对30CrMnSiNi2A钢3次补焊接头焊趾区域进行超声冲击处理,通过组织观察、拉伸试验、硬度测试和残余应力测试等方法研究了超声冲击对补焊接头显微组织、力学性能和残余应力的影响。结果表明:超声冲击使得在距离补焊接头表面约100μm区域产生晶粒细化和塑性变形;由于超声冲击影响层的厚度与补焊件相比较小,因此超声冲击对补焊接头拉伸性能的影响不大;超声冲击使得补焊接头表面的显微硬度显著提高,这与补焊接头表面产生的晶粒细化和位错运动阻力增大有关;超声冲击可将补焊接头在多次补焊过程中累积的残余拉应力转化为残余压应力。
1、试样制备与试验方法
试验材料为尺寸ϕ68mm×150mm×12mm的30CrMnSiNi2A钢管,原始焊接选用直径4mmHTJ-3焊条作为填充材料,补焊选用直径4~5mm的HTG-1镍基高温合金焊条。
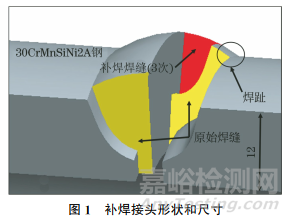
原始焊接接头以及补焊接头均采用手工电弧焊。原始焊接取上述尺寸的30CrMnSiNi2A钢管进行对接焊,坡口为Y型坡口,间隙为2~3mm,钝边为2~3mm,坡口角度为60°~75°,焊接2层,焊接电流为150~160A,焊后进行650~680℃回火处理,保温时间为60~80min。原始焊接完成后进行3次挖除与补焊,补焊接头形状和尺寸如图1所示。
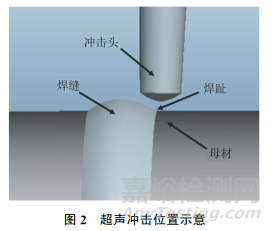
采用车削的方式对原始焊接接头进行挖除,挖除深度及宽度均为原始焊缝尺寸的50%。补焊填充2层,焊接电流为140~180A。待冷却至室温后,使用 HY2050型焊接应力消除设备对补焊焊缝焊趾处5~10mm宽的区域(如图2所示)进行2次超声冲击处理,冲击头直径为2mm,输出频率为17~22kHz,输出电流为1A,冲击时间为3min。冲击时需用夹具固定补焊接头。在实际冲击过程中,输出电流会随着实际工况在1A附近浮动变化。
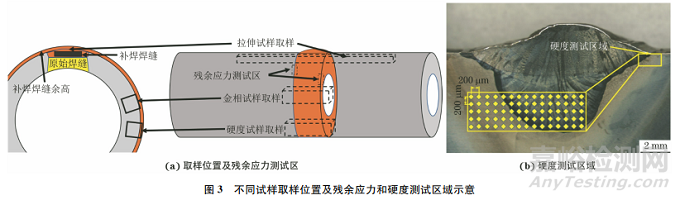
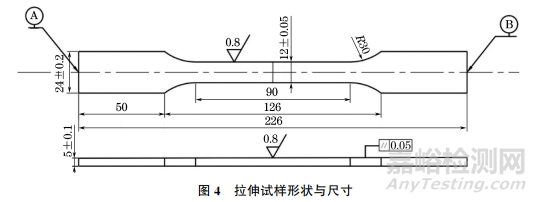
超声冲击处理后,采用线切割方法制备金相试样、硬度和拉伸性能试样,取样位置如图3(a)所示。其中金相试样和硬度试样的尺寸均为40mm×10mm×10mm,硬度测试位置如图3(b)所示,拉伸性能试样的形状与尺寸如图4所示。金相试样经打磨、抛光后,用体积分数4%硝酸酒精溶液腐蚀母材,用由1gFeCl3和10mLHCl组成的溶液腐蚀补焊焊缝,采用光学显微镜观察显微组织。采用体视显微镜观察补焊接头的宏观形貌。采用数字维氏硬度计对补焊接头进行硬度测试,测试点间隔为0.2mm,试验力为4.9N,保载时间为10s,使用 Origin软件将该区域测试点硬度绘制为二维云图。按照GB/T 24179—2009,采用静态电阻应变仪对超声冲击前后的补焊接头进行残余应力测试。按照GB/T 228.1—2010,采用电子万能试验机进行拉伸试验,拉伸速度为2mm·min-1。
2、试验结果与讨论
2.1 对形貌和显微组织的影响
