您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2021-01-05 09:36
电子束焊接在汽车行业用于变速箱齿轮零件的焊接已经得到广泛应用,但是由于许多企业没有专门的电子束焊接工程师,冷加工工艺人员、部分热处理工程师对电子束焊接齿轮的特点及焊接工艺不是很了解,操作工没有按照要求的焊接规范进行操作,焊接过程控制不当,在电子束焊接的应用过程中不同程度上遇到一些焊接质量问题,如齿圈焊后翘曲、脱焊、焊接裂纹等问题,给企业造成巨大损失。由此,造成工艺人员对电子束焊接产品的恐惧,谈“焊”色变。
齿轮类零件一般都选用优质碳素钢或合金结构钢作为原材料,因此材料的成分不同、热处理状态不同,其焊接特性就有明显差异。影响焊接的因素是化学成分主要指钢材的碳含量与碳当量,还有硫、磷等杂质对焊接影响很大。
一、钢材的碳含量与碳当量
钢的含碳量高,可促进S、P等杂质在焊缝中形成低熔点的共晶物质,加大热裂敏感性;同时较高的含碳量增加了材料的淬硬性,使钢材的强度、硬度升高,塑性、韧性下降,加大了冷裂的趋势。因此,随着含碳量的提高,焊接性能明显下降。在合金结构钢中除了碳之外,作为其他的合金元素如Mn、Ni、Cr、Mo、V、Cu、Si等,对材料的力学性能及焊接性能都有不同程度的影响。为了评估钢材的焊接性,将各种元素按其对钢材淬硬、冷裂及脆化等现象的影响作用大小折算成碳的相当含量,称为碳当量。其中以国际焊接学会(IIW)所推荐的CE和JIS标准所规定的Ceq应用较为广泛。
CE=
C+Mn/6+(Cu+Ni)15+(Cr+Mo+V)/5
Ce(JIS)=
C+Mn/6+Si/24+Ni/40+Cr/5+MO/4+V/14
作为判断钢材焊接性的依据,碳当量值越高,焊缝及热影响区就越容易产生裂纹。一般认为材料碳当量小于0.4%时,钢材的焊接性良好,一般不需要预热和严格控制线能量;而当材料碳当量大于0.4%时,这时为了避免出现裂纹,就需要采取较严格的工艺措施,如预热、缓冷、严格控制线能量。
二、渗氮层与渗碳层对比
从金属结晶理论可知,先结晶的金属较纯,后结晶的金属杂质较多并富集在晶界,由S、P等杂质所形成的低熔点物质被排挤在柱状晶体交遇的中心部位,形成一种所谓“液态薄膜”,此时如果焊缝受到拉伸应力,则在此部位极易产生开裂。因此,我们认为由于S、P等元素形成的低熔点液态薄膜是产生结晶裂纹的内在因素。还有焊缝组织受到足够的拉伸应力是产生结晶裂纹的必要条件,焊缝形状的不同,将直接影响接头的受力状态。对于熔深宽比大的电子束焊缝,由于其所承受的焊接残余应力正好作用在焊缝柱状晶粒交遇的结晶面上,而该位置正是低熔点的杂质富集,晶粒之间联系较差的部位,因而极易在此引起结晶裂纹。由此可见,由于电子束焊缝的形状特点使其产生结晶裂纹的可能性大大增加,对于焊接齿轮又是关键部件,为提高焊缝的抗裂性能,只有严格控制被焊钢材的S、P等杂质的含量,根据国外有关资料介绍,当碳含量超过0.03%时,S、P两种元素的含量之和应严格控制在0.02%之内。但是事实上焊接材料采用的钢材技术要求,P≤0.03%、S≤0.03%,就是说在极限的状态下P+S≤0.03%+0.03%=0.06%,产品焊接后也没有出现问题。
