您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2021-04-26 09:25
高强度紧固件需要经过热处理达到性能要求,通常使用网带炉进行热处理,作为质量控制,淬火件和回火件都需要检测。淬火件一般需要检测马氏体级别、马氏体量、淬火硬度;回火件一般需要检测回火硬度、表面硬度、抗拉强度、屈服强度以及螺纹未脱碳层高度、全脱碳层深度等。金相检测需要对试样进行切割和镶嵌,切割过程会使用虎钳夹持试样,如果夹持力过大会使试样变形甚至开裂。本文通过对一个具体开裂试样的分析,阐述了分析裂纹的过程及方法。
一、问题描述
紧固件材料为SCr440(对应国产牌号:40Cr)的一批次M8×20的螺栓,热处理前已经滚丝,检验员例行检查淬火件金相,经切割、镶嵌、抛光后发现有裂纹。切割方法为沿径向截取一段圆柱,再沿轴向切割4等分,然后镶嵌观察轴向状况,开裂试样在镶块上的形态如图1所示。

图1 开裂试样(25×)
二、初步分析
观察裂纹形态,与淬火裂纹特有的纹路和尾端尖细的特征相符。
使用3%的硝酸酒精溶液腐蚀试样,观察裂纹处的开裂形态,如图2所示。
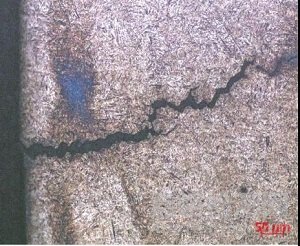
图2 开裂形态(200×)
裂纹两侧无氧化增碳、脱碳现象,符合淬火开裂的特征。因为开裂发生在奥氏体向马氏体转变的过程中,SCr440的Ms点为355℃,在此温度下,即使产生裂纹,也不会发生增碳、脱碳和明显氧化,所以淬火开裂的两侧不会有氧化、增碳、脱碳现象,否则肯定不是淬火裂纹。
再对镶块上的试样进行尺寸确认,发现试样夹持的两面不平行,靠近螺纹边缘厚度为2491μm,中心部位厚度为2382μm(见图3),说明夹持时受力不均匀,螺纹端受力大。
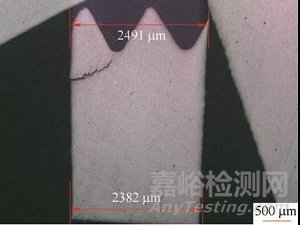
图3 试样尺寸测量
此产品为常规件,之前生产过程未发现过开裂。
三、热处理工艺回顾
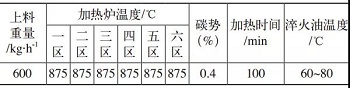
热处理前材料经过球化退火,组织为球状珠光体。使用三永SY-805-6型加热炉,其共分6个区,独立控温,甲醇滴注,炉内裂解后作为稀释气,丙烷为富碳气,通过氧探头控制碳势。淬火冷却介质使用德润宝ISOMAX 169淬火油,具体热处理工艺见表1。
表1 热处理工艺
四、淬火开裂常见原因分析
4.1 低温冷却速度过快
淬火过程中的组织应力对产品的变形和开裂影响明显,在奥氏体转变为马氏体组织时,体积膨胀,冷却速度过快使应力得不到释放,从而使产品变形甚至开裂。按GB/T 30823—2014(同ISO9950:1995)标准,对淬火油的冷却速度进行测量,未发现异常,见图4、表2。
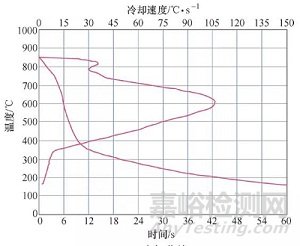
图4 冷却曲线
表2 冷却曲线数据

4.2 淬火冷却介质中水含量过高
水的冷却速度远大于淬火油,油中含水时会导致产品软点、开裂。检测淬火油运动黏度及水分,未发现异常,见表3。
表3 淬火油中黏度及水分
4.3 原材料缺陷
钢件内部存在的发纹、皮下气泡,以及较严重的偏析、带状非金属夹杂等,在淬火过程中易在缺陷处产生裂纹。检查开裂处未发现异常材料缺陷。
4.4 热处理前原始金相组织
钢件的原始组织对加热的奥氏体晶粒度及其长大有影响,与球状珠光体相比,片状珠光体在加热温度偏高时易引起奥氏体晶粒粗化,倾向于过热,得到粗大马氏体。查找热处理前的检测记录,材料为球状珠光体组织,球化5级,如图5所示。

图5 球化组织
4.5 表面脱碳
脱碳后的组织强度低,同时表面脱碳层的马氏体比体积小,会形成较大拉应力,使表面开裂。检查产品表面组织,未见脱碳现象,如图6所示。

图6 表面金相组织
经过对工件产生淬火开裂的原因分析,未发现热处理过程异常,怀疑裂纹不是淬火时产生的。同时,分析试样裂纹的形态,此裂纹与螺栓外径接近相切,不符合淬火应力导致的开裂形态。工件淬火冷却时,如果瞬时应力超过工件的断裂强度,将产生淬火裂纹。如在工件完全淬透的情况下,因组织应力过大,在表面拉应力作用下会产生沿轴向由表面向心部的纵向裂纹;在未淬透的大型工件上,常由热应力引起由内往外的横向裂纹或弧形裂纹,这是由于在淬透层向非淬透层的过渡区出现最大拉应力所致。此产品组织完全淬透,若是淬火开裂,形态应沿轴向从外到内,如图7所示。因此,怀疑开裂可能是切割时夹具夹持力过大引起的。
图7 经磁粉检测的淬火开裂
五、试样表面观察
把试样从镶块中取出观察被夹持的2个面,发现2个面都有明显的变形和开裂,如图8、图9所示。观察图8、图9,证实了开裂为切割时造成。金相试样切割时,为防止试样移动,使用虎钳夹持住试样,由于不能设定夹持力,至手柄拧到不能转动为止,因此导致压力过大而开裂。
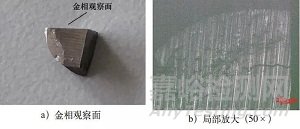
图8 一个夹持面
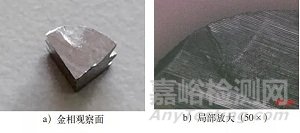
图9 另一个夹持面
开裂形态多种多样,有些具有迷惑性,但都会遵循规律,用理论知识去分析问题,善于观察,就能快速解决问题。淬火件切割时夹持力要适当,淬火速度不能快,振动要小,冷却要充分,才能制备出反映真实组织的试样。

来源:热处理生态圈


