您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2023-03-14 23:26
引言
动力电池是新能源汽车三大核心部件之一,内部集成复杂,通常由几十甚至几百只电芯通过串并联组合而成,因此对一致性要求更高。动力电池的一致性通常是指电芯之间差异性大小,可分为制造过程的一致性和使用过程的一致性。制造过程的一致性主要与制造工艺、生产控制水平等因素有关,使用过程的一致性主要取决于系统集成和电池管理。
如果动力电池中的电芯发生问题,例如容量降低或者漏电等,那么动力电池压差将出现问题。伴随着电池系统的使用,压差会进一步扩大,由于木桶效应,放电时电压最低的电芯会首先达到放电截止电压,充电时电压最高的电芯会率先达到充电截止电压,进而影响电池容量以及车辆的续驶里程。
本文对动力电池系统的压差进行研究,通过大数据筛选,并结合现场检查,对可能形成压差的原因进行逐一排查,包括电芯一致性、制造工艺、生产批次、BMS(BatteryManagementSystem,电池管理系统)控制策略、硬件和使用习惯,并对发现的问题进行优化改善。
1 电池系统压差问题
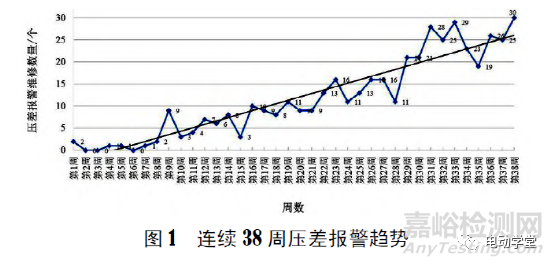
电池系统压差问题突出,从大数据中共选取8723辆车进行统计分析,每一辆车为一个样本,所对应的电池系统会产生一个压差数值,满电时压差预警阈值为120mV,压差报警阈值为220mV。提取所有样本连续38周内触发压差预警值和压差报警值的数据进行分析,共产生压差预警数据1099个,其中包括压差报警维修数据446个,分布如图1所示。
为分析1099个压差异常样本,在未触发预警阈值的样本中随机选取7624个作为对照,对照样本选取条件为:满电且最高电芯电压Vmax≥4.2V。
满电时压差Vdif计算式为
Vdif=Vmax-Vmin(1)
式中:Vmax为满电时单个样本中最高电芯电压;Vmin为满电时单个样本中最低电芯电压。
