁传感器。
传感器方向示意
基本的ACFM探针只能检查10~15毫米(0.4~0.6英寸)宽、以探头传感器为中心的窄条形缺陷。
为了一次性检查更宽的区域,人们设计出了包含几组相邻传感器对的阵列ACFM探针,而且传感器阵列还可以有多种配置。一些阵列探头还具有垂直于主磁场的X、Y轴磁场诱导器和附加传感器,使其能同时在两个正交方向上进行检查,以检测和确定所有方向上的缺陷。
兼容和自定义配置的阵列探头示例
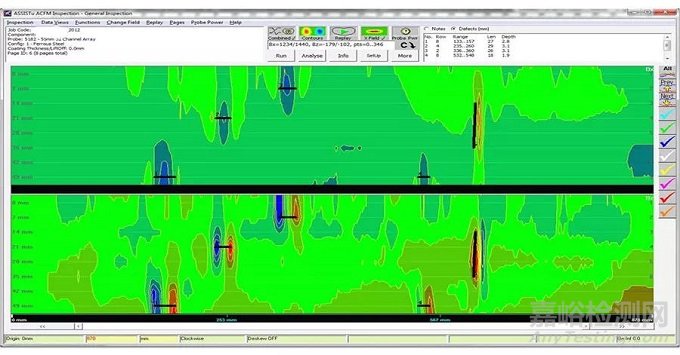
阵列数据可以通过传统的迹线图或C扫描图像显示出来。如下图所示,红色波峰和蓝色波谷被清晰的显示在绿色的背景水平上。
ACFM阵列Bx和Bz数据C扫描显示图像
ACFM典型应用
许多行业已经广泛采用ACFM技术来检查焊接连接件是否存在表面缺陷。由于阵列ACFM探头提供了广泛的覆盖范围和较小的相对误差,因此它们可以作为远程部署解决方案的一部分,例如扫描仪和爬行器等,来替代人工直接进入检测是非常困难的、不安全的或者成本较为高昂的一些应用场合。
远程ACFM部署示例
非铁磁性材料检测
ACFM技术通常用于铁磁材料的检测,并且具有非常高的灵敏度。然而,它有时也被用于非铁磁材料,如奥氏体不锈钢(核储罐池)、钛(海上管道)和铬镍铁合金(井下电机的螺纹连接)等,并且都取得了良好的检测效果。
验收与标准
对于焊缝检测,ACFM技术已被石油天然气、石化、海洋等行业的资产所有者、保险公司或认证机构广泛接受。比如在石油和天然气行业,一些认证机构批准采用ACFM检查水上和海底应用中的海上设施,一些推荐的实践和程序文件中也包括ACFM。
ACFM技术现在也是某些沿海区域检查钻柱螺纹时公认的一种MPI替代方案,并已发布了相关推荐的实践操作方法。
以下列举一些可供参考的标准和规范:
ABS, Guide for Nondestructive Inspection of Hull Welds, 2018. https://ww2.eagle.org/content/dam/eagle/rules-and-guides/current/survey_and_inspection/14_ndi_hullwelds/NDI_Guide_e-Feb18.pdf
ASTM, Standard Practice for Examination of Welds using the Alternating Current Field Measurement Technique (E2261-03), latest revision: E2261-17. www.astm.org/Standards/E2261.htm
ASME V Article 15, Alternating Current Field Measurement Technique (ACFMT), 2006. www.asme.org/products/codes-standards/bpvcv-2017-bpvc-section-vnondestructive
North Sea standard NS-2 (1999), latest revision 2012. www.fearnleyprocter.com/ns-2-standard
作者:Michael Smith





来源:无损检测NDT


