您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2018-09-14 10:39
试制一种航空发动机的过程中,其单晶涡轮叶片毛坯合格件还需要经过26道后续加工工序方能入库。在机械加工工序全部完成后,需按照X射线检测规范要求对叶片零件进行检测。

这一次,中国航发航空科技股份有限公司的同事们在X射线检测结果中发现了奇怪的异物,这到底是什么东西呢?
附:单晶涡轮叶片机加工序:
磨榫齿型面
磨榫头和缘板排气边
磨榫头和缘板进气边
磨缘板盆径向面
磨缘板背径向面
标印
粗磨盆叶冠待焊面
粗磨背叶冠待焊面
第一次检验
荧光检查
叶冠装配面钎焊
磨叶冠盆堆焊面
磨叶冠背堆焊面
磨叶冠封严齿及进、排R
抛修堆焊层
钳修
第二次检验
清洗
荧光检测
X射线检测
清洗
测频
水流量试验
气流量试验
涂层
成品检验
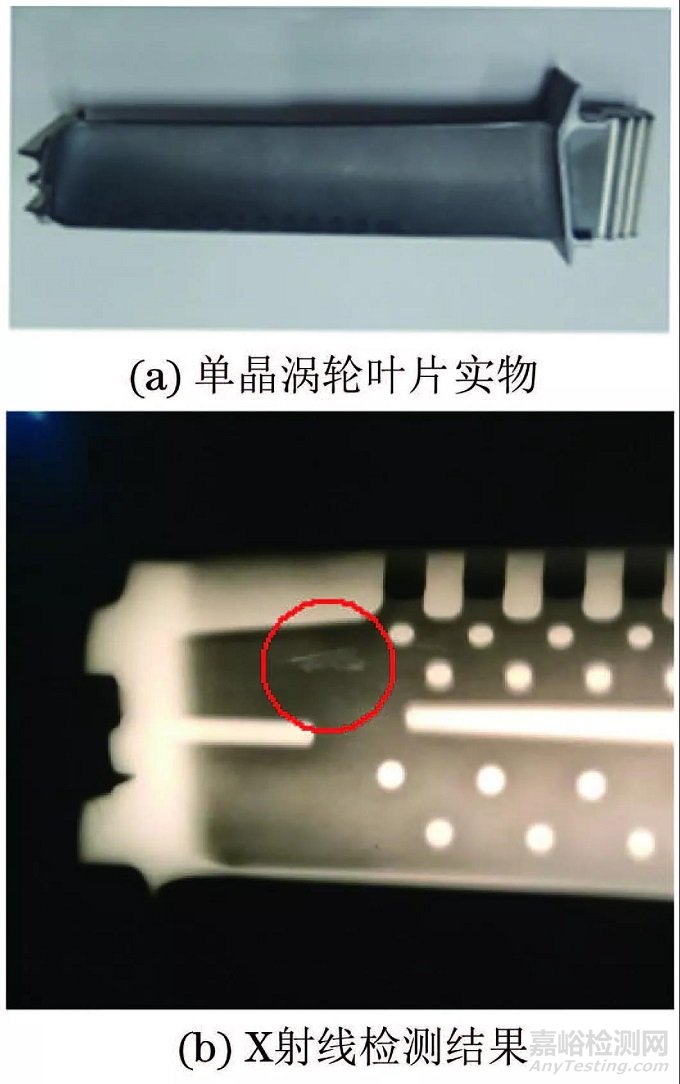
单晶涡轮叶片实物与胶片型X射线检测结果