对单个样本进行分析,按充电日期计算单个样本的Vdif值,得到单个样本Vdif的时间序列Vdif1,Vdif2,…,Vdifi,…,Vdifn,其中日期间隔天数t须满足t≥14d,n为单个样本在连续38周内满电压差的计算次数。
则单个样本的压差变化率k'i为

式中:Vdifi+1为单个样本第i+1次满电的压差
计算值,mV;Vdifi为单个样本第i次满电的压差计算值,mV;ti为连续两次满电的压差计算时间间隔,ti≥14d;i的取值为1≤i≤n-1。
由式(2)计算得到单个样本压差变化率的时间序列k'1,k'2,…,k'i,…,k'n-1,序列的平均值为k'ave。针对8723个样本,计算得到8723个k'ave值,异常样本与对照样本在0~1.25mV/d内的k'ave分布如图2、图3所示。
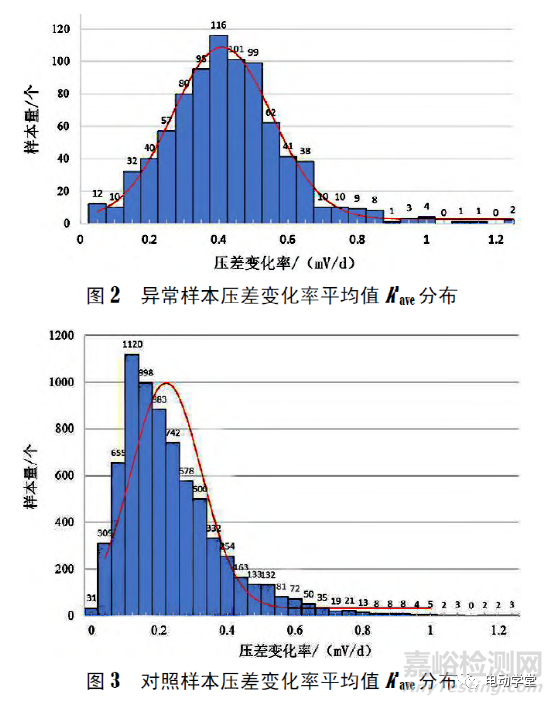
综合图2、图3,将单个样本k'ave×30(一个月按30d计算)得到单个样本月度压差变化值,通过开路电压法估算,可将电压差值转化为容量Q的衰减值,月度容量衰减值即为月自放电容量,本文所有样本的统计结果见表1。
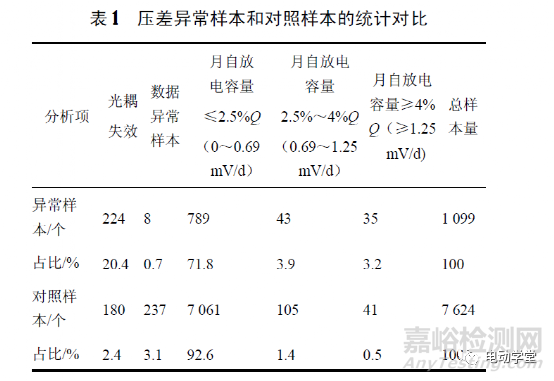
对电芯压差进行分析,由表1可知,1099个压差预警样本中,高于电芯规格书要求(即月自放电容量≥4%Q)的数量占比为3.2%;7624个对照样本中,高于电芯规格书要求的数量占比约为0.5%。对比图2、图3,压差预警样本和对照样本的压差变化率在不同区间均有分布,通过正态分布拟合曲线及柱状图可以看出,前者的压差变化率峰值为0.4~0.5mV/d,后者的压差变化率为0.1~0.3mV/d,前者的压差变化率高于后者,从而使压差问题更早出现,对于对照样本若不施加有力均衡措施,后续仍可能会出现同样问题。
2 成因分析
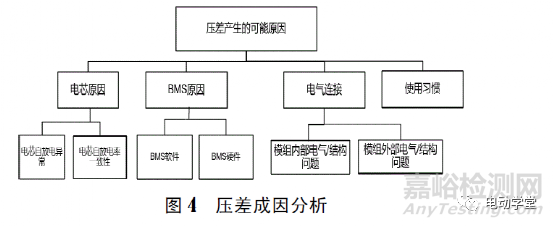
根据电池系统FMEA(FailureModeandEffectAnalysis,失效模式和影响分析)及再发防止清单并结合电池数据,确认可能导致压差的原因,主要包括电芯生产工艺、电芯生产批次、BMS的均衡策略、硬件故障、电气连接以及用户的使用习惯,如图4所示。由于异常样本和对照样本中均不含有由电气连接导致的压差问题,所以本文不对电气连接问题进行分析。
