您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2022-11-10 01:57
江苏省一次性使用腔镜用直线型切割吻合器技术审评要点
本审评要点旨在为技术审评部门审核注册申报资料时把握重点,统一审评尺度,同时指导江苏省内注册申请人对注册申报资料的准备及撰写。本审评要点不涉及注册审批等行政事项,亦不作为法规强制执行。
本审评要点系对一次性使用腔镜用直线型切割吻合器的一般要求,应依据产品的具体特性确定其中内容是否适用,若不适用,查看申请人是否阐述理由并提交相应的依据。本审评要点未涵盖的产品特殊性能要求,查看申请人是否依据产品特性进行了充分研究并提交相关注册申报资料。
本审评要点是在现行法规、标准体系及当前认知水平下制定的,随着法规、标准体系的不断完善和科学技术的不断发展,相关内容也将适时进行调整。
一、要点适用范围
本审评要点适用于吻合钉呈六排互相平行错位排列的二类无源的一次性使用腔镜用直线型切割吻合器及组件,新型结构设计、新型作用机理除外。
二、申请表
(一)产品名称
产品名称为一次性使用腔镜用直线型切割吻合器或一次性使用腔镜用直线型切割吻合器及组件(以下简称吻合器)。
(二)产品适用范围
根据临床评价资料明确适用范围,如“适用于开放或内镜下的外科手术中,肺、支气管组织及胃、肠切除、横断和吻合”。
(三)规格型号
规格型号与技术要求等资料中完全一致。
(四)申请人基本信息
企业名称、住所、统一社会信用代码等应与营业执照一致。
(五)结构组成
结构组成应与技术要求、说明书等资料中完全一致。
三、证明性文件
应有营业执照副本复印件。
四、医疗器械安全有效基本要求清单
清单表格第3列若适用,应注明“是”。不适用应注明“否”,并说明不适用的理由。
清单表格第4列应当填写证明该医疗器械符合安全有效基本要求的方法,通常可采取下列方法证明符合基本要求:
(一)符合已发布的医疗器械部门规章、规范性文件。
(二)符合医疗器械相关国家标准、行业标准、国际标准。
(三)符合普遍接受的测试方法。
(四)符合企业自定的方法。
(五)与已批准上市的同类产品的比较。
(六)临床评价。
为符合性提供的证据需标明在注册申报资料中的位置和编号。对于包含在产品注册申报资料中的文件,需说明其在申报资料中的具体位置。例如:十、注册检验报告;说明书第11章。对于未包含在产品注册申报资料中的文件,应当注明该证据文件名称及其在质量管理体系文件中的编号备查。
五、综述资料
(一)概述
吻合器的管理类别为二类,分类编码为02-13。
(二)产品描述
工作原理:吻合器通过机械传动装置,将预先放置在组件中呈六排互相平行错位排列的吻合钉,击入已经对合好需要吻合在一起的组织内,吻合钉在穿过组织后受到前方抵钉座阻挡,向内弯曲,形成类“B”形互相错位排列,将组织吻合在一起。由于小血管可以从“B”形吻合钉空隙中通过,故不影响吻合部位及其远端的血液供应。
结构组成:应和产品技术要求等资料中描述一致,吻合器通常由器身和组件两部分组成,分别描述器身和组件的组成。
主要原材料:描述该产品各个结构的原材料。
(三)型号规格
吻合器通常由器身和组件两部分组成,可分别描述器身和组件的型号规格;若产品存在不同的型式,应当关注各型号规格的区别。
应当关注各种型号规格的结构组成、功能、产品特征、性能指标等方面的差异。
应当关注上述描述应与技术要求、说明书中完全一致。
(四)包装说明
应当关注产品包装的类型、材质等,以及与该产品一起销售的配件包装情况,以及最小包装、中包装、大包装的信息。
(五)适用范围和禁忌症
