您当前的位置:检测资讯 > 实验管理
嘉峪检测网 2016-02-29 00:11

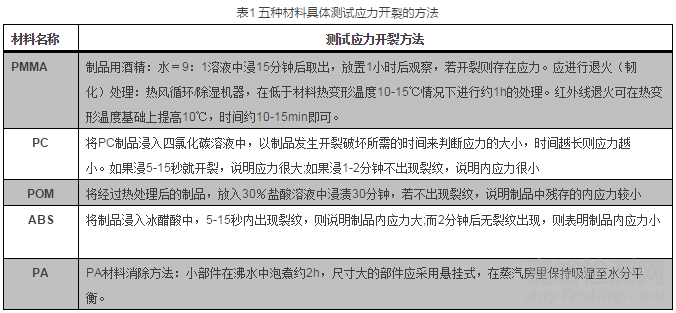
塑料制件出现内应力,是注塑厂商经常遇到的事情,特别是PC材料,内应力问题,导致大量的不合格的出现。本文就为大家介绍塑料内应力的一些检测方法以及如何处理塑料的内应力问题。
一、塑料内应力的检测方法
1.溶济法
通常是把零件放在溶剂中,15s~ 2min等,在拿出来看是否有开裂来判断是否有应力。
原理:根据介质应力决裂的现象,即溶济分子渗透到树脂的大分子之间后,降低了分子之间的彼此作用力。内应力大的地方在浸入前分子之间的作用力原来就有所削弱,浸入溶济后这些减弱处所进一步减弱,而引起开裂,内应力小的地方在短时间内不会开裂。
常用塑胶件有于检验溶液对照表:
ABS 煤油、冰醋酸
PC 四氯化碳
PS 煤油、冰醋酸
PA 正庚烷
PSF 四氯化碳
PPO 四氯化碳
2.仪器法
用偏振光照耀塑料制件,视彩色光带多寡,剖析内应力的强弱,它只适用于透明的制件。偏振光法所要的仪器昂贵,操作庞杂,且正确度不高,因为制件处理前后变化不显著,光谱带上涌现的光带不一定都是内应力的影响,如制件表面的涟漪也会影响检验的结果。此法对制件的机能尚无任何影响,为无损检验,经检验过的制件可继承电镀和使用。

图:内应力集中处产生彩虹纹(透明产品)
3.温度骤变法
这种方法是将塑料待镀件重复受冷受热,依据裂纹呈现的时间是非来评定内应力的大小。它适用于各类塑料成形件。温度骤变法所要的装备简略,然而测验时间较长。经检修后的塑料件已被损坏,不能持续应用。
1.塑料制品的热处理
是指将成型制品在必定温度下停留一段时间而消除内应力的办法。让制件在一定的温度下,恒温数小时,使其内局部子从新排列从而到达减少或清除内应力的目标。
对制件进行热处理,可以使高聚物分子由不平衡构象向平衡构象转变,使强制冻结的处于不稳定的高弹形变取得能量而进行热松弛,从而降低或基础消除内应力。常采用的热处理温度高于制件使用温度10~20℃或低于热变形温度5~10℃。热处理时间取决于塑料品种、制件厚度、热处理温度和注塑条件。个别厚度的制件,热处理1~2小时即可,随着制件厚度增大,热处理时间应适当延长。提高热处理温度和延长热处理时间存在类似的效果,但温度的后果更显明些。
热处理方法:是将制件放入水、甘油、矿物油、乙二醇和液体石蜡等液体介质中,或放入空气轮回烘箱中加热到指定温度,并在该温度下停留一定时间,而后缓慢冷却到室温。试验表明,脱模后的制件立刻进行热处理,对降低内应力、改良制件性能的效果更明显。此外,提高模具温度,延长制件在模内冷却时间,脱模落后行保温处理都有相似热处理的作用。
2.常用塑料件的热处理温度
ABS塑料件 65-------75℃
聚丙稀 80-----100℃
氯化聚醚 80------120℃
聚甲醛 90------120℃
聚碳酸脂 110-----130℃
聚砜 100-----120℃
改性聚苯乙烯 50--------60℃
聚苯醚 100-----120℃
来源:艾邦


