您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-04-29 00:18
管壳式换热器是石油、化工、制药、食品生产中应用最广的热交换设备,管壳式换热器以其结构坚固、可靠性高、适应性强和选材广等优点在换热器的生产和使用数量上一直占主导地位。
但是由于其结构的复杂性和使用工况的多样性,也常常出现换热器的局部失效甚至整体报废,换热器检修工作量往往占装置总检修工作量的50%-70%。本文还总结老师傅检维修施工中积累的一些经验,希望对大家今后换热器检维修有所指导。
换热器失效形式
管壳式换热器的主要零部件包括:筒体、封头、管束、管板、折流板、接管、法兰及膨胀节等,主要的失效形式包括管束失效、管子与管板的连接失效、筒体失效等。
管束失效
1、管束震动失效
为了强化壳程传热和减小结垢,常采用提高壳程流体流速的方法。然而,壳程流体流速的提高往往导致管束的诱导振动,从而管子会发生碰撞破坏、折流板处管子切开、疲劳失效等情况。
2、管束腐蚀和磨蚀失效
换热器的失效大多数是由腐蚀引起的。最常见的腐蚀部位是换热管,然后依次是管板、换热器封 头及小直径的接管。管束腐蚀和磨蚀失效的主要原因有:污垢腐蚀、介质腐蚀、管内流速过大而发生磨蚀、电腐蚀和管端发生缝隙腐蚀等。
3、传热能力下降
在换热器运行过程中,由于工作介质的硬度较高,或流体中含有颗粒物、悬浮物,冷却水中有藻类、细菌、泥沙等都会导致管束内、外壁严重结垢。随着污垢层的增厚,传热热阻很快增大,严重时污垢将会使工作介质流道阻塞,从而导致换热能力迅速降低。
4、管束泄漏
在换热介质腐蚀、应力腐蚀、间隙腐蚀或碰撞、磨损等情况下,管子上将产生微观裂纹,如果存在高拉应力或交变应力,裂纹会迅速扩展而发生泄漏。
管子与管板的连接失效
根据换热器的使用工况不同,管子与管板的连 接接头形式可分为焊接、胀接和胀焊并用三种。接头形式不同,失效形式也各异。
焊接时存在的主要问题有:产生焊接缺陷如烧穿或未焊透;焊接接头处产生热应力导致应力腐蚀;管子与管板孔之间存在间隙可能引起缝隙腐蚀;焊接不锈钢材料时在热影响区造成金相组织的改变导致耐蚀性骤降。
对于胀接接头,在胀接过程中存在残余应力,接头处可能在具备发生应力腐蚀的温度和介质条件很快就因应力腐蚀而失效;"胀接连接的抗拉脱力偏低,特别是当使用温度高于300度时,材料的蠕变会使挤压残余应力逐渐消失,连接可靠性难以保证。
胀焊并用实现了焊接和胀接的优势互补,具备抗反复热冲击及热腐蚀、提高接头的抗疲劳性能和消除间隙腐蚀等优点。但是,胀焊并用时操作要求高,一般用于操作条件比较苛刻的场合。
筒体失效
壳体与管子所处的工作环境基本相同,因而壳体的失效形式有腐蚀(包括介质腐蚀、应力腐蚀等)、泄漏、爆炸等。
