您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-11-16 22:32
片剂具有外形美观、体积小、便于运输携带、剂量准确、给药途径多、可满足不同临床需求等优点,是现代固体制剂开发首选的剂型之一。片剂的制备要求成型性好、释药稳定,因此对压片物料的压缩成型性和溶出度要求较高。
在压片过程中的中控项目有:单片或多片片重、片重差异、外观、脆碎度、硬度、厚度及溶出度或崩解时限。对于流动性好、可压性好的原辅料可以选择粉末直接压片的工艺;而流动性及可压性差的话会考虑先制粒后压片。
制粒压片即将原辅料经过湿法或干法制粒工序制成颗粒后压制成片,其优点包括:可改善物料的流动性,尤其对于含药量高且流动性较差的原料药;物料压缩成型性好,对辅料的要求不高;外观美观、耐磨性较强;但也具有一定缺点:工序多、不适于对湿热敏感的药物。而对于湿热敏感的药物,粉末直压工艺可以优先考虑,但粉末直压工艺的粉末流动性差、片重差异大、含量均匀度差、易造成裂片、对辅料的要求较高。目前,国内较多片剂均没有采用粉末直压工艺,应用最多的是湿法制粒压片。
Part1 压片设备
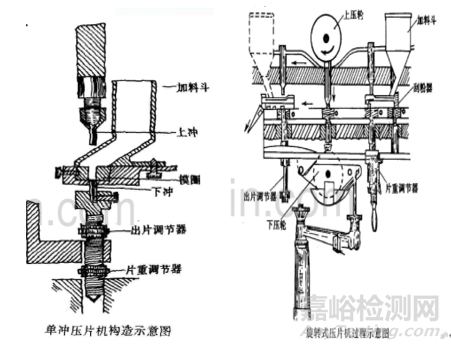
压片用到的设备按照结构可分为单冲压片机或旋转压片机;按照片层又可分为双层或多层压片机及有芯压片机;按照压缩次数可分为一次压制压片机和多次压制压片机、不同压片机各具不同使用优点,例如多次压制压片机受压时间长、密度均匀可减少裂片风险;多层压片机可以减少配伍变化,可制成缓控释制剂;高速旋转压片机产量大、自动调节片重、剔除不合格片剂、可自动取样计数等[1]。当然,具体选用哪种压片机还是要根据现有的实验室条件和仪器性能做出合理选择判断。
Part2 压片的重要前提条件
颗粒或粉末等物料想要压成符合要求的片剂首先应该具备三个重要的前提条件:
物料的可压性:物料的可压性好坏直接决定了片剂的成型性。可压性即物料在受压过程中的可塑性大小。可压性好易于成型,在适度的压力作用下即可压成硬度适宜、质量符合要求的片剂;可压性差的物料容易造成片剂的松片、裂片等风险,需要选用可压性较好的辅料来改善其可压性能。
流动性:物料的流动性会直接影响制剂的质量,因此是片剂制备过程中必须考虑的重要性质。良好的流动性可使物料从料斗中顺利流出、冲模均匀填充,从而减少重量差异和含量均匀度等问题。
润滑性:粉末或颗粒中加入润滑剂可以增加压片物料流动性,同时可以最大程度上减少物料与冲头、冲模的摩擦,从而得到表面完整光洁的片剂。
Part3 片剂成型的影响因素
片剂成型性即指药物与辅料的颗粒或粉末混合物在压力作用下产生足够的内聚力及辅料粘结作用而紧密结合的结果。影响片剂成型的因素主要有以下几类:
1 物料的压缩成型性
压缩成型性即物料被压缩后形成一定形状的能力。片剂压缩成型性的评价指标一般包括:抗张强度,即片剂破裂或断裂前能抵抗的最大张力,被广泛用来评价片剂的强度,其大小反映了物料结合力和压缩成型性的好坏,相同压力下,抗张强度越大,成型性越好[2]。多数药物在受到外加压力时会产生塑性形变和弹性形变。塑性形变:物料在外力作用下产生塑性变形后,当外力去除后不可自行恢复。弹性形变:物料在外力作用下产生弹性变形后,当外力去除后变形完全消失恢复原状。塑性形变产生结合力易于成型,可压性好,在适度的压力下即可压成硬度符合要求的片剂;而弹性形变不产生结合力,趋向于恢复到原来的形状,甚至发生松片、裂片的风险,对于这种情况,对辅料的要求更为的苛刻,需要选用可压性较好的辅料来调节或改善原料的可压性能。
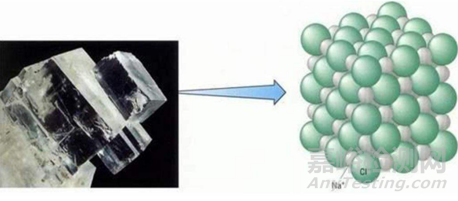
2 物料的晶型结构
