您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2020-12-08 09:24
1 、研究背景
真空钎焊采用比母材熔点低的合金材料作为钎料,将母材和钎料用夹具夹持在一起,在真空炉内加热使钎料熔化为液态,液态钎料在母材的间隙或表面上润湿,并在毛细力作用下流动、填充、铺展,并与母材相互作用(溶解、扩散或产生金属间化合物),达到焊接冶金结合。
100件铝合金天线组合发现21件天线组合存在钎料流出堆积现象,天线组合由5层3A21-H112原材料板钎焊而成,由于钎料铺展程度不同,部分天线钎料堆积在焊趾并沿板材表面铺展导致天线有效表面积不足,影响电磁波反射信号从而失效。
本研究对天线和原材料板材表面粗糙度、晶粒组织、析出相、焊缝组织、维氏硬度进行对比试验,并进行热处理对比试验,分析影响真空钎焊质量的多个因素,确认钎料在板材表面铺展程度不同的主要因素之一为表面粗糙度,失效件原材料存在晶粒较大、硬度较低的情况,后期通过严格控制板材热处理温度在再结晶温度以下以及板材晶粒尺寸,此类失效没有再次发生。
2 、 主要研究工作
天线材料为3A21铝合金板材,钎料为0.15mm厚的Al-10.5Si-1.5Mg铝镁硅钎料。热处理实验选用同批次的12mm厚3A21-H112铝合金轧制板,用于研究热处理温度对板材晶粒度的影响。
1)钎料铺展情况
失效件各板的钎料向其中一板铺展严重;钎料铺展区的网状分布的析出相Si元素含量很高,表明钎料在钎焊过程中熔化流出并形成富Si的金属间化合物凝固在板材表面;失效天线轧制面可见两板的钎料向其中一板铺展严重;失效天线垂直于轧制面为线切割后的截面,试样经磨抛后可观察到焊缝与基体交界的两侧分布有白亮的颗粒状析出相,白亮相分布和钎料铺展方向与宏观观察方向一致,能谱分析结果表明白亮相的Si、Fe、Mn元素更高。失效件侧面的钎料铺展情况程度大于正常件。
2)原材料表面质量对比
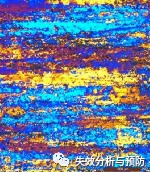
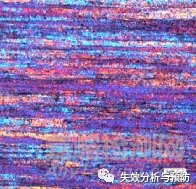
正常件同批次原材料板和失效件同批次原材料板为碱洗后的表面、侧面和轧制面的表面形貌见图1,正常件同批次原材料板和失效件同批次原材料板的粗糙度检测结果见表1。从表面质量上看,失效天线同批次的原材料板粗糙度较大。
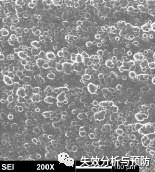
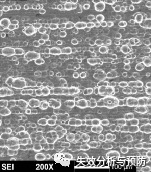
(a)正常件同批次原材料板的轧制面形貌 (b)正常件同批次原材料板的侧面表面形貌
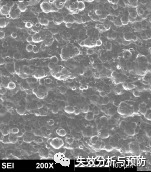
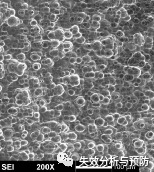
(c)失效件同批次原材料板的轧制面形貌 (d)失效件同批次原材料板的侧面形貌
图1 原材料板表面形貌
表2 试样粗糙度检测结果
| Sample | Surface | Ra/μm | Ra-Average/μm | ||
| 正常件同批次原材料板 | 轧制面 | 1.439 | 1.344 | 1.336 | 1.373 |
| 侧面 | 2.13 | 1.875 | 3.001 | 2.335 | |
| 失效件同批次原材料板 | 轧制面 | 2.965 | 3.147 | 3.06 | 3.057 |
| 侧面 | 4.231 | 4.046 | 4.216 | 4.165 | |
3)晶粒组织检测
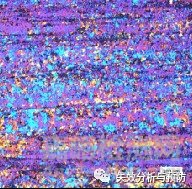
失效件同批次原材料板的晶粒尺寸明显大于正常件同批次原材料板,见图2。
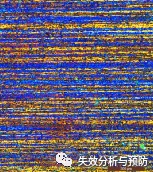
(a)正常件同批次原材料板的轧制面的晶粒形貌 (b)正常件同批次原材料板的侧面的晶粒形貌

(c)失效件同批次原材料板的轧制面的晶粒形貌 (d) 失效件同批次原材料板的侧面的晶粒形貌
图2 原材料板晶粒组织
4)热处理实验
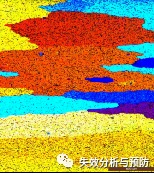
12mm厚3A21-H112铝合金轧制板组织为纤维组织,织构明显,晶粒为条状;450℃以下的热处理对轧制组织影响不明显,织构未发生明显变化;450℃的热处理对轧制组织影响较大,组织发生再结晶,条状晶粒向等轴晶粒演变;500℃及以上的热处理随着热处理温度的提高,晶粒不断长大(图3)。
