您当前的位置:检测资讯 > 实验管理
嘉峪检测网 2015-03-28 18:09
磁粉检测(Magnetic Particle Testing),业内人士简称MT,是工业无损检测(Nondestructive Testing)的一种成熟的无损检测方法,在航空航天、兵器、船舶、火车、汽车、石油、化工、锅炉压力容器、压力管道等各个领域都得到广泛应用。
磁粉检测主要的应用是探测铁磁性工件表面和近表面的宏观几何缺陷,例如表面气孔、裂纹等。
磁粉检测是五大常规无损检测技术之一,其他四种是:超声检测(Ultrasonic Testing):A型显示的超声波脉冲反射法、射线检测(Radiographic Testing):射线照相法、渗透检测(Penetrant Testing)、涡流检测(Eddy Current Testing)。
按照不同特征,可将磁粉检测分为多种不同的方法:
(1)按施加磁粉的时间分为:连续法和剩磁法。
a)连续法:磁化工件的同时,施加磁粉。
b)剩磁法:先磁化工件,停止磁化后利用工件的剩磁,然后再施加磁粉。
(2)按显示材料,分为荧光法(Fluorescent)和非荧光法(Non-Fluorescent)。
a)荧光法:采用荧光磁粉,在黑光灯下观察磁痕。
b)非荧光法:采用普通黑色磁粉或者红色磁粉,在正常光照条件下观察磁痕。
(3)按磁粉的载体,分为湿法和干法。
a)湿法:磁粉的载体为液体(油或水)。
b)干法:直接以干粉的形式喷涂在工件上,只有特殊情况下才会采用这种方法。
举个例子,一般压力容器焊缝的磁粉检测会采用:湿法+非荧光法+连续法,这意味着我们将在正常的光照条件下,把黑色或者红色的磁粉分散在以水或者油的载体(即磁悬液),然后磁化焊缝的同时施加磁悬液,一边磁化一边观察是否有磁痕形成。
下面就是典型的湿法+非荧光法+连续法的磁粉检测,工艺为:交叉磁轭机磁化,配合黑色磁粉。
磁粉检测裂纹缺陷示意图,球罐的环形对接焊缝,磁痕粗大明显。

下图为一条对接焊缝管,图片来源于网络,磁痕没有上图那么明显,大家还能找到磁痕吗?

磁粉检测原理
磁粉检测,本质上是利用材料磁性变化。
当铁磁性工件被磁化时,若工件材质是连续、均匀的,则工件中的磁感应线将基本被约束在工件内,几乎没有磁感应线从被检表面穿出或进入工件,被检表面不会形成明显的泄漏磁场。如下图所示:
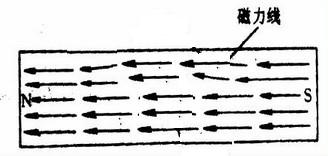
无泄漏磁场
但当工件的表面存在着切割磁力线的不连续性时,由于不连续性部位的磁导率低,磁阻很大,磁感应线将会改变途径。
大部分改变途径的磁通将优先从磁阻较低的不连续性底部的工件内通过,当工件磁感应强度比较大,工件不连续性处底部难以接受更多的磁通,或不连续性部位的尺寸较大时,部分磁通就会从不连续性部位逸出工件,越过不连续性上方然后再进入工件,这种磁通的泄漏同时会使不连续性两侧部位产生了磁极化,形成所谓的漏磁场。如下图所示:
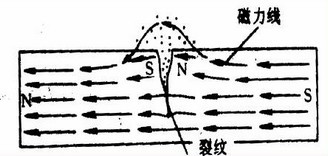
存在泄磁场
磁粉检测基本原理:当工件被磁化后,若工件表面及近表面存在不连续性(如裂纹),就会在不连续性部位的表面形成泄漏磁场(即漏磁场),通过漏磁场吸附、聚集检测过程施加的磁粉,最终形成磁痕,便可提供缺陷的位置、形状、大小的显示。
磁粉检测特点
1、适用范围
磁粉检测可用于板材、型材、管材、锻造毛坯等原材料和半成品的检查,也可用于锻钢件、焊接件、铸钢件加工制造过程工序间检查和最终加工检查,还可用于重要设备机械、压力容器、石油储罐等工业设施在役检查等。
2、磁粉检测的优点
a)能直观显示缺陷的形状、位置、大小和严重程度,并可大致确定缺陷的性质。
b)具有高灵敏度,磁粉在缺陷上聚集形成的磁痕有放大作用,可检出缺陷的最小宽度约0.1μm ,能发现深度约10μm的微裂纹。
c)适应性好,几乎不受试件大小和形状的限制,综合采用多种磁化方法,可检测工件上的各个方向的缺陷。
d)检测速度快,工艺简单,操作方便,效率高,成本低。
3、磁粉检测的局限
a)只能用于检测铁磁性材料,如碳钢、合金结构钢等,不能用于检测非铁磁性材料,如镁、铝、铜、钛及奥氏体不锈钢等。详情请看:为什么只有少数的金属有磁性?
b)只能用来检测表面和近表面缺陷,不能检测埋藏较深的缺陷,可检测的皮下缺陷的埋藏深度一般不超过1~2mm。
c)难于定量确定缺陷埋藏的深度和缺陷自身的高度。
d)通常采用目视法检查缺陷,磁痕的判断和解释需要有技术经验和素质。
相关资料:
【1】《电磁无损检测》第四章:磁粉检测
【2】果壳果篮:电磁学
来源:红色荒漠