我公司为某汽车厂开发了一款变速箱产品,图样要求齿轮的材料是TL4521,齿环的材料是TL4227。开发时由于是新产品,锻造分厂下料人员没有仔细看要求,把齿环的材料也按TL4521锻造。不同品种的齿轮要求不同,有热前焊接的,也有要求热后焊接的。
(1)初次试制
热前焊接的产品没有出现问题,但是热后焊接的产品出现了裂纹(冷裂纹)。我们通过热前预热,焊后缓冷(预热温度、缓冷温度低于热处理的回火温度)的工艺,这样焊接的齿轮没有出现裂纹。
(2)第二次试制产品
热前焊接就出现了裂纹。我们对第一次遗留的产品金相进行分析(见图1、图2、图3),对于第二次产品的金相进行分析(见图4、图5、图6、图7)。通过图7可以看出产品明显是沿流线裂纹。
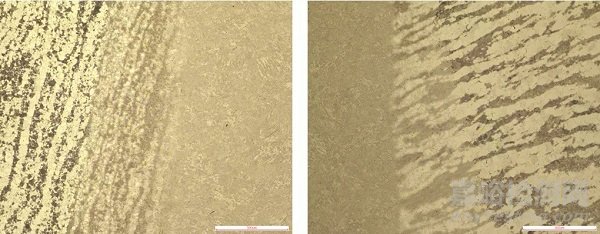
图1 (第一次)左侧齿部100× 图2 (第一次)右侧齿环100×
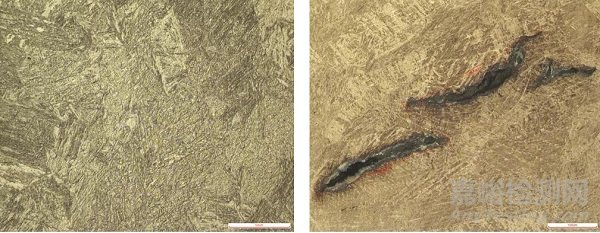
图3焊接部位(第一次)500× 图4焊接部位裂纹(第二次)200×
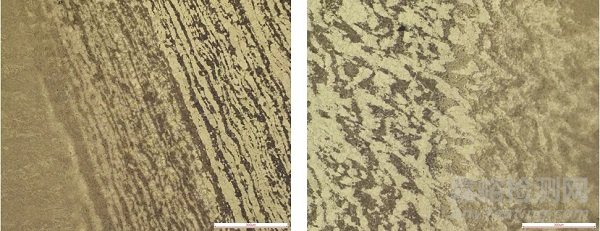
图5 右侧齿部(第二次)100×图6 左侧齿环(第二次)100×
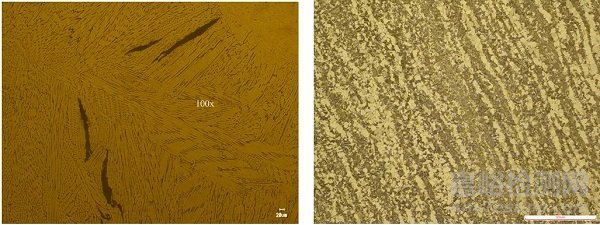
图7 焊接裂纹部位(第二次)100× 图8 齿轮980℃真空正火100×
这两次次产品试制采用的是同一炉号的钢材,焊接工艺没有变化,只有热处理正火金相有区别。因此,我们认为对于已经做好的齿轮齿环重新采用真空正火,然后再焊接。金相见图8、图9、图10,这次焊接没有出现热裂纹,出现(主要原因是可能清洁度问题、焊接工艺造成的,但这个通过焊接工艺优化,过程加强控制,可以避免)。
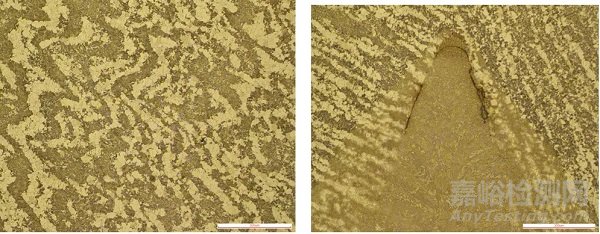
图9 齿环980℃真空正火100× 图10焊接部位100×(U型裂纹)
因为别的要求焊接的产品没有出现这种现象,于是我们对TL4521的化学成分进行分析(见表1)。
表1 TL4521化学成分(质量分数)(%)
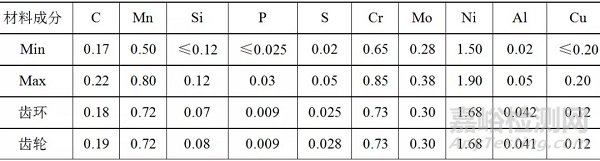
齿环的材料采用直径是40mm的圆钢,齿轮采用70mm的圆钢,
齿环P+S=0.025+0.009=0.0259%
齿轮P+S=0.028+0.009=0.0289%
齿轮+齿环=P+S=0.0259%+0.0289%=0.0548%
根据材料的合金元素计算碳当量
CE
=C+Mn/6+(Cu+Ni)15+(Cr+Mo+V)/5(%)
=0.18+0.72/6+(0.12+1.68)/15+(0.73+0.30+0)/5%
=0.18+0.12+0.12+0.206