1.适用范围:根据临床评价资料明确适用范围,如“适用于开放或内镜下的外科手术中,肺、支气管组织及胃、肠切除、横断和吻合”。
2.预期使用环境:医疗机构。
3.适用人群:成人、儿童。
4.禁忌症:不得应用于:血管吻合、缺血或坏死组织、炎症、粘膜水肿及肿瘤部位、切端疑有癌组织残留。其余参照临床评价资料补充。
(六)其他需说明的内容。
六、研究资料
(一)产品性能研究
应当提供产品性能研究资料以及产品技术要求的研究和编制说明,包括功能性、安全性指标以及与质量控制相关的其他指标的确定依据,所采用的标准或方法、采用的原因及理论基础。
依据:《腔镜用吻合器产品注册技术审查指导原则》、YY 0876-2013 直线型切割吻合器及组件。
关注点:
1.吻合钉材料
应提供吻合钉供货合同及供应商出厂检测报告等,若吻合钉原材料是钛丝,检测报告中化学成分应符合GB/T 13810-2017,若吻合钉原材料是钽丝,化学成分应符合ISO13782或YY/T 0966-2014。制成吻合钉材料的拉伸强度应不小于240MPa。如对吻合钉原材料进行改性处理,应说明。
2.灵活性
吻合器开闭应灵活,不应有卡阻现象。
3.装配性
吻合器组件更换方便,定位可靠。组件经甩动后吻合钉不应露出钉仓表面。
4.锋利度
切割刀刃口应锋利,切割力应不大于0.8N。
5.吻合和切割性能
吻合器应具有良好的吻合和切割性能,更换组件,作不少于5次切割吻合,其每次吻合后的缝钉应成类“B”字形,同时每次吻合后的切割边缘应整齐,无毛边,每次吻合线长度比切割线长度至少长1.5倍钉长。
6.耐压性能
吻合后的吻合口应能承受不小于3.6kPa压强,在15s内漏水不超过10滴。
7.安全装置
吻合器应具有空钉仓安全保护装置,并保持其可靠性。
8.表面粗糙度
吻合器金属件表面粗糙度Ra应不大于0.8µm。
9.使用性能
(1)吻合器器身与组件连接应牢固可靠。
(2)弯转型吻合器,摆动到最大角度(明确具体角度及
允差)后,能顺利完成击发和复位。
(3)吻合器应具有击发过程反馈指示装置,能够指示击发过程或状态。
10.硬度
切割刀硬度应不低于377HV0.2。
11.耐腐蚀性能
吻合器头端外表面金属件部分的耐腐蚀性能应不低于 YY/T 0149-2006中5.4 b)的规定。
12.包装密封
(1)吻合器及组件的包装应完好,粘合密封区域应无通道或穿孔。
(2)吻合器及组件的包装封口剥离强度不小于0.1N/mm;剥离后两接触表面应光滑且连续均匀,无分层或撕裂现象。
13.外观
(1)吻合器外形光滑、轮廓清晰、无毛刺、划伤等缺陷。
(2)吻合器外表面上的字迹、标志清晰、不得有错位、歪斜等缺陷。
(3)吻合器表面不得有毛刺、凹陷等缺陷。
14.尺寸
吻合器及组件尺寸应符合制造商的规定。
15.灭菌
吻合器及组件应经已确认过的灭菌过程(明确灭菌方式)进行灭菌,产品应无菌。
16.环氧乙烷残留量
若采用环氧乙烷灭菌,环氧乙烷残留量≤10μg/g。
17.按照《腔镜用吻合器产品注册技术审查指导原则》研究闭合力、夹持力及其均匀性、抵钉座与钉仓的安全间隙等,并提交验证报告。
18.若组件可更换,需提交组件可更换最大次数的验证报告,验证次数需超过制造商规定的最大次数。
(二)生物相容性评价研究
应对产品中与患者和使用者直接或间接接触的材料的生物相容性进行评价。
生物相容性评价研究资料应当包括:
1.生物相容性评价的依据和方法
生物学评价依据GB/T 16886.1-2011、YY 0876-2013开展。
2.产品所用材料的描述及与人体接触的性质