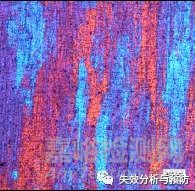
(a)Sample 12
(b)Sample 35
(c)Sample 45
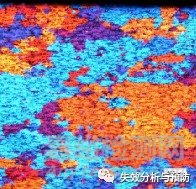
(d)Sample 50
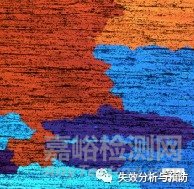
(e)Sample 55
(f)Sample 68
图3 3A21-H112铝合金轧制板在不同热处理条件下晶粒组织
5)硬度检测
对正常件和失效件同批次原材料板的轧制面和侧面的硬度进行检测,失效件同批次原材料板的硬度明显偏低,见表2。
表2 正常件和失效件同批次原材料板的轧制面和侧面的硬度检测结果(Hv0.05)
| Position | 1 | 2 | 3 | Average |
| 正常件-轧制面 | 44.6 | 44.9 | 45.1 | 44.9 |
| 正常件-侧面 | 44.9 | 44.7 | 44.5 | 44.7 |
| 失效件-轧制面 | 37.8 | 37.5 | 38 | 37.8 |
| 失效件-侧面 | 37.3 | 37.5 | 37.7 | 37.5 |
3 、分析与讨论
在本文中,影响真空钎焊质量的可能因素有:
1)钎料与母材的适用性
根据A1-Si-Mg三元相图可知,钎料中主要由ɑ(A1) 相和Si相的共晶体组成,一般真空钎焊铝合金主要采用Al-Si系钎料,但该钎料也有熔点较高的缺点,钎焊温度接近母材熔点,易使母材发生晶粒长大等现象,热处理实验也表明,450℃的热处理对轧制组织影响较大,组织发生了再结晶,条状晶粒向等轴晶粒演变;500℃及以上的热处理随着热处理温度的提高,晶粒不断长大,此外,晶粒尺寸较大的板材其硬度较低,说明该钎料的熔点和钎焊温度对于3A21母材相对偏高,焊接温度会对母材性能造成一定的影响。为降低Al-Si系钎料的熔点,合金化为主要方法之一。研究表明,Ge、In、Yb、Cu等元素可以降低钎料的熔点,稀土元素的加人能提高Al-Si基钎料的润湿性,改善焊接质量,但考虑到材料成本,目前主要采用加入一定含量的Cu元素以达到降低钎料熔点的目的。
2)钎焊工艺
真空钎焊时如果工艺控制不当(钎焊温度过高或升降温速率过快),钎料中的Si等合金元素易在钎焊过程中形成金属间化合物(表2的能谱分析结果说明这一点)以及合金元素的偏聚,从而降低焊接接头的性能。此外,钎焊温度过高,钎料熔化过于充分,易造成钎料流失,并可能会导致钎料氧化,由于钎焊温度控制不当的故障时有发生。
3)板材表面状态
表面粗糙度对钎焊过程界面元素的扩散和钎料的润湿铺展有着重要影响,一定的表面粗糙度对熔化的钎料有着毛细作用,母材表面太光滑将会导致毛细作用变差,钎料难以在整个焊缝中铺展,由此产生的缝隙会使接头强度降低。为了保证钎料充分铺展,焊件钎焊面应予以粗化。有研究表明,表面粗糙度Ra为0.7~2.0µm为宜,但这并非是对所有母材一钎料组合的最佳值,必须通过试验来确定。在本试验中,正常件和失效件同批次原材料板为碱洗后的表面,具有一定的粗糙度,但粗糙度差别较大,粗糙度较大失效件同批次原材料板的同批板材由于钎料铺展的过于充分导致钎料流出,故正常件同批次原材料板的粗糙度更为适用,建议控制板材的碱洗工艺和表面粗糙度。
此外,正常件和失效件同批次原材料板热处理后的晶粒尺寸存在明显差异,这可能是由于热处理工艺未控制好或者板材热处理前的晶粒尺寸差异较大造成的,建议严格控制原材料轧制板的热处理工艺并控制原材料的质量和验收过程。后期通过严格控制板材热处理温度在再结晶温度以下以及板材晶粒尺寸,此类失效没有再次发生。
4 、结论
1)Al-Si系钎料钎焊温度接近3A21母材熔点,易使母材发生晶粒长大等现象,可通过加入一定含量的Cu元素以达到降低钎料熔点的目的。
2)450℃的热处理对轧制组织影响较,组织发生再结晶,条状晶粒向等轴晶粒演变;500℃及以上的热处理随着热处理温度的提高,晶粒不断长大。
3)失效件原材料板和正常件原材料板的粗糙度存在一定差别,是影响钎料铺展的主要原因之一。
4)与正常件原材料板相比,失效件原材料板存在晶粒较大、硬度较低的情况,通过严格控制板材热处理温度在再结晶温度以下以及板材晶粒尺寸,此类失效没有再次发生。
通讯作者:
郑真,中国航发北京航空材料研究院,工程师,主要从事物理冶金及失效分析等方面的研究。
引用文章:
刘丽玉,高翔宇,孔焕平,等. 铝合金天线钎料铺展程度及钎焊工艺控制研究[J]. 失效分析与预防,2020,15(4):260-265.

来源:Internet