此次采用的X射线机型号为ISOVOLT320 M2,胶片类型为天津V型,自动洗片机型号为NDT SECO。由上图所示的X射线检测结果可以看出,红色圆圈内为疑似外来物的显示,该显示在底片上呈不规则的白色片状结构,影像的黑度不均匀,且位于叶身有型腔的区域,但位置随机分布。
一、数字实时成像X射线检测验证
为了进一步验证该疑似显示的真实性,采用数字实时成像X射线检测系统(DR)对该叶片进行了复验。DR检测系统由射线源、被检工件、成像探测器、成像及控制中心组成。
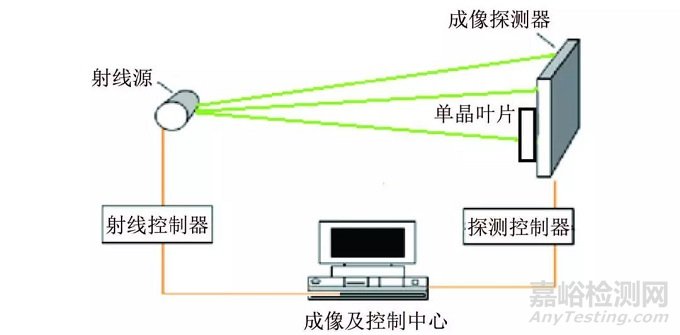
单晶涡轮叶片DR检测示意
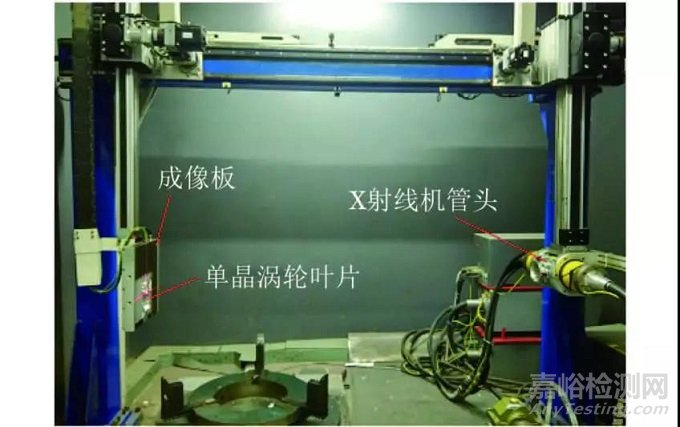
单晶涡轮叶片DR检测现场图片
X射线机管头型号为Y.TU/320-D03定向,管电压为15~320kV,焦点形状为圆形,小焦点直径为3.0mm,大焦点直径为5.5mm。