产品按人体接触性质分类:除吻合钉之外,产品为外部接入器械b组织(与组织接触的器械);按接触时间分类为短期接触(在24小时以内一次,多次或重复使用或接触的器械)。明确吻合钉的材质,表面是否改性处理,吻合钉为植入器械(接触组织);按接触时间分类为持久接触(>30d)。吻合钉,选用表面作改性处理的纯钛、钛合金材料和纯钽材料,应按GB/T 16886.1-2011的规定进行生物学评价。
3.实施或豁免生物学试验的理由和论证
产品可以用成品或原材料进行生物学试验,使用原材料生物学试验报告用于豁免成品生物学试验的企业应关注是否提供原材料在生产加工过程中没有进行改性处理的声明。
4.对于现有数据或试验结果的评价。
根据有资质的检验机构出具的检验报告,生物学评价应符合要求。
(三)灭菌工艺研究
查看灭菌/消毒确认报告,重点关注灭菌工艺(方法和参数)和无菌保证水平(SAL)。
(四)产品有效期和包装研究
查看有效期和包装验证报告,重点关注以下内容:
吻合器与组件分开包装的,应分别对其有效期和包装进行研究。
1.有效期:期限、加速老化或实时老化的试验方法及结论。
2.包装及包装完整性:根据产品的包装材质,关注是否有合适的包装完整性试验,如无菌实验、真空泄漏实验、染料渗漏试验、琼脂接触攻击试验、密封强度测试等,并进行外包装抗压、跌落、模拟运输等测试,并有试验结论。
(五)其他资料
证明产品安全性、有效性的其他研究资料。
七、生产制造信息
应关注工艺流程图,应标明关键工序、特殊工艺、委外工序等。
吻合钉若选用表面改性处理(涂层、酸蚀等)的金属材料(如纯钛、钛合金材料、纯钽等),需要给出改性层或涂层的元素成分、组织结构、理化性能、结合强度等信息及其相关的制备工艺。
八、临床评价资料
应关注是否依据《医疗器械临床评价技术指导原则》提交临床评价资料。
九、产品风险分析资料
参照YY/T 0316进行风险分析,不存在不可接受级别的风险项,所有的剩余风险都是可以接受的。
十、产品技术要求
医疗器械产品技术要求应当按照《医疗器械产品技术要求编写指导原则》的规定编制。
应根据产品自身的特点制定相应的技术要求,但性能指标不得低于相关国家标准、行业标准的有关要求,如有不适用条款,应说明理由。产品技术要求中应明确规格型号的划分、产品的结构组成等内容。
技术要求举例详见附件。
十一、产品注册检验报告
按国家/省药监部门最新规定查看检验报告。
所检验型号产品应当是本注册单元内能够代表申报的其他型号产品安全性和有效性的典型产品,若一个型号不能覆盖,除选择典型型号进行全性能检验外,还应选择其他型号进行差异性检验。
一个注册单元中含有等高型和不等高型的吻合钉,应选择带不等高型吻合钉的型号规格进行检测,如头端可弯转,应选择可弯转的型号进行检测。
不同材质应分别检测相关性能。
十二、产品说明书和最小销售单元的标签样稿
产品说明书和标签应符合《医疗器械说明书和标签管理规定》的要求。
(一)说明书应包括如下内容:
说明书开头部分建议给予“使用前请仔细阅读说明书全部内容,不仔细按说明操作将会导致严重的手术后果,如吻合口裂开或渗漏”的提示。
1.产品名称、型号、规格;
2.注册人的名称、住所、联系方式及售后服务单位;
3.生产企业的名称、住所、生产地址、联系方式及生产许可证编号;
4.医疗器械注册证/产品技术要求编号;
5.产品性能、主要结构组成、适用范围;
6.禁忌症、注意事项;
7.警示以及提示的内容,举例如下:
(1)微创操作应由受过足够训练与熟悉微创技术的人实施。在实施任何微创术前应查阅与该技术及其并发症及危害有关的医学文献。
(2)不同厂家之间的微创设备的尺寸可能各不相同。一个手术中如果同时应用不同厂家生产的微创手术器械及其附件,在手术前要核实其是否相兼容。