同一结构的化学物质,由于其合成途径的不同,可能产生几种不同晶型的物质。晶型不同对片剂的压缩成型性会产生不同的影响。不同晶型具有的表面自由能差异会造成结晶颗粒之间的结合力不同,从而影响药物的流动性以及片剂的硬度、溶出等行为。一般而言稳定型结晶颗粒比亚稳定型有较大的晶格能和较小的表面自由能,所以在相同压力下压片,前者往往更容易压片,且压出的片剂硬度相对较小。立方晶系的结晶对称性及稳定性好,表面积大,压缩易于成型;针状或鳞片状结晶成层状排列,压缩成片时容易发生裂片风险等[3]。
3 粒径分布及大小
粒径大小及分布对于物料的可压性、片重差异及溶出度均有很大的影响。物料粒径大小对片剂压缩成型的影响主要体现在粒子间的结合面积、结合强度及其相互作用上。一方面,物料粒径越小,粒子的比表面积和孔隙率越大,受压时其变形越大、接触面变多,结合力点越多结合越紧密,有利于增加片剂的抗张强度。对于结晶型药物而言,减小粒径会增大晶体结构中的缺陷,晶体破裂从而增加粒子之间的结合力,提高物料的压缩成型性。
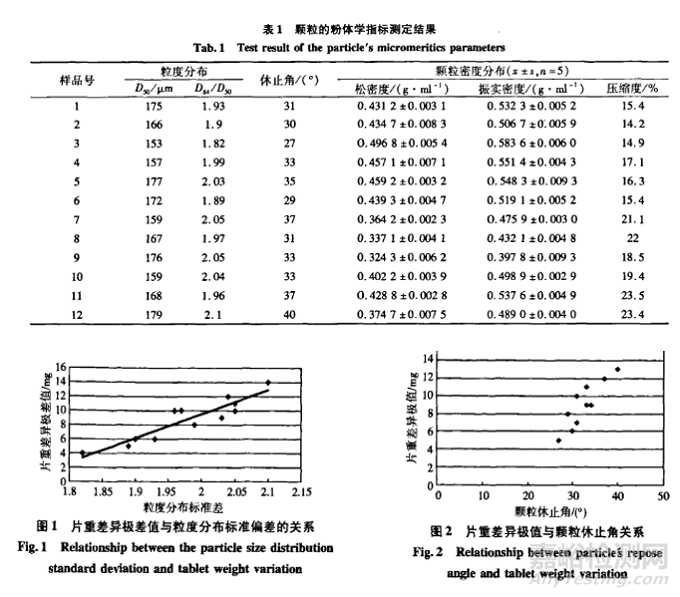
另外,粒度分布的变化会引起物料混合均匀性和压缩特性的改变。粒径分布小、粒子分布相对集中,在压片过程中,使得冲模填充均匀,减小片重差异,提高物料的压缩成型性。所以,在片剂生产前的准备过程中,要严格控制物料的粒径及分布情况,若粒径不达要求,可通过机械粉碎、气流粉碎、过筛、研磨等方式获得相应需求的粒径及分布。例如:以下文献用中间粒径D50来表征颗粒的平均粒径,用标准偏差表示颗粒粒径分布的离散程度,其值越小,表明粒径分布越集中。结果可知随着颗粒粒径分布标准偏差和休止角的加大,所得片剂的片重差异极值也随之增大[4]。
4 压力
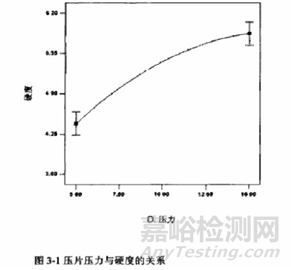
一般而言,压片机的压力越大,粒子之间的距离高度接近而且其接触面积增大,使得粒子间的作用力如范德华力作用越强,压成的片剂硬度也会越大。但是其并非压力越大越好,当压力超过一定范围后,其对片剂硬度的影响就会减小,压力过大还会导致裂片的风险等。
5 物料的熔点及水分
颗粒或粉末在受压时可产生一定的热量,由于药物及辅料的导热性较差,所以接触点的局部温度上升,当到达一些原辅料的熔点时,就会使其熔融并在粒子间形成固体桥作用从而增加片剂的可压成型性。
压片时颗粒中一般会含有一定适量的水分,适量的水分有利于保证片剂的硬度,而完全干燥的颗粒可塑性小,弹性大,很难压片。在受压过程中,适量的水分被挤到颗粒的表面形成薄膜,促使颗粒之间更易于接近,增加粒子之间的作用力,从而成型性更好;另外一方面,颗粒中带有的适量水分可以使可溶性成分溶于其中并形成饱和溶液,受压时失水而在粒子之间结晶形成固体桥,故有利于粒子之间的固结成型。适量的水分是增大粒子间的结合力,保证片剂良好成型性的关键因素,但是水分过量易造成粘冲问题[5]。
除以上因素外,粘合剂及润滑剂的用量、颗粒的流动性、颗粒密度。含量均匀度、孔隙率等都会对片剂的可压性及成片的质量产生非常大的影响,因此,研发人员必须要深入探讨挖掘片剂制备工艺的原理、结构、粉体学性质、压片工艺和性能之间的关系,才能更好的优化制剂工艺处方,有助于解决压片过程中带来的松片、裂片、片重差异大等问题,更高效率、高产能的生产制造出质量更为优异的片剂。
参考文献
[1] 片剂的压片
[2] 压片物料的粉体学性质与片剂成型性的关系
[3] 朱蕾等,物料物理性质与片剂成型性的相关性研究[J].中成药,2010,8(32):1402-1404
[4] 杨昕,元英进,片剂生产中颗粒粉体学性质对压片质量影响的初步探讨[J]. 天津理工大学学报,2008,3(24):85-88
[5] 片剂压片工艺学习

来源:制药工艺与装备