2.1电芯生产工艺
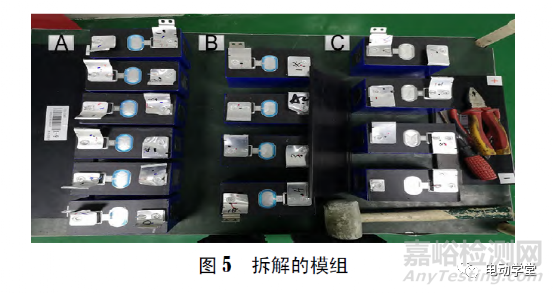
从446个压差报警样品中选取3个自放电量高于电芯规格书要求且通过手动均衡后仍出现充电末端压差增长≥20mV/月的样本进行分析。从3个样本中各选取一个电芯,由此得到3个电芯A、B、C,分别进行拆解分析,A电芯为样本1中9#模组的34号电芯,B电芯为样本2中7#模组的28号电芯,C电芯为样本3中18#模组的71号电芯,拆解后模组如图5所示。发现异常电芯自放电量高的原因为卷芯有颗粒击穿隔膜,颗粒成分为铁、铬、不锈钢,因此电芯生产工艺是引起电池系统压差问题的原因之一。
2.2电芯生产批次
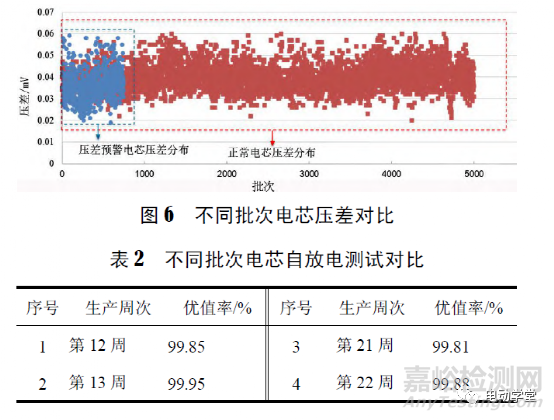
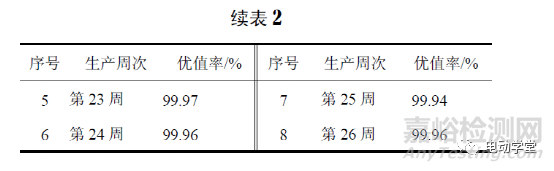
对异常样本中电芯的生产批次进行统计分析,发现第13、24周生产的电芯预警频率最高,对这两周的过程数据进行确认。与正常批次电芯的出厂电压压差进行对比,未见异常,如图6所示,二者重合度较高;与正常批次电芯的自放电测试结果进行对比,未见异常,各批次的优率值相差不大,见表2。因此,生产批次不是引起电芯压差问题的原因。
2.3BMS均衡策略
每个样本中不同电芯自放电率(自放电容量/额定容量)存在差异无法避免,须使用均衡功能使电芯电压趋于一致,弥补电芯间的自放电率差值。所需均衡时间的估算式为每日须均衡小时数=电芯容量×月电芯的自放电率差/(均衡电流平均值×均衡开启时间占比×30)(3)
式中:电芯容量为电芯的额定容量;月电芯自放电率差(样本中最高电压电芯与最低电压电芯的电芯自放电率差值)由测量得到;均衡电流平均值为电芯额定电压/均衡电阻;均衡开启时间占比取决于硬件能力,不同硬件的均衡开启时间不同;一个月按30天计算。按照月电芯自放电率差为2.5%计算,该型号电池系统每日需均衡小时数为4.5h。根据大数据统计结果,私家电动车每日使用时间为2h,不足4.5h,因此,该电池系统在使用中压差会逐渐增大。