(3)手术前放疗可能导致组织改变。例如,这些改变可能引起组织增厚而超出所选吻合钉的指定范围。任何对病人手术前的治疗都应经过仔细考量,可能需要更改手术技术或手术方式。
(4)直到器械准备好要击发,方可释放保险装置。
(5)击发前一定要检查抵钉座的安全性。
(6)击发后一定要检查吻合线处止血情况、检查吻合是否完整及有无渗漏。
(7)确保组织厚度在指定范围内、组织在吻合器内均匀分布。一侧组织过多可引起吻合不佳,可能会发生吻合口渗漏。
(8)在组织过多或组织过厚的情况下,试图用力击发扳机可能导致缝合线不完整,有可能吻合口裂开或渗漏。此外,可能发生器械损坏或击发失败。
(9)一次击发必须完成。切勿部分击发器械。不完全击发可能导致吻合钉成型不正常、切割线不完全、出血并从缝合线渗漏、和/或移除器械困难。
(10)一定要击发到底,以确保缝钉正确成型及组织切割正确。
(11)挤压击发扳机会暴露出刀片。切勿反复按压击发杆,这样会导致吻合部位损伤。
(12)在插入装置时,确保保险处于关闭位置以避免击发杆不慎启动,导致刀片意外暴露及吻合钉过早的部分或全部展开。
(13)接触过体液的器械应特别处置以防生物污染的发生。
(14)器械或装置一经打开,不论使用与否,不得再次灭菌使用。处理前要确保锁上保险。
(15)本产品是灭菌包装,仅限使用一次。多名患者使用可能危及产品的完整性,或存在受污染的风险,进而可能会导致患者伤害。
(16)说明吻合器的最大击发次数,给出“更换次数请勿超过最大击发次数”,及“将本器械与吻合线加固材料一起使用可能会使击发次数降低”的警示。
8.安装和使用说明或者图示(建议采用文字与图示相结合说明使用步骤)及各步骤应注意的情况;
应提示使用者注意该器械与附件(钉仓)的兼容性。
应明确MRI磁共振兼容性及限定MRI使用条件。
9.产品维护和保养方法,特殊储存、运输条件、方法;
10.生产日期,使用期限或者失效日期;
11.配件清单,包括配件、附属品、损耗品更换周期以及更换方法的说明等;
12.医疗器械标签所用的图形、符号、缩写等内容的解释;
13.说明书的编制或者修订日期;
14.其他应当标注的内容。
(二)医疗器械标签一般应当包括以下内容:
1.产品名称、型号、规格;
2.注册人的名称、住所、联系方式;
3.医疗器械注册证编号;
4.生产企业的名称、住所、生产地址、联系方式及生产许可证编号;
5.生产日期,使用期限或者失效日期;
6.根据产品特性应当标注的图形、符号以及其他相关内容;
7.必要的警示、注意事项;应标明灭菌方式;
8.储存,操作条件及说明;
医疗器械标签因位置或者大小受限而无法全部标明上述内容的,至少应当标注产品名称、型号、规格、生产日期和使用期限或者失效日期,并在标签中明确“其他内容详见说明书”。
十三、符合性声明
(一)符合性声明:声明本产品符合《医疗器械注册管理办法》和相关法规的要求;声明本产品符合《医疗器械分类规则》有关分类的要求;声明本产品符合现行国家标准、行业标准,并提供符合标准的清单。
(二)申请材料的真实性保证声明。
(三)申请企业承诺。
注:以上表格可至“江苏政务服务”官网下载。
附件:一次性使用腔镜用直线型切割吻合器及组件技术要求参考模板
附件
医疗器械产品技术要求
医疗器械产品技术要求编号:XXXXXXXXX
一次性使用腔镜用直线型切割吻合器及组件
1.产品型号/规格及其划分说明
1.1组成
一次性使用腔镜用直线型切割吻合器及组件(以下简称吻合器)由器身和组件组成。吻合器根据切割刀设计,分为切割刀装配于组件型和切割刀装配于器身型;根据关节结构,分为弯转型和不可弯转型。
