您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2025-08-10 17:15
本技术报告(Technical Report,TR)旨在为制药工艺验证(PV)生命周期方法的实施提供实用指南。它包含的信息能够使生产厂家实施全球认可的工艺验证程序,该程序与最近的基于生命周期的工艺验证指导文件和现行对药品质量系统期望相一致。在医药生产中,“工艺验证”是收集和评价工艺设计阶段的数据,通过商业化生产的方式确定科学的证据,证明一个工艺能够持续地提供高质量的产品。美国 FDA 和欧洲药监局认定 PV 在现行 GMP 指南的综述和具体条框中都是必要条件和药品质量保证的必需元素。
工艺验证生命周期概念连接产品和工艺开发、商业化生产确认和协同努力下商业化生产过程的维持。当基于良好的工艺理解和使用质量风险管理时,生命周期法可考虑生产者在使用传统的工艺验证外,再使用连续工艺确证(增强的方式),或者直接由后者代替前者。
在本技术报告中应用于药物和药品生产过程的信息,包括:
无菌和非无菌药物
生物技术/生物产品,包含疫苗
原料药(APIs)
放射性药物
兽药
组合产品的药物成分(如,复方抗菌药和医疗器械)
这份报告是为全球使用和应用到新的和现有的(即遗留的)商业生产过程做准备。它的范围不包括:
生产的生产过程如下:医疗器械,膳食补充剂,药用物料,人体组织。
尽管这些产品分类超出了这份 TR 的范围,但它的建议是基于现代质量思想的/ICH质量指南和最近的监管机构权威指导性文件。因此,它可能在其他产品类别的工艺验证生命周期法的开发中是有用的参考文献。药物生产过程中的辅助操作的验证在这个报告中不做讨论。一些 FDA 的技术报告已经提供了此类操作规程的具体指导性文件;如:清洁、无菌过程模拟、湿热灭菌和干热灭菌。
6.0 基于生产系统及技术的工艺验证
本章节讲述计划和实施工艺验证时使用的工具和方法。包括风险和知识管理、统计方法学、过程分析技术和技术转移等章节。这些工具可用于鉴别、获得和交流用于设计和保证工艺控制的信息。其有助于形成合理的工艺验证结论、确定工艺的优先顺序,并对工艺验证效果提供合理的解释。
6.1 风险管理的应用
这个章节对工艺验证生产周期法的风险管理进行各个方面的论述。用于支持工艺验证效果的质量风险管理的详细解释详见PDA NO.54 技术报告的第五章:如何有效地应用质量风险管理。另外,全面的风险管理工具列表详见PDA NO.54 技术报告和ICH Q9。风险管理工具的对比详见NO.54 技术报告,表4.2-1:常用风险管理工具的对比。
质量风险管理系统是一个“使能器”或“使能系统”。一旦正确应用,能给产品生产周期和其他系统(例如:药品质量系统)增加有利的支撑元素。风险管理原理和方法的应用有助于工艺验证生命周期中有效结论的形成。
对变量的管理是在验证生命周期中应用风险管理的一个例子。对变量管理的控制水平直接与变量对工艺和产品的风险水平相关。应用风险管理对变量进行控制必须对以下方面进行了解:
• 变量的来源
• 变量可能的范围
• 变量对工艺、产品和最终用户病人的影响
风险评估应该在生命周期前期执行,应正确控制和有效的沟通。风险管理可促进对产品和工艺的理解,这种理解可以促进对产品和工艺变量的更好控制,可尽可能降低产品对病人的风险。
工艺验证生命周期法能给工艺提供持续的保证,保证工艺按照预定和可持续的方式生产产品。当做与产品质量相关的决策或工艺性能发生改变时,风险应该通过工艺验证生命周期法进行几个方面的评估。
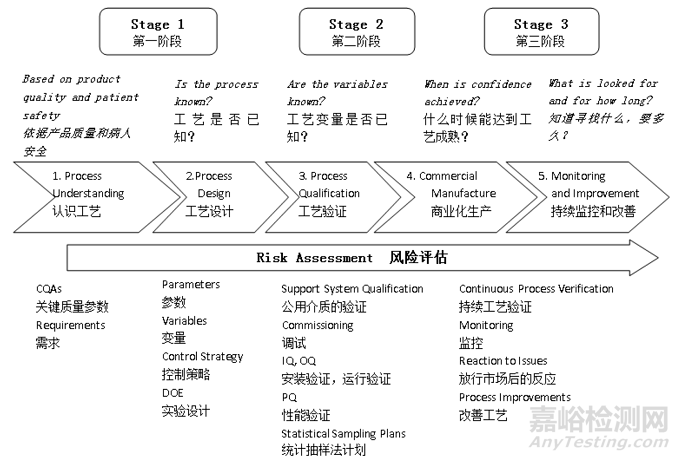
质量风险管理应用贯穿整个工艺验证生命周期,包括以下方面(详见图表6.1.1)
第1阶段-工艺设计
影响质量和病人安全的产品属性的鉴别
• 产品质量属性的关键性分析CQA鉴别)
• 关乎工艺性能或产品质量属性的工艺步骤和工艺参数需要采用因果分析或风险排序和筛选。这样可以筛选未来工艺特性(例如:DoE)和检测存在的可能变量。