平板探测器(成像板)是美国PerkinElmer公司的XRD-0822AP,面板部分基本技术参数为:像素数目1024×1024,像素间距200μm,总面积204.8mm×204.8mm。
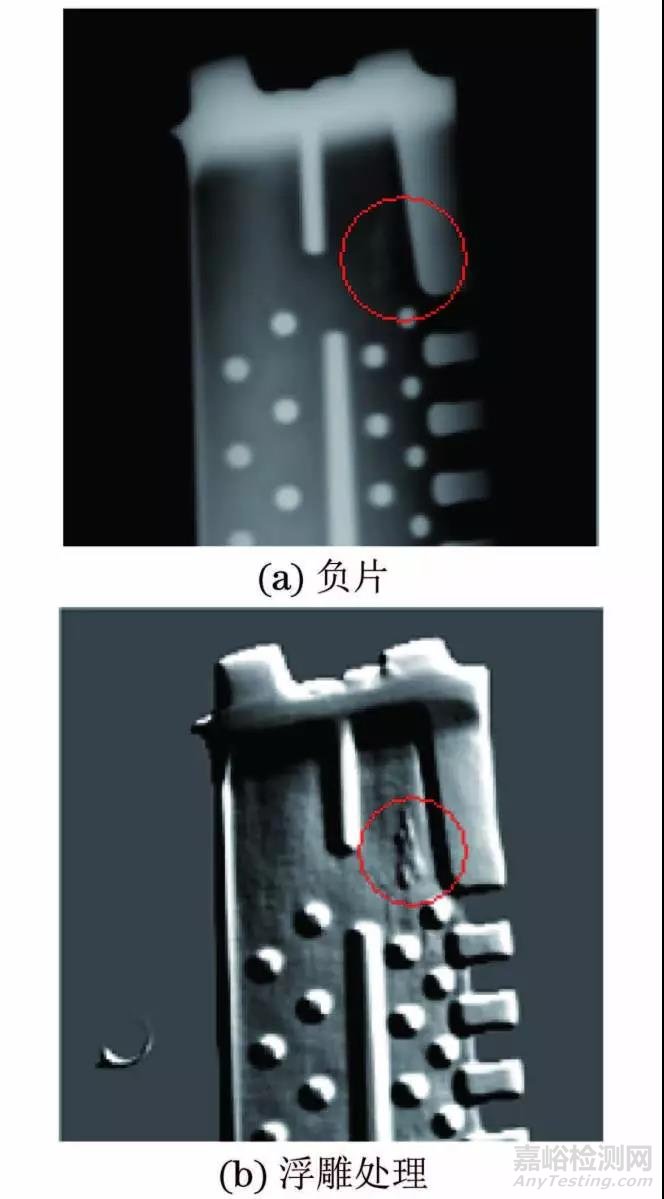
单晶涡轮叶片DR检测结果
上图清晰地显示出了外来物的影像,证明了外来物存在的真实性。
二、外来物的成因分析
1、排除X射线检测共检时缺陷漏检
为了排除X射线检测共检时叶片内部存在高密度夹杂或型腔内残留型芯没有清理干净的可能性,检测人员对相关显示的信息进行了统计,然后结合这些信息对共检的底片进行复查,复查结果显示所有叶片在共检时都不存在外来物显示。
2、排除荧光检测过程中显像粉残留
目视检测零件外表面光滑无异物,说明该显示存在于零件内表面,采用冷光源伸到型腔内,裸眼可见该显示处有多余物紧贴在零件内壁上。于是,技术人员用普通高压气枪对叶片型腔进行清理后再次进行X射线检测,检测结果显示该清理无效,底片中的外来物显示无任何变化。