2.4硬件故障
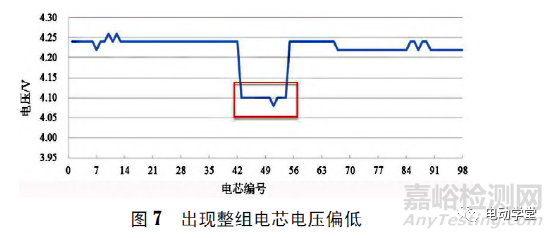
部分车辆存在集中区间内电芯电压较其他串数偏低问题,如图7所示。由于电芯问题导致的压差异常多为离散分布。电芯采样控制器由模组供电,出现电压集中偏低情况多为BMS异常引起,对该区间内的采样控制器进行分析,存在未上电时漏电问题,拆解后发现光电耦和器(光耦)件失效。
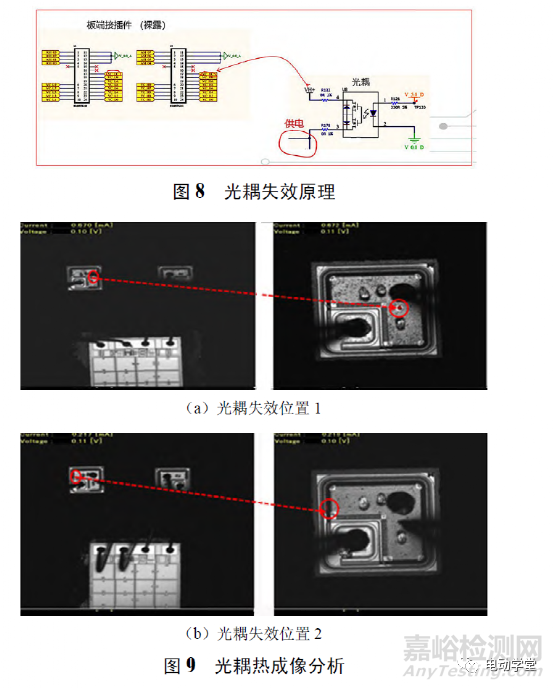
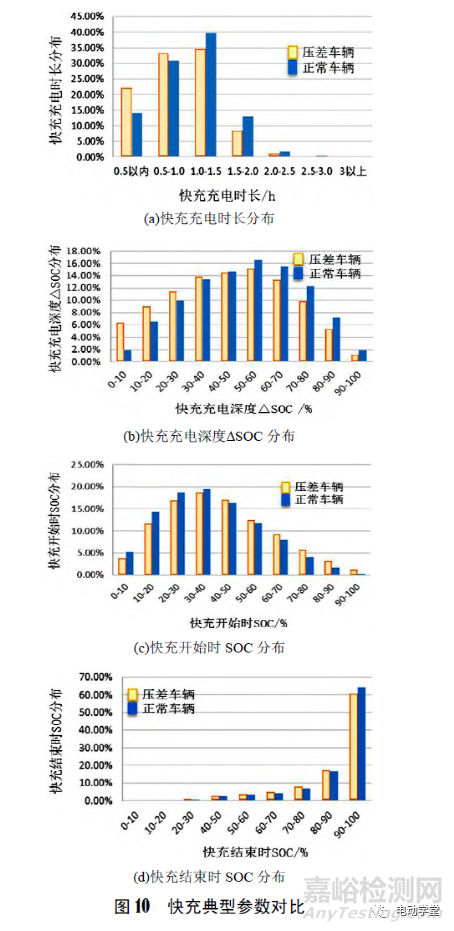
如图8所示,子板接插件PIN17直接与光耦PIN4相连是ESD(Electro-StaticDischarge,静电释放)导入的途径。在采样控制器装配或电池系统装配时,如果静电防护不当,会产生ESD。光耦正常时,低压不上电的情况下,光耦不开启,不会给后续芯片供电;光耦异常时,由于MOSFET(Metal-Oxide-SemiconductorField-EffectTransistor金属-氧化物半导体场效应晶体管)损伤,导致光耦PIN4至PIN3产生漏电,后续芯片因为有电而工作,产生异常漏电流。对失效光耦进行热成像分析,如图9所示,可以看到失效位置,因此,光耦失效是压差增大的原因之一。
2.5用户使用习惯
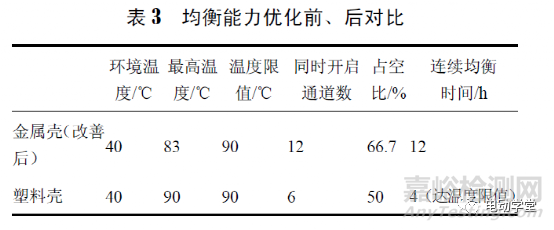
不同的使用习惯会对电池系统充放电倍率、充放电深度等产生影响。单一样本的使用场景多样,不具备分析价值。对比异常样本与对照样本一年内各数据指标,包括充电时间、充电起止SOC(StateofCharge荷电状态),单次充电深度SOC,如图10所示,各指标下两组样本的差异性较小,说明使用习惯基本一致,因此,使用习惯对电池系统的压差增大基本不产生影响。
3 改善方案
3.1优化电芯生产工艺与建立市场维护机制
