您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-03-04 23:48
硬度是指材料局部抵抗硬物压入其表面的能力,是衡量材料软硬程度的一项性能指标。硬度在一定程度上反映了金属材料的强度、韧性和弹性等一系列力学性能,在石油与化工行业中是一项最常见的金属材料性能检测指标。常见的金属材料硬度试验方法主要有布氏硬度试验、维氏硬度试验和洛氏硬度试验。
布氏硬度采用一定直径D的硬质合金球,在规定的试验力P作用下压入试件表面,保载一段时间,卸载试验力后,试件表面留下压痕,以压痕单位表面积上所承受的平均压力作为布氏硬度测试值。由于布氏硬度试验采用的球体压头直径较大,所得压痕面积较大,因而硬度测试值受试样组织显微偏析及成分不均匀的影响轻微,具有试验数据稳定、测量精度高和重复性好等特点,在石油与化工行业得到广泛运用。
来自海洋石油工程股份有限公司和海洋石油工程(青岛)有限公司的代绪成、尚用甲等研究人员在对不同焊接工艺Inconel 625镍基合金管接头焊缝进行布氏硬度试验时,依据GB/T 231.1—2018《金属材料 布氏硬度试验 第1部分:试验方法》标准推荐的试验力与压头直径平方的比值和尽可能选取大直径压头两个原则,选用HBW 10/3000(10表示钢球压头的直径10mm,3000表示试验力3000kg)的测量标尺进行试验,发现压痕形貌呈现不规则椭圆形,压痕边界凹凸不平,未受压区域金属表面呈现挤压隆起现象,这严重影响了检测结果的准确性。针对上述问题,研究人员通过不同测量标尺条件下的硬度试验,对比分析了测量标尺对镍基合金管接头焊缝布氏硬度测量值的影响,确定了适用于不同焊接工艺Inconel 625镍基合金管接头焊缝的布氏硬度测量标尺。
1 试验
1.1 试验材料和试验设备
试验材料为Inconel 625镍基合金,对采用氩弧焊打底、手工电弧焊填充接焊制得的镍基合金管焊接接头(手把焊)记为1号试样,对采用氩弧焊制得的镍基合金管焊接接头(氩弧焊)记为2号试样,对采用氩弧焊堆焊工艺制得的大管径碳钢+镍基合金复合管焊接接头(堆焊)记为3号试样。不同试样焊缝金属的化学成分符合AWS A5.14/A5.14M — 2018 Specification for Nickel and Nickel-alloy Bare Welding Electrodes and Rods 标准对Inconel 625镍基合金的技术要求。试验设备为数显布氏硬度计,具备电子自动加载和自动测量等功能。由于自动测量方式存在不规则压痕形貌无法识别的情况,硬度测量方式采用人工测量。
1.2 试验方法
依据GB/T 231.1—2018,选用标准推荐的试验力与压头直径平方的比值30,对应的布氏硬度测量标尺有HBW 10/3 000、HBW 5/750和HBW 2.5/187.5。在1号、2号和3号试样上分别进行布氏硬度试验,每个试样进行十次布氏硬度试验,从四个不同方位测量压痕直径,保载时间为15s,试验温度为22℃。
2 试验结果与讨论
2.1 布氏硬度压痕形貌
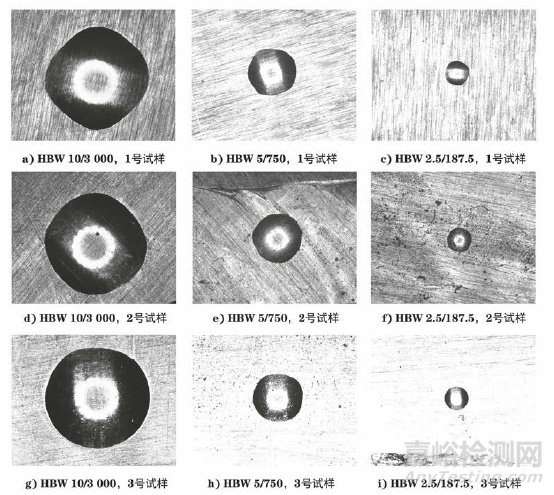
图1 不同测量标尺条件下3种试样焊缝区域的布氏硬度压痕形貌
