您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2018-11-06 11:05
取样是金相试样制备的第一道工序,若取样不当,则达不到检验目的,因此,所取试样的部位、数量、磨面方向等应严格按照相应的标准规定执行。
(一)取样部位和磨面方向的选择
1.纵向取样 纵向取样是指沿着钢材的锻轧方向进行取样。主要检验内容为:非金属夹杂物的变形程度、晶粒畸变程度、塑性变形程度、变形后的各种组织形貌、热处理的全面情况等。
2.横向取样 横向取样是只垂直于钢材锻扎方向取样。主要检验内容为:金属材料从表层到中心的组织、显微组织状态、晶粒度级别、碳化物网、表层缺陷深度、氧化层深度、脱碳层深度、腐蚀层深度、表面化学热处理及镀层厚度等。
3.缺陷或失效分析取样 截取缺陷分析的试样,应包括零件的缺陷部分在内。例如,包括零件断裂时的断口,或者是取裂纹的横截面,以观察裂纹的深度及周围组织变化情况。取样时应注意不能使缺陷在磨制时被损伤甚至消失。
取样部位必须与检验目的和要求相一致,使所切取的试样具有代表性。必要时应在检验报告单中绘图说明取样部位、数量和磨面方向。例如,检验裂纹产生的原因时,应在裂纹部位取样,而旦还应在远离裂纹处取样,以资比较。检验铸件时;应在垂直于模壁的横断面上取样,对于大型铸件,还应从表面至中心的横断面上取3~5个试样,磨制横断面,由表面到中心逐个进行观察、比较。
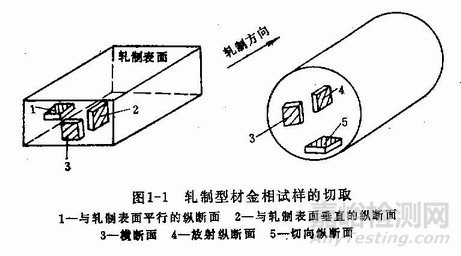
图1-1表示轧制型材金相试样的切取方位,一般纵断面(图1-1中的1、2、4、5)主要用于(1)检验非金属夹杂物的数量、大小和形状;(2)检验晶粒的变形程度,(3)检验钢材的带状组织,以及通过热处理对带状组织的消除程度。横断面(图1-1中的3)主要用于:(1)·检验从表面到中心的金相组织变化情况,(2)检验表层各种缺陷,如氧化,脱碳,过烧、折叠等,(3)检验表面热处理结果, 如表面淬火的淬硬层, 化学热处理的渗碳层,氮化层,碳氮共渗层以及表面镀铬,镀铜层等:(4)检验非金属夹杂物在整个断面上的分布,(5)测定晶粒度等。
一般说来,在进行非金属夹杂物评定时,应磨制纵横两个面,在观察铸件组织,表层缺陷以及测定渗层厚度、镀层厚度,晶粒度等均需磨制横断面,在进行破断(失效)综合分析时,往往需要切取几个试样,同时磨制纵横两个面进行观察分析。
二、取样方法
金相试样一般为ф12×12mm或ф18×20mm的圆柱体或12×12×12mm的立方体。若太小则操作不便,若太大则磨制平面过大,增长磨制时间且不易磨平。由于被检验材料或零件的形状各异,也有用不规则外形的试样。非检验表面缺陷、渗层、镀层的试样,应将棱边倒圆,防止在磨制中划破砂纸和抛光织物,避免在抛光时试样飞出造成事故。反之,检验表层组织的试样,严禁倒角并应保证磨面平整。
切取试样时根据被检验材料的软硬程度采用不同的切割片。
目前广泛使用的取样设备有两种:
一是Q-3金相试样切割机(小工件取样),它是由电动机、薄片砂轮、试样夹具和冷却装置等组成。一般软砂轮用于切割硬材料,硬的砂轮用于切割较软的材料。
二为ZQ-100智能自动金相切割机(大中工件取样),它采用自动切割、自动冷却的方式;配备可移动平台(X/Y向),带刻度标尺,更适合于精确定位切割、多重精密定位切割取样。根据材料不同,调节适合的切割速度来完成工件的取样。
不论采用何种方式取样,都须防止因温度升高而引起组织变化或因受力而产生塑性变形。如淬火马氏体因温度升高而转变为回火马氏体;裂纹处因受热而使其扩展,某些锌、锡等低熔点金属,因受热而使其再结晶,低碳钢,奥氏体类钢和某些有色金属等,因受力而引起塑性变形,使滑移线增多或出现形变孪晶,诸如此类都使试样原来的组织发生变化,从而导致错误的检验结论。因此在取样中务必注意冷却和润滑。
三、试样的热处理
经取样而获得的金相试样,有的可直接进行研磨抛光,有的尚需热处理后才能进行研磨抛光,如检验钢的非金属夹杂物,碳化物不均匀度等项目的试样,需经热处理,其处理规程按相应标准中规定执行。
1.非金属夹杂物试样的热处理
检验非金属夹杂物的试样,一般都经淬火处理,使其硬度增高便于磨制,抛光。
2.碳化物不均匀度试样的热处理 .
检验碳化物不均匀度的试样,须经淬火和高温回火,浸蚀后使基体呈黑色而碳化物呈白亮色,利于鉴别。

来源:AnyTesting