生产端加强生产环境管理,优化除尘工序,减少粉尘混入的可能。在市场端建立维护机制。对于充电末端压差≥50mV的电池系统,需要均衡补电,均衡合格标准为充电末端压差
≤30mV。针对均衡后的电芯,当每月充电末端压差增长≥20.72mV/月时,需要通过手动均衡维护或更换模组的办法使压差问题得到改善。
3.2优化均衡策略
由式(3)可知,电芯容量、月电芯的自放电率差和均衡电流均为确定值,通过增加均衡开启占比时间可以提升均衡效率,进而减少压差增大问题,但这会增加BMS温升,温度过高会造成器件损坏。因此,将BMS外壳更换为金属壳增加散热,可减少热量积聚,优化前、后对比见表3。
根据式(3)计算,优化后电池每日需均衡小时数为1.73h,小于私家车每日使用时间2h,这个方案可以匹配月电芯自放电率差≤2.5%的电池系统,排除光耦硬件问题,通过优化均衡策略,可以很大程度上改善压差问题。
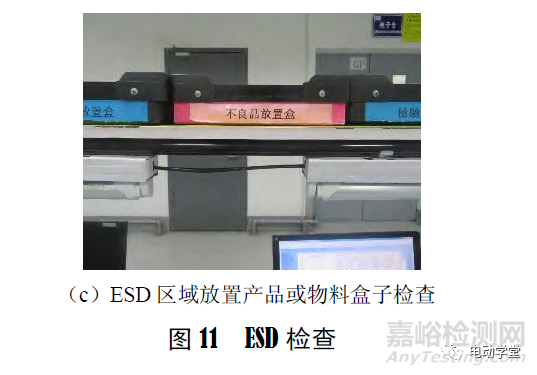
3.3ESD防护与光耦更换
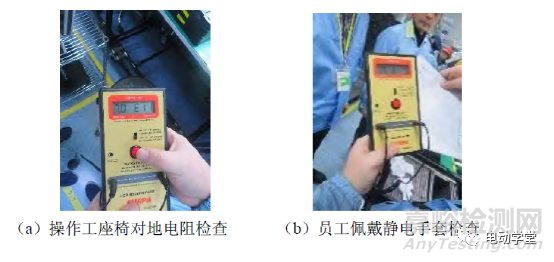
对生产环境中ESD防护进行检查,从人员、设备、物料等方面进行改善:更换掉人员佩戴的表面阻抗超标的静电手套,更换掉阻抗超标的静电皮及座椅,更换掉非防静电材质的不良品放置盒,如图11所示,生产环境得到了明显改善。由于光耦短期内无法改善抗ESD能力,目前只能更换光耦,更换的晶片面积增大至之前的8.18倍,耐压能力较之前增加了20V,且MOSFET外围保护环间距增大,对更换后的车辆进行跟踪,车辆的压差均在正常范围内,压差问题得到很大改善。
4 结束语
针对动力电池系统压差问题,采用大数据分析与现场拆解方法,发现问题原因有电芯生产工艺、电芯自放电率异常、电芯自放电率一致性和均衡能力不匹配,以及静电导致光耦器件失效的漏电流。针对问题原因,提出了具体优化措施,包括对自放电率异常电芯进行手动均衡维护或更换模组,更换BMS外壳材质提高散热能力并优化均衡策略,以及生产环节加强静电防护并更换光耦器件。各优化措施有效改善了电池系统的压差过大问题,这为压差问题提供了分析思路和解决方法。

来源:电动学堂


