您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2025-08-31 11:05
在现代电子设备中,元器件的可靠性是系统稳定运行的基石。然而,在实际应用中,我们常常会遇到各种各样的器件失效问题。其中,过电应力(Electrical Over Stress, EOS)导致的失效占比超过80%以上,而器件本身质量原因导致的失效案例形貌上通常与“EOS”形貌类似,故因器件本身质量原因导致的失效很多时候常常被误判或忽视。
本文将简单学习EOS的失效机理、典型特征、与静电放电(ESD)的异同,然后结合两个功率器件失效实际案例,简述如何通过“EOS”的现象找到失效根因。
一、何为过电应力(EOS)?
EOS是指电子元器件在承受超出其设计最大额定值的电压、电流或功率时,由于过热效应导致的损坏或性能退化。与瞬态的静电放电 (ESD)不同,EOS事件通常持续时间较长(从几微秒到几秒,甚至更长),能量较高,其核心破坏形式是热损伤。当器件内部的局部区 域因过大的电能输入而产生过多的热量,导致温度急剧升高,超过材料的熔点或分解温度时,就会发生EOS失效。
二、EOS与ESD:同为“电”伤,却大相径庭
在失效分析领域,EOS常常与静电放电(ESD)混淆,因为两者都涉及电应力导致的器件损伤。然而,它们在产生机理、持续时间、能量特征以及失效形貌上存在显著差异,准确区分对失效根因的判断至关重要。
|
特征维度 |
过电应力(EOS) |
静电放电(ESD) |
|
持续时间 |
微秒到秒级(长) |
纳秒级(短) |
|
能量特征 |
能量高,足以引起宏观热损伤 |
能量相对低,引起局部微观损伤 |
|
失效机理 |
热效应为主,温度升高导致材料熔融、碳化、结构破坏 |
高电场击穿为主,导致介质损伤、PN结漏电、金属熔融 |
|
典型形貌 |
明显的烧毁、碳化、熔融痕迹,损伤面积大,常伴有裂纹、鼓包、键合丝 熔断 |
针孔、漏电、短路、栅氧化层击穿、金属熔融点,损伤隐蔽,需显微镜观察 |
|
典型发生场景 |
电源瞬态过冲、负载短路、电路设计缺陷、热插拔、测试误操作、外部环 境干扰(如雷击) |
器件操作、运输、封装、人体或设备带电接触 |
|
典型形貌 |
|
|
核心区别在于能量和持续时间。 EOS是“大火慢炖”,长时间的高能量输入导致器件整体或局部过热烧毁;而ESD则是“瞬间闪电”,极短时间内的极高电压冲击导致器件内部的微观结构被瞬间击穿。因此,在失效分析中,通过观察失效形貌的宏观与微观特征,结合失效发生时的电学环境,是区分两者的关键。
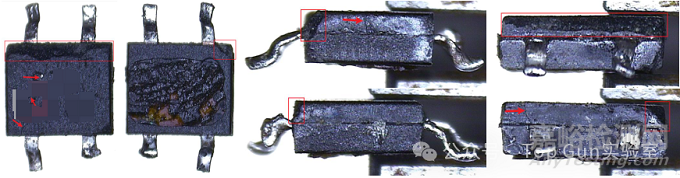
需要注意的是,通常器件发生ESD损伤后可能会经受二次损伤,表现为EOS形貌,如下图ESD管脚失效导致烧毁的形貌,可能是先发生ESD损伤,然后上电导致有二次损伤形成EOS的形貌。
三、EOS形貌但根因为器件缺陷失效案例深度剖析:哪有那么多EOS
在失效分析实践中,最棘手的情况莫过于器件失效的形貌呈现出典型的EOS特征(如烧毁、碳化),但其根本原因并非外部过电应力,而是器件本身的内在缺陷。这种“形貌EOS,根因器件缺陷”的失效,极易导致误判,延误问题解决。以下将结合两个具体案例,讲讲为什么说“哪有那么多EOS”。