分析该叶片的加工工序,技术人员怀疑是第一次“荧光检测”过程中显像粉(镁粉)经“叶冠装配面钎焊”工序中的高温,黏结在叶片内壁形成的。为验证这种假设,将镁粉置于零件表面进行X射线检测。
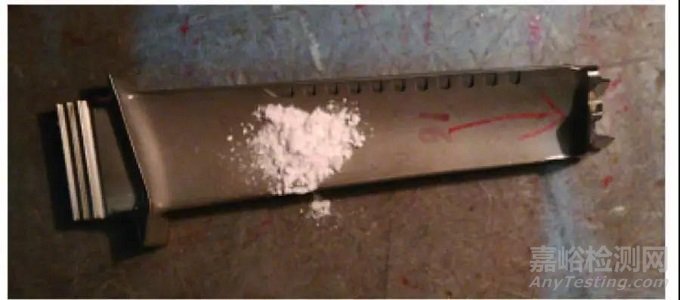
镁粉置于单晶涡轮叶片上
经过X射线检测,发现底片上并没有镁粉的影像,该试验排除了外来物为显像粉残留的可能性。
三、剖切零件对外来物进行成分分析
为了弄清楚该外来物的来源,对该零件进行了剖切。
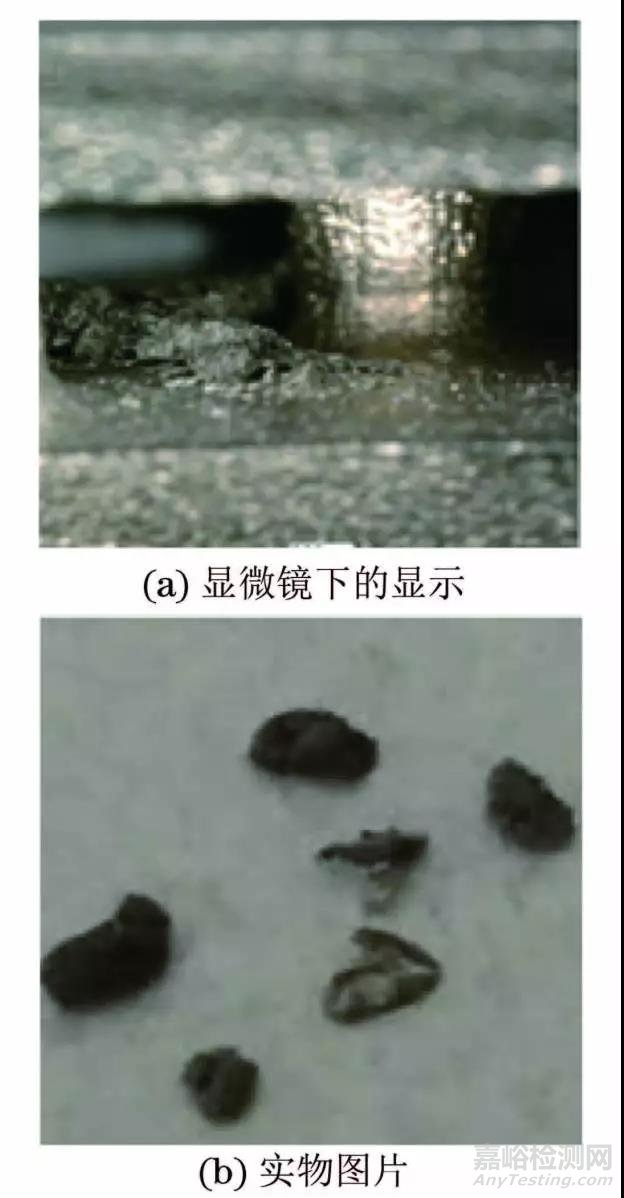
单晶涡轮叶片中的外来物在VHX-5000体视显微镜下的显示及其实物图
可见该外来物颜色稍黑,质软,呈蓬松状,刚性差。采用Oxford能谱仪对单晶叶片基体和外来物进行能谱分析。从叶片型腔内的外来物上取样(标为样本1和样本2),叶片基体上取样(标为样本3)。
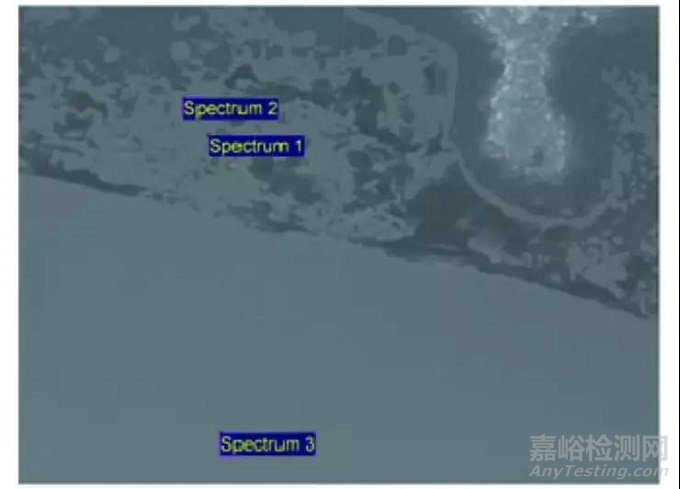
剖切面在JEOL JSM-6610LV扫描电镜下的形貌