切割刀装配于组件型腔镜切割吻合器,器身一般由击发杆、杆、关节头旋钮、旋转轴环、击发按钮、回复钮、卸载按钮、手柄等组成;组件一般由抵钉座、钉仓、钉仓座、切割刀和吻合钉等组成。
切割刀装配于器身型腔镜切割吻合器,器身一般由抵钉座、关节头、杆、旋转钮、调节拨片、刀片方向切换钮、击发指示窗、刀片方向指示窗、释放钮、手柄、关闭手柄、击发手柄、切割刀、钉仓座等组成;组件一般由钉仓和吻合钉等组成。
1.2型号/规格
器身可根据器身杆长度、切割长度或吻合长度等划分为不同的型号规格,组件可根据吻合长度、钉高尺寸等划分为不同的规格;
1.3产品的基本型式见图1-4,尺寸见表1、表2。
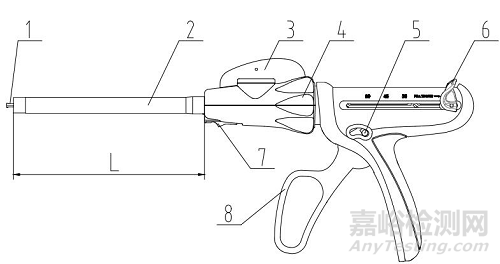
1、击发杆;2、杆;3、关节头旋钮;4、旋转轴环;5、击发按钮;6、回复钮;7、卸载按钮;8、手柄
图1 吻合器器身(切割刀装配于组件型)结构示意图
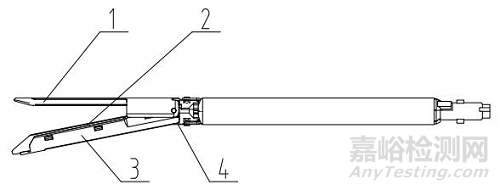
1、抵钉座;2、钉仓;3、钉仓座;4、切割刀;5、吻合钉
图2 组件(切割刀装配于组件型)结构示意图
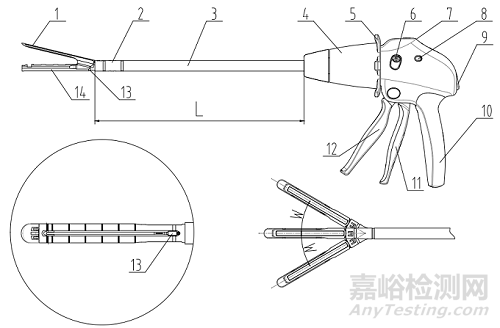
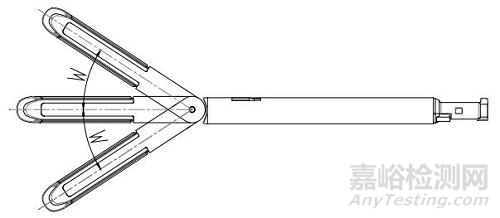
1、抵钉座;2、关节头;3、杆;4、旋转钮;5、调节拨片;6、刀片方向切换钮;7、击发指示窗;8、刀片方向指示窗;9、释放钮;10、手柄;11、关闭手柄;12、击发手柄;13、切割刀;14、钉仓座
图3 吻合器器身(切割刀装配于器身型)结构示意图
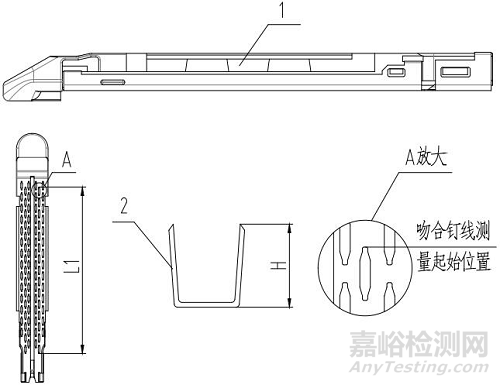
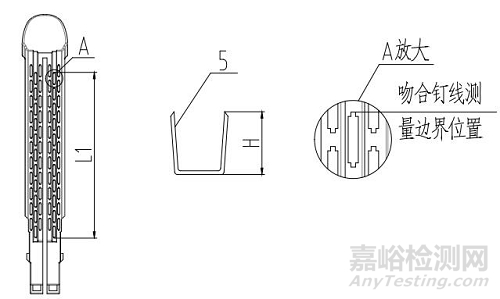
1、钉仓;2、吻合钉
图4 吻合器组件(切割刀装配于器身型)结构示意图
表1 器身规格尺寸(mm)
|
器身型号规格 |
L |
允差 |
|
…… |
|
±5.0 |
备注:尺寸可由企业自行设计。
表2 组件规格尺寸(mm)
|
组件型号规格 |
吻合长度L1 |
允差 |
吻合钉高度H |
允差 |
|
|
||||
|
(内、中、外) |
||||
|
…… |
|
±2.0 |
|
±0.2 |
备注:尺寸可由企业自行设计。
1.4产品的结构组成
表3 关键零件材料要求
|
零件名称 |
材料牌号 |
标准号 |
|
吻合钉 |
|
|
|
抵钉座 |
|
|
|
…… |
|
|
2. 性能指标
2.1吻合钉材料
2.1.1制成吻合钉的纯钛、钛合金材料的化学成分应符合GB/T 13810-2017的规定。
2.1.2制成吻合钉材料的拉伸强度应不小于240MPa。
2.2灵活性
吻合器开闭应灵活,不应有卡阻现象。
2.3装配性
2.3.1吻合器组件更换方便,定位可靠。
2.3.2组件经甩动后吻合钉不应露出钉仓表面。
2.4锋利度
切割刀刃口应锋利,切割力应不大于0.8N。
2.5吻合和切割性能
2.5.1吻合器应具有良好的吻合和切割性能,更换组件,作不少于5次切割吻合,其每次吻合后的缝钉应成类“B”字形。
2.5.2同时每次吻合后的切割边缘应整齐,无毛边。
2.5.3每次吻合线长度比切割线长度至少长1.5倍钉长。
2.6耐压性能
吻合后的吻合口应能承受不小于3.6kPa压强,在15s内漏水不超过10滴。
2.7安全装置
吻合器应具有空钉仓安全保护装置,并保持其可靠性。
注:空钉仓指被击发过的组件。
2.8表面粗糙度
吻合器金属件表面粗糙度Ra应不大于0.8µm。