案例一:整流桥击穿失效,根因为引脚成型时应力过大
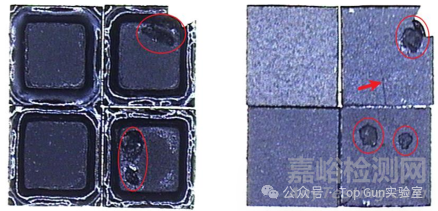
某电视厂的电源的整流桥在使用一段时间后出现短路失效。初步外观检查发现失效的整流桥封装存在缺损。
解剖后在显微镜下观察到二极管芯片正反面有明显的击穿烧毁痕迹,形貌上与EOS损伤非常相似。
然而,该电源在正常工作条件下,二极管承受的电压和电流均在额定范围内,并未发生明显的外部过电应力事件。 经过故障数据分析,发现故障的整流桥有批次特性,且结合多年经验此类失效通常是芯片因机械应力产生微裂纹导致器件耐压下降,在正常电压条件下发生“EOS”失效。
使用同批次库存良品进行回流焊后复测参数,确认存在漏电增大以及VBR下降的情况,经供应商系统排除,故障根因为器件引脚成型时因器件位置偏移使成型应力过大导致芯片钝化层产生微裂纹缺陷。
案例二:二极管击穿,根因为封装设计不足和制程管控不当
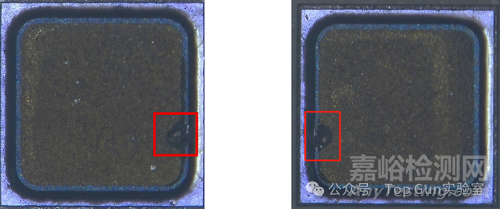
另一个二极管失效案例是某保护电路中的TVS二极管出现反向击穿失效。失效二极管同样表现出芯片锡膏边缘有正反击穿烧毁的形貌。同样,电路工作环境稳定,无明显外部过电应力;同时器件批次有集中性。
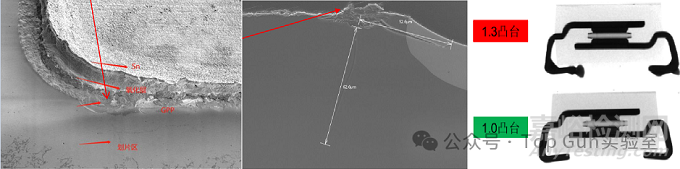
经分析调查,导致器件失效的直接原因是供应商设计变更Clip凸台增大叠加锡膏涂覆厚度偏上限导致焊接应力过大损伤了芯片的钝化层。
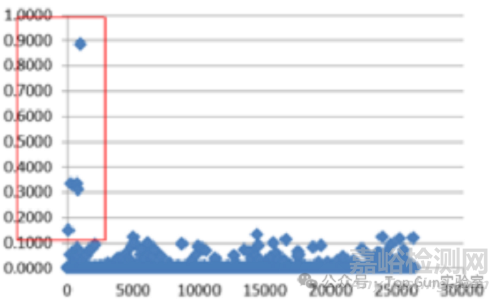
故障流出原因是二极管厂商FT测试管控方案不足,导致存在缺陷的样品流出。虽然这些样品是满足规格书指标要求,但已经存在微缺陷,经过贴片回流焊后缺陷会被激发,因此表现为产品出厂后短时间内就失效。
四、如何区分EOS与器件本身缺陷导致的失效?
上述案例凸显了区分EOS与器件本身缺陷的复杂性。虽然两者都可能导致器件烧毁,但其根本原因和预防措施截然不同。以下是一些关键的区分思路和方法:
1、失效的批次性与偶发性
器件缺陷: 通常具有一定的批次性。如果同一批次、同一型号的器件在类似应用中频繁出现失效,应高度怀疑器件本身的质量问题。缺陷可能在制造过程中引入,如晶体缺陷、掺杂不均、封装应力等。
EOS: 往往是偶发性的,与特定的外部事件(如电源波动、操作失误、环境干扰)紧密相关。如果失效是孤立的,且能追溯到某个异常的电应力事件,则EOS的可能性较大。
2、失效场景与历史数据
详细记录: 收集失效器件的完整使用历史、工作环境参数、电源波动记录、操作日志等。如果数据表明器件在失效前曾经历过超出额定值的电压、电流或功率,则倾向于EOS。
正常工作条件下的失效: 如果器件在完全正常的、符合规格的工作条件下失效,且无任何外部异常事件,则器件本身缺陷的可能性大大增加。
3、损伤形貌的微观细节
EOS: 宏观上表现为大面积的熔融、碳化、键合丝熔断等,损伤区域往往与电流路径或热点区域一致。微观上,损伤通常是热效应导致的材料结构破坏,如金属颗粒的再结晶、硅的非晶化等。
器件缺陷: 烧毁形貌可能更局限于缺陷本身,例如,一个微小的缺陷可能导致局部过热,但整体烧毁面积可能相对较小。

来源:Top Gun 实验室