=0.626%
Ce(JIS)
= C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14(%)
=0.18+0.72/6+0.070/24+1.68/40+0.73/5+0.30/4+0/14(%)
=0.18+0.12+0.003+0.042+0.146+0.075
=0.566%
根据标准计算出的碳当量大于0.4%,产品应该对焊接工艺进行控制。但是产品出现热裂纹,就是调整工艺也很难避免。我们认为这个产品主机厂已经试制成功,并且批量生产好多年,是否我们采购的材料不符合图纸要求,或说图样对于产品焊接有什么特殊要求。于是我们对产品图样进行核查,发现齿环材料图样要求是TL4227,根据我们以往的概念,齿环、齿轮应该采用同一种材料,而不是2种材料。对于TL4227的化学成分见表2。
表2 TL4227化学成分(质量分数)(%)

我们根据化学成分分析,它是类似与16MnCr5的材料,Mn的含量很高。TL4521+TL4227焊接就不出现裂纹吗?我们认为只要分析焊接裂纹处的微区成分就可以找出原因。于是我们又委托某大学对裂纹处的成分采用扫描电镜分析,分析结果见附件:焊接区域化学成分不均匀。微区中硫的含量是基体的0.32/0.028=11.43倍;碳的含量是基体的58.73/0.18=326.3倍。
由于基体部位碳、硫含量严重超标,造成在此形成热裂纹。但是要弱化硫的影响采用含高Mn的材料,恰好TL4227就是这种材料,这样在焊接的过程中形成MnS,而MnS的熔点为1610℃,NiS的熔点为797℃,FeS的熔点为985℃。有资料认为Mn/S的比值大于40最好,这样焊接时由于Mn的存在,与S结合形成MnS,这样可以保证不再出现热裂纹。
TL4521:Mn/S=0.72/0.028=25.7倍
TL4227:Mn/S=1.25/0.028=44.6倍
材料微区含碳量严重超标,主要由于TL4521这个材料合金元素含量很高,合金元素沿轧制方向偏析形成带状组织,通常钢液在冷却凝固过程中以枝状晶的方式长大,在不同时期凝固的晶内和枝晶间的化学成分不均匀,存在合金元素偏析。带状组织分一次带状和二次带状之分。合金元素的带状偏析会造成碳元素的条带状偏析,不同条块区域的相变温度就存在差异,在热处理或加工后的冷却过程中,先共析铁素体优先在碳含量低、Ar3高的位置析出,同时向相邻区奥氏体中排出碳,进一步造成碳的不均匀分布。这个过程在奥实体化的冷却过程中发生,冷却越慢,先共析铁素体转变越充分,碳元素分布越不均匀。由于这几种原因造成微区含碳量严重超标。
于是我们按照图样要求,对齿环材料进行更换,对于齿坯正火金相严格控制,采用上限温度正火,加长正火时间来改善正火金相。后来的产品严格按照焊接工艺执行,焊前预热焊后缓冷的工艺,所有产品没有出现裂纹。焊接金相见图11。
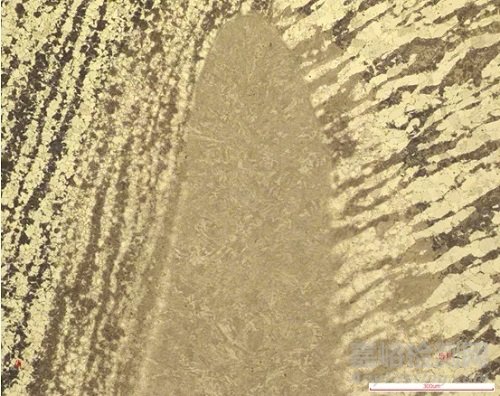
图11焊接部位(100×)

来源:热处理生态圈