2.9使用性能
2.9.1吻合器器身与组件连接应牢固可靠。
2.9.2弯转型吻合器,摆动到最大角度(明确具体角度及允差)后,能顺利完成击发和复位。
2.9.3吻合器应具有击发过程反馈指示装置,能够指示击发过程或状态。
2.10硬度
切割刀硬度应不低于377HV0.2。
2.11耐腐蚀性能
吻合器头端外表面金属件部分的耐腐蚀性能应不低于YY/T 0149-2006中5.4 b)的规定。
2.12包装密封
2.12.1吻合器及组件的包装应完好,粘合密封区域应无通道或穿孔。
2.12.2吻合器及组件的包装封口剥离强度不小于0.1N/mm;剥离后两接触表面应光滑且连续均匀,无分层或撕裂现象。
2.13外观
2.13.1吻合器外形光滑、轮廓清晰、无毛刺、划伤等缺陷。
2.13.2吻合器外表面上的字迹、标志清晰、不得有错位、歪斜等缺陷。
2.13.3吻合器表面不得有毛刺、凹陷等缺陷。
2.14尺寸
吻合器及组件尺寸应符合表1-2的规定。
2.15灭菌
吻合器及组件应经已确认过的灭菌过程(此处明确灭菌方式)进行灭菌,产品应无菌。
2.16环氧乙烷残留量
若采用环氧乙烷灭菌,环氧乙烷残留量≤10μg/g。
3. 检验方法
3.1吻合钉材料
3.1.1制成吻合钉的纯钛和钛合金材料的化学成分检验按GB/T 13810-2017规定的方法进行试验,应符合2.1.1的规定。
3.1.2吻合钉材料的拉伸强度按GB/T 228.1-2010规定的方法进行试验,应符合2.1.2的规定。
3.2灵活性
仿使用动作,合上及打开吻合器,应符合2.2的规定。
3.3装配性检验
3.3.1更换组件,应符合2.3.1的规定。
3.3.2甩动组件至少5次后,用手触摸钉仓表面,应符合2.3.2规定。
3.4锋利度
按YY 0876-2013附录A方法进行,应符合2.4的规定。
3.5吻合和切割性能
吻合两层总厚度为钉高的1/2〜2/3的EVA低发泡板试样(参照YY 0876-2013附录B)。沿成型吻合钉边缘去除多余EVA低发泡板,露出成型后的吻合钉,目视检查,应符合2.5的规定。
3.6耐压性能
按YY 0876-2013附录C方法进行,应符合2.6的规定。
3.7安全装置
将吻合器装上已击发过的空钉仓,调整吻合器进行击发动作时,应符合2.7的规定。
3.8表面粗糙度
表面粗糙度用样块比较法或GB/T 10610-2009规定的轮廓法进行,应符合2.8的规定。仲裁时采用轮廓法。
3.9使用性能
3.9.1由制造商根据产品确定,符合2.9.1的规定。
3.9.2仿使用动作使吻合器钉仓关节分别摆动到左极限和右极限位置,应符合2.9.2的规定。
3.9.3仿使用动作击发吻合器,应符合2.9.3的规定。
3.10硬度
按GB/T 4340.1-2009中规定的方法进行,应符合2.10的规定。
3.11耐腐蚀性能
按YY/T 0149-2006中沸水试验法进行试验,应符合2.11的规定。
3.12包装密封
3.12.1密封性能试验
按YY 0876-2013附录D方法进行测试,应符合2.12.1的规定。
3.12.2剥离强度试验
按YY 0876-2013附录E方法进行,应符合2.12.2的规定。
3.13外观
目视检查并用手拭摸,应符合2.13的规定。
3.14尺寸检验
用通用量具或专用量具测量,应符合2.14的规定。
3.15无菌
按中华人民共和国药典(2020 年版·四部)“无菌检查法”进行试验,应符合2.15的规定。
3.16环氧乙烷残留量
按GB/T 16886.7-2015中规定的方法进行试验,应符合2.16的规定。
来源:江苏省药品监督管理局审