由图1可见:在HBW 10/3000测量标尺条件下,1号试样和2号试样焊缝区域的表面压痕形貌均呈现不规则椭圆形;随着钢球压头直径的减小,1号试样和2号试样焊缝区域的表面压痕形状逐渐趋于圆形;在不同测量标尺条件下,3号试样焊缝区域表面压痕均呈现规则的圆形,压痕边缘较为光滑、平顺。
镍基合金硬度高,其局部抵抗变形的能力强。硬度反映的是材料内部晶粒和晶界等组织在压入载荷时表现出的抵抗破断和变形的能力,由于焊缝区域的显微组织存在不均匀性,压痕边缘的组织抵抗变形的能力各不相同。
2.2 布氏硬度测试结果
3种试样焊缝区域的硬度极差如图2所示。
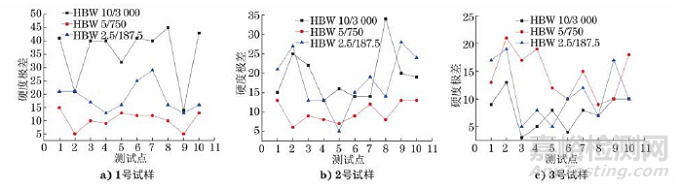
图2 不同测量标尺寸条件下3种试样焊缝区域的布氏硬度极差
由图2a)可见,在HBW 5/750测量标尺条件下,测得试样焊缝区域的硬度极差均小于其他测量标尺条件下的,表明在该测量标尺条件下,测得1号和2号试样焊缝区域的硬度较为均匀。由图2c)可见,在HBW 10/3000测量标尺条件下,测得试样焊缝区域的硬度极差略小于其他测量标尺条件下的,表明在该测量标尺条件下,测得3号试样焊缝区域的硬度较为均匀。
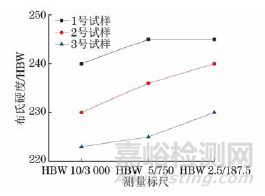
图3 不同测量标尺条件下3种试样焊缝区域的布氏硬度
由图3可见:1号试样焊缝区域的布氏硬度最大,2号试样的次之,3号试样的最小;不同测量标尺条件下,测得同一试样焊缝区域的布氏硬度差值基本在10以内,表明相同载荷与压头直径平方的比值k对应不同测量标尺条件下测得的布氏硬度基本相同。根据布氏硬度的相似定律,在保证压入角不变(即k 值保持不变)的情况下,不同测量标尺条件下测得的布氏硬度相同,且具有可比性。结合图1可见,在相同测量标尺条件下,试样焊缝区域的硬度越大,压痕形状的不规则性越明显。
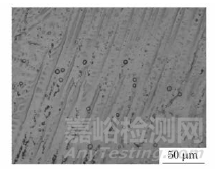
图4 试样焊缝区域的显微组织
镍基合金的硬度与析出相种类、形态及分布有关,3种试样焊缝区域的显微组织主要为奥氏体,均呈现枝晶形态,且枝晶生长方向一致,在晶界上析出大量的γ″沉淀强化相,如图4所示。
镍基合金的金属流动性差,过高的热输入会导致熔池的冷却速率减慢,高温停留时间过长会使晶粒粗化。1号试样焊接工艺的热输入为0.9~1.0kJ/mm,2号和3号试样焊接工艺的热输入均为1.4~1.6kJ/mm。2号和3号试样焊接工艺相同,由于2号试样母材金属的热导率大,焊接过程中能有效传递热量,其高温停留时间比3号试样的短。根据热输入和高温停留时间不同,3种试样焊缝区域的晶粒尺寸从大到小依次为3号试样、2号试样、1号试样,奥氏体组织晶粒尺寸越大,布氏硬度越小。
3 结论
(1) 在不同测量标尺条件下,堆焊工艺镍基合金管焊缝区域的布氏硬度压痕边缘较为光滑平顺。在HBW 5/750和HBW 2.5/187.5测量标尺条件下,采用手把焊和氩弧焊工艺镍基合金管焊缝区域的布氏硬度压痕形状趋向于圆形。同一载荷与压头直径平方的比值k条件下采用不同测量标尺测得的布氏硬度基本相同。
(2) 对于堆焊工艺镍基合金管接头,建议采用HBW 10/300测量标尺。对于手把焊和氩弧焊工艺镍基合金管接头,建议采用HBW 5/750测量标尺。

来源:理化检验物理分册