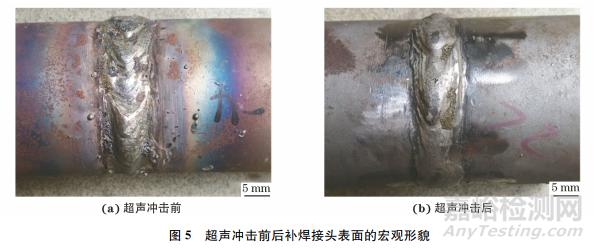
由图5可见,超声冲击后30CrMnSiNi2A 钢3次补焊接头的焊趾处过渡平缓,焊缝表面未出现气孔、夹渣和裂纹等缺陷。与冲击前相比,超声冲击后补焊接头上表面两侧被冲击区域内出现了1~2mm深的冲击坑,其直径与冲击头的直径相近,冲击坑在焊趾处分布均匀,露出金属光泽,焊接接头表面未发现气孔、裂纹和焊瘤等缺陷。
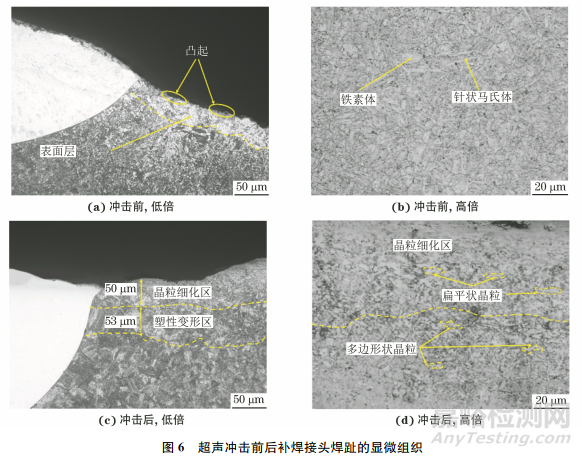
由图6可见:超声冲击前,30CrMnSiNi2A钢3次补焊接头焊趾区域的表层晶粒较为粗大,且焊缝表面不平整,焊趾两侧过渡不平缓,在焊趾右侧存在凸起,这些都会导致应力集中;原始焊接接头经过3次补焊后,焊趾区域的马氏体及铁素体晶粒在多次焊接热循环的作用下变得粗大,随后在快速冷却过程中形成了以铁素体和针状马氏体为主的双相组织。超声冲击后,被冲击部位表层出现了深度约为50μm的晶粒细化区,且在晶粒细化区下方出现了深度约为53μm的塑性变形区;晶粒细化区的晶粒尺寸小于塑性变形区的晶粒尺寸,且部分铁素体晶粒发生了显著的塑性变形,呈扁平状;塑性变形区内晶粒细化程度较小,但仍发生了一定的塑性变形,形成了以多边形和扁平状为主的晶粒形貌。相比于未超声冲击,超声冲击后铁素体晶粒明显细化,并且在超声冲击产生的压应力作用下由等轴状变为扁平状,这说明超声冲击不仅可以细化材料表面的晶粒,还能够使材料内部产生塑性变形。
30CrMnSiNi2A钢3次补焊接头在超声冲击输入的能量作用下表层形成位错,位错在多次冲击的能量的作用下持续增殖,不断运动并形成位错墙,位错墙分割原始粗大的晶粒,形成小角度晶界和亚晶界,从而在材料表面形成等轴状或扁平状的细小晶粒组织。晶粒的细化使得材料的各项力学性能有所提高。超声冲击作用于晶粒细化区的能量较高,在冲击能量不断地作用下一部分能量先使铁素体进行滑移和变形,当铁素体中位错密度无法继续提高时,塞积位错将向马氏体中扩展;作用于塑性变形区的能量较弱且由于马氏体组织强度更高,因此马氏体仅发生塑性变形。超声冲击产生的较高能量则能够将补焊后不稳定的高能态转化为稳定的低能态,使得焊接接头的晶粒尺寸和分布均发生变化。
2.2 对拉伸性能的影响
超声冲击前,30CrMnSiNi2A钢3次补焊接头试样的屈服强度和抗拉强度分别为663,981MPa,冲击后补焊接头试样的屈服强度和抗拉强度分别为675,989MPa。可见超声冲击后接头强度虽然有所提高,但提升程度较小,这与强化层厚度和超声冲击工艺有关。由于超声冲击仅对材料表面及表面以下100μm左右深度有一定作用,超声冲击影响层的厚度与构件整体相比较薄,因此对构件整体力学性能的影响较小。此外,研究中仅对补焊接头的焊趾部位进行了超声冲击处理,冲击区域较小,接头区域的应力分布及显微组织的塑性变形区域较小,因此对试样整体强度的影响较小。李占明等对焊接接头进行了全覆盖超声冲击处理,这才在较大程度上提高了其整体强度。
2.3 对硬度的影响
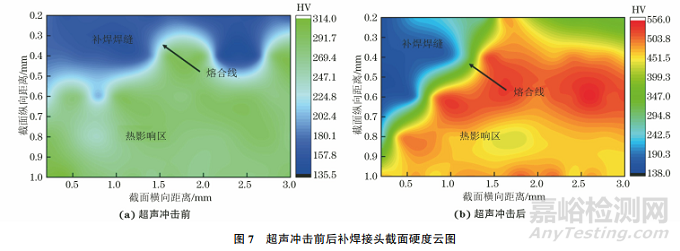