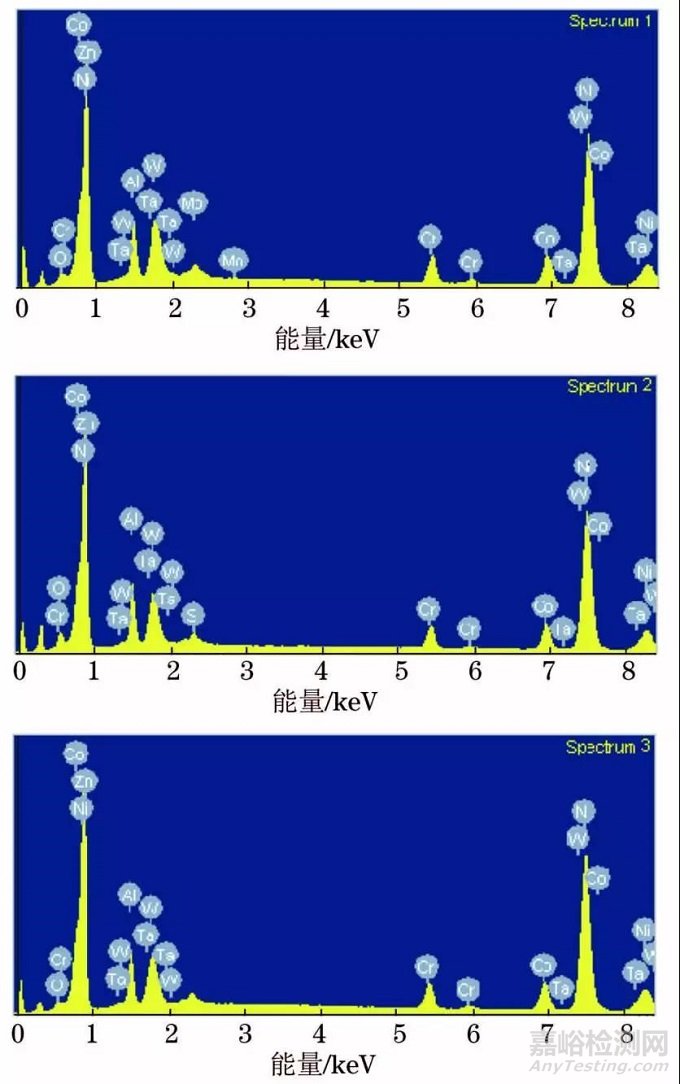
四、三个采样区的能谱分析
由能谱分析结果可以很明显地发现:该外来物与叶片基体元素含量没有明显差异。可以判断外来物来源于叶片本身。结合叶片机加工序流程,推断外来物是磨加工过程中产生的金属粉末通过叶片上的进排气孔进入型腔内,在进行“叶冠装配面钎焊”工序时,在真空钎焊炉的高温环境下由于原子扩散作用紧紧地黏接在叶片内壁上而形成的。
五、外来物的去除
根据外来物的特性,采用水切割设备改装的超高压水枪对叶片型腔进行清理,水枪依次对准进气孔1、2、3进行冲洗,将外来物由排气孔排出。
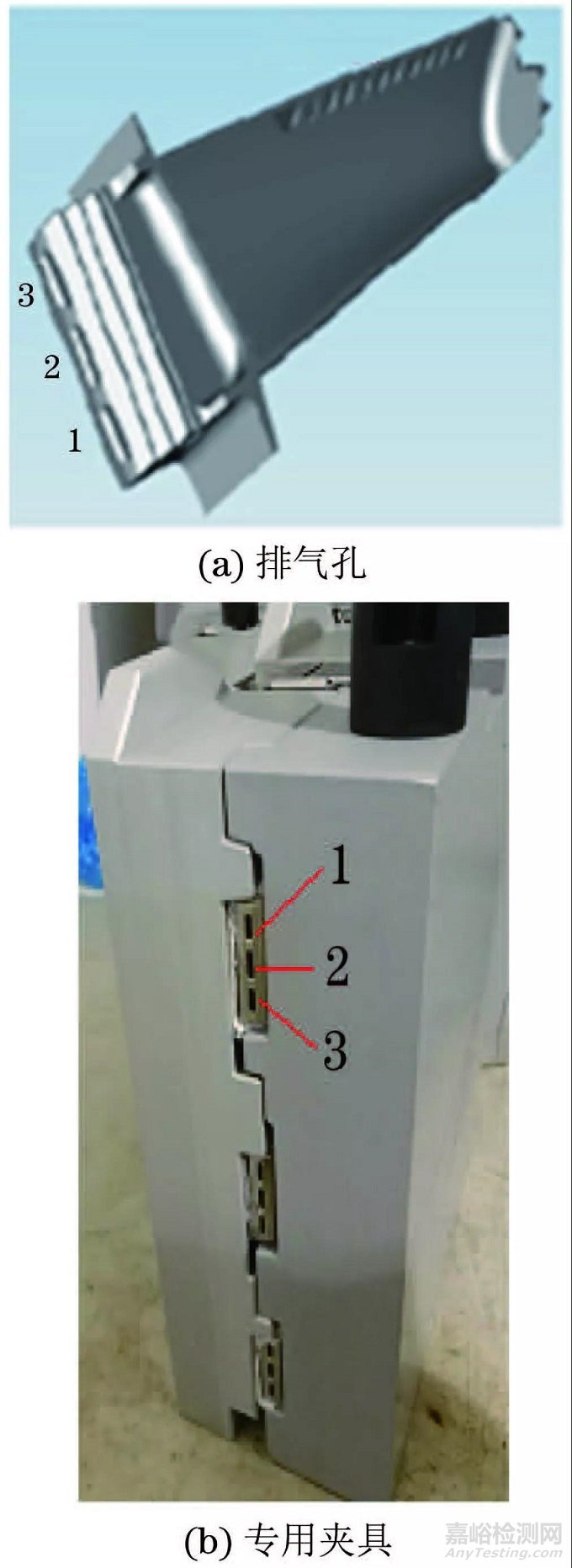
单晶涡轮叶片中外来物去除示意及其专用夹具
六、建 议
建议在型腔类零件的机加及运输过程中,对零件表面型腔入口进行密封保护,以防止型腔内进入外来物,导致零件在工作过程中失效甚至产生致命危害。

来源:无损检测NDT