常见失效形式的处理方法
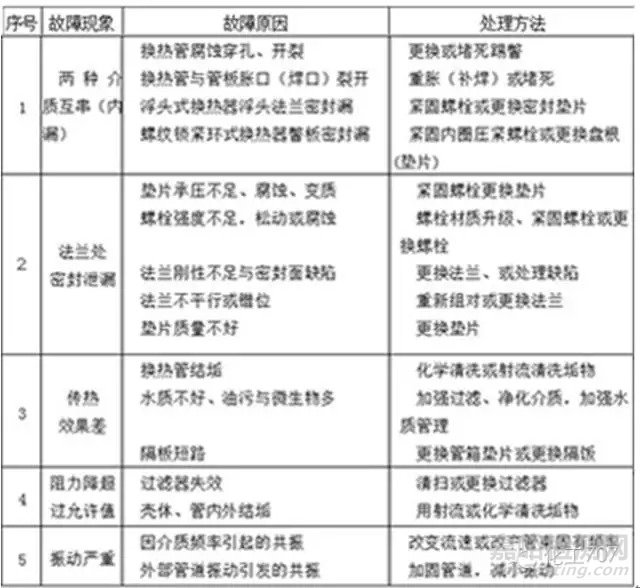
注意了,下面是整理长期一线检修的老师傅的实践经验,十足干货。
换热器垫片型式选用
1、执行设计要求的原则
换热器垫片的选用应依据设计图纸的要求。实际应用时很多换热器设计图样中为缠绕垫、波齿复合垫片,而往往根据经验选用高强石墨垫代用,有的场合缠绕垫代用了波齿复合垫片,这种做法是不对的。
因为即便选用的垫片与工况适合,但工艺、操作波动时,承波动载荷的性能不同,所以不能随意改动设计垫片型式、材质。设计图纸中要求管箱、浮头垫片有分程筋条时,还应要求垫片整体加工。
2、对照标准规范选用
换热器垫片选型应参照现行标准规范,相关标准有:
GB 151-1999 《管壳式换热器》P155 附录H -<垫片>。
JB/T 4704-2000 《非金属软垫片》;
JB /T 4705-2000 《缠绕垫片》 ;
JB/T 4706-2000 《金属包垫片》;
JB/T 4707~-2000 《压力容器法兰》。
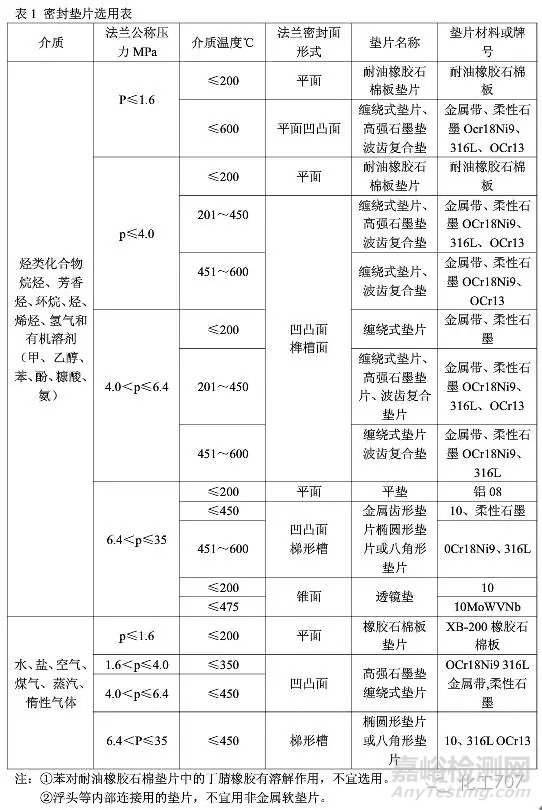
以上压力容器的现行标准规范垫片选用表中无金属波齿复合垫、高强石墨垫垫片。如选用这两种垫片可参照《石油化工设备维护检修规程》(第一分册)P283,SHS 01009-2004 《管壳式换热器维护检修规程》表1 <密封垫片选用表>选型,详见下表。
U型管换热器试压程序
众所周知,浮头式换热器按照规范试压为三遍: 管束试压—管程试压—壳程试压。而以往U型管换热器试压通常为两遍,即管束试压—管程试压。
由于U型管换热器是适用于高温、高压和高温差的换热器,多数U型管换热器壳程介质为关键工艺介质、易燃易爆危险介质,新区煤柴油加氢、制氢、加氢裂化、渣油加氢等装置含此类U型管换热器也较多。
因此为检查管箱侧垫片(管束垫片)的密封效果,保证此类关键换热器的安全运行,这类U型管换热器试压也应试三遍,即管束试压—管程试压—壳程试压。
浮头换热器浮头法兰平面测量与机加工
浮头式换热器发生内漏,管壳程介质互串,除管束泄漏外还可能是浮头法兰密封泄漏,因此浮头式换热器检维修时应排查浮头法兰密封是否泄漏。
首先拆外头盖后,向管程充压,检查浮头垫片的密封情况。
浮头法兰经长时间运行后发生变形、与浮动管板密封面平行度超标,也能导致浮头法兰密封失效而泄漏,因此还必须进行浮头法兰密封面的平面度检测。
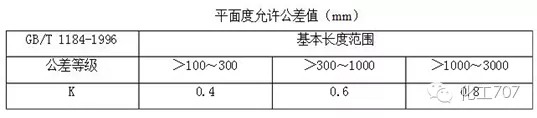
如发现浮头法兰变形超差必须进行机加工处理。浮头法兰与勾圈相对的端面也要进行机加工(同样加工量),使之与密封面保持平行。有隔层板的要重新修磨密封端面,保证与浮头法兰密封面在一个平面内。