由图7可见,超声冲击前热影响区平均硬度约为314.0HV,焊缝区域平均硬度约为157.0HV。受补焊区填充金属成分的影响,焊缝区形成了粗大的柱状晶组织,使得焊缝硬度远低于热影响区。超声冲击后焊缝区域的平均硬度较超声冲击前提高了33.3HV,热影响区表面的平均硬度较超声冲击前提高了85.0HV。表面硬度提高的机理是表层晶粒发生细化,以及焊趾表面发生塑性变形从而产生位错,位错之间发生交割、缠结等,提高了位错运动的阻力;此外,由超声波诱发奥氏体转变为马氏体也会导致表面硬度提高,但诱发相变所需的能量较高,故试验中马氏体对于硬度提高的贡献较少。
2.4 对残余应力的影响
由前文可知,超声冲击后焊趾表面有明显的冲击坑,产生了塑性变形区,这意味着超声冲击破坏了原来的应力平衡状态,对焊接接头表面的残余应力产生了较大影响。冲击前30CrMnSiNi2A钢3次补焊接头表面的纵向残余压应力为13.13MPa,横向残余拉应力为18.62MPa,这与多次补焊过程中焊接热循环引起的金属收缩和微观应力(相变应力)有关。补焊接头经超声冲击处理后,焊趾处残余拉应力全部转变为残余压应力,纵向残余压应力为20.36MPa,横向残余压应力为0.66MPa。超声冲击改善残余应力分布的机理主要包括两方面:一方面是由于高能的超声波诱发了奥氏体向马氏体的转变,造成体积膨胀,使得周围产生压应力,从而抵消了拉应力;另一方面是由于焊缝金属的收缩大于母材金属的收缩,造成残余拉应力的产生,而这种拉应力是一种高能的不稳定态,在超声冲击作用下转变为低能态,形成的塑性变形释放了残余应力并使其趋于均匀化。由于试验只对焊趾区域进行了超声冲击处理,输入能量较低,难以产生较大的塑性变形,而诱发相变所需的能量较高,因此试验接头应力分布状态的改善以改变残余应力的能量状态为主。超声冲击处理后,焊趾区域的残余应力分布得到了较大的改善,这会减少残余应力集中导致的应力腐蚀开裂,还有利于提高补焊接头的疲劳性能。
3、结 论
(1)对30CrMnSiNi2A 钢3次补焊接头的焊趾区域进行超声冲击,在冲击区域距表面约100μm范围内出现晶粒细化区和塑性变形区,形成等轴状或扁平状的细小晶粒组织。
(2)超声冲击对30CrMnSiNi2A钢补焊接头拉伸性能的影响较小,补焊接头表面的晶粒细化直接导致其表面显微硬度显著提高。
(3)超声冲击后30CrMnSiNi2A钢补焊接头表面的横向与纵向残余应力都发生了显著变化,横向残余应力由拉应力转变为压应力,纵向残余压应力则增加了7.23MPa。
引用本文:
张敏,张志强,雷龙宇,等.超声冲击对30CrMnSiNi2A钢补焊接头显微组织和性能的影响[J].机械工程材料,2023,47(4):1-6,39.
Zhang M, Zhang Z Q, Lei L Y, et al. Effect of Ultrasonic Impact on Microstructure and Properties of 30CrMnSiNi2A Steel Repair Welding Joint, 2023, 47(4): 1-6,39.
DOI:10.11973/jxgccl202304001