当浮头法兰变形、平面度超标不能满足密封要求而导致装置运行时换热器内漏情况, 例如60万连续重整脱C6塔底重沸器E-212(BJS1500)换热器内漏,经车床测量密封面平面度差为3mm。图为机加工后的浮头法兰
试压胎具尺寸的快速确定
换热器检维修前需准备好试压用夹圈、假帽,这就需要确定试压胎具的几个主要特征尺寸。夹圈主要特征尺寸:孔心直径、孔径及个数、厚度。
假帽主要特征尺寸:内径Di、深度h 、孔径及个数(法兰式)。换热器组件拆卸之前,快速准确确定所需试压胎具的特征尺寸方法有查阅设计图纸、现场实测对照标准确定。
1、查阅设计图纸
通过查阅设计图纸确定夹圈、假帽特征尺寸是最准确便捷的预判方法。夹圈的3个特征尺寸对应图纸管箱法兰螺栓孔心直径、孔径孔及个数、厚度。
假帽特征尺寸:内径Di=浮动管板外径D+2~3mm,深度(即浮动管板伸出壳体长度) =管束长度-壳体长度-固定管板厚度-浮动管板厚度,法兰式假帽孔径及个数对应外头盖法兰(或外头盖侧法兰)螺栓孔径及个数。
2、现场实测 对照标准确定
除少数特殊换热器的管箱法兰、外头盖法兰为非标法兰外,大多数换热器管箱法兰标准为JB/T 4703-2000《长颈对焊法兰》,外头盖法兰标准为JB 4721-92《外头盖侧法兰》。
可以利用盘尺测量管箱法兰外径、外头盖法兰(或外头盖侧法兰)外径,算出其外径。同时记录下现场换热器螺栓大小及个数,再对照两个标准,查对应尺寸得出。
试压盲板钻孔
换热器拆修试压时经常遇到管壳程试压盲板无位置、堵完盲板后无处排气的问题,如气分、催化、蒸馏等装置的塔底重沸器。有时为了加堵试压盲板,需要拆除相连管段甚至现场动火割除管线、试压结束后再恢复。
遇到这类情况可以采取在盲板侧面钻孔用于加压(充水)、试压系统排气的方式予以解决,也能够减少浮头式换热器、U型管换热器三遍试压时通过拆把壳程法兰盲板排气的工作量。
一般情况l=80-100mm,φd= 6、8、10,可根据盲板厚度H及实际需要确定。盲板厚度除满足试压强度要求、钻排气孔的需要外,还需考虑夹持盲板的法兰螺栓长度是否合适,否则需工前准备相应长度、数量的螺栓。
试压过程保护螺栓措施
换热器试压值通常是最高操作压力的1.25倍再乘温度校核系数,这样比换热器运行时压力要大。试压安装夹圈时,为了降低装拆螺栓的工作量,常习惯性隔几个孔穿螺栓紧固。
尤其有些压力较高换热器把夹圈时还需要用液压扳手紧固,这样使得螺柱在紧固过程中受力过大、被拉伸,造成螺母与螺栓粘连从而无法拆除,只能用锯割方法破坏性拆卸。这样不但造成换热器管箱螺栓的损耗,甚至延误换热器回装工期。
因此,安装夹圈、法兰式假帽时如果利用管箱螺栓等换热器本体螺栓,要注意保护螺栓,将螺栓安装齐全;高压换热器用液压扳手紧固安装夹圈时,螺栓也要涂抹防咬合剂。

来源:化工707