• 初步危害分析(PHA)或早期的FMEA
阶段1-2—工艺设计到工艺确认的转移
•论述每个工艺步骤失败的风险,以确定过程控制策略
•评估通过风险降低、工艺改进、工艺知识后残留的风险或者新产生的风险
第二阶段—工艺确认
•确定PPQ中哪些工艺步骤和工艺参数需要检测,包括取样计划和取样的代表性及覆盖率
• 设备和设施的影响性评估优先于性能验证(可以参考ISPE的基本指南(34))
• 制定各个功能测试有效且可接受的标准
• 分析测试结果和偏差
第三阶段—持续工艺验证
制定需要监控的参数,并制定其取样及分析的方法(例如,取样计划,取样代表性和加强取样的程度)
• 评估商业生产数据以便确定最好的工艺改进过程。
图表6.1-1 质量风险管理:用于工艺开发和验证的生命周期工具工艺验证顺序
6.1.1 风险管理第一阶段—工艺设计
在第一阶段工艺设计期间执行风险评估为制定控制和监控变量做准备。也能决定持续监控应该进行
到什么程度才可以保证常规的商业生产处于控制状态。这一切从关键性程度分析开始:产品质量属
性的最初定义及其相关重要性的评估。重要性程度分析输入包括:
• QTPP(目标产品质量概况)
• 评估产品时需要的所有以前的知识
• 关键性程度分析的输出为:
• 最初的关键质量属性的列表
• 关键质量属性最初的相关严重性列表
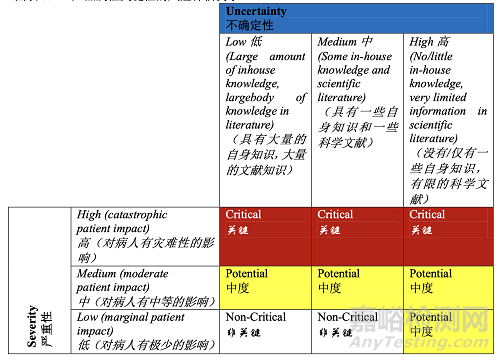
产品属性的关键性程度是一个持续评估的过程;也就是说其不是“是”或“不是”的问题。而是伴随风险评估分析存在的,应使用严重性和不确定性,而不是通常的严重性和发生率来执行风险评估分析。
最初的工艺是根据产品的生产和工艺知识来构建的。严重程度根据对病人的潜在影响来确定,同时不确定性是根据可获得的产品知识和临床经验的多少来决定药品特殊属性的潜在的严重程度。该部分评估的部分输出结果是需要经过进一步的科学研究来减少高风险属性的不确定性的数量(21)。
(详见图表6.1-2,产品关键性属性的风险评估例子)
图表 6.1-2 产品属性关键性的风险评估例子
6.1.2 风险管理第二阶段—工艺确认
风险管理第二阶段,工艺验证生命周期中的工艺确认阶段具有更多的策略性。评估可以帮助确认在工艺的什么阶段需要进行什么级别的检测。可以用于对设计阶段的工艺控制策略进行微调。
在第二阶段的仪器、公用设施和设备确认通常会进行风险管理。利用对功能说明的审核来帮助计划确认活动。高风险的项目需要更高级别的性能输出,同时低风险的项目仅需要适当的风险审核和控制的调试活动就可以满足。风险评估的输出评级可以用来根据质量标准制定相关的计划。
表 6.1-1 基于风险的确认计划
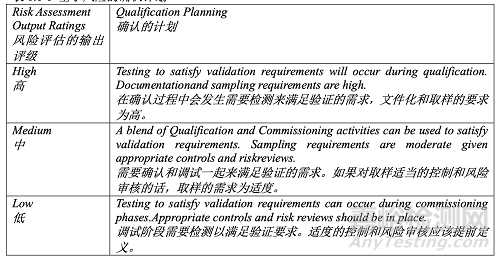
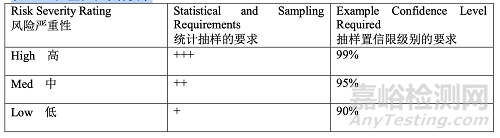
在第二阶段执行风险评估不但可以对确认活动排出优先顺序,还可以持续收集知识并制定统计抽样计划。一般而言,有三个因素----严重性,发生率和可检测性(也可称为控制方法)用于评估和制定特定失败模式的相关风险。每种因素对验证计划有不同的益处。
严重性—确定第二阶段的检测级别。对于特定的属性,严重级别越高,越需要更高的统计置信限。
发生率—发生率跟变量直接相关。高发生率需要进一步的检测或研究以缩小变量的范围并提高工艺知识。该阶段的检测可以减少第三阶段的额外和高成本的检测。当真实的发生率不可知时,需要额外的开发和工程研究。当检测完成时,失败模式的发生可能性的级别和全面风险评分需要根据新的工艺知识而变更。
可检测性(控制方法)--如果控制评估的级别为零,控制策略需要升级或建立新的控制方法。控制方法并不一定要以科技为本。 HACCP (危害分析和关键环节控制点)系统就是作为控制的一个例子,是程序和培训。
表 6.1.2 严重性和取样要求
6.1.3 第三阶段的风险管理—持续的工艺确证
持续工艺确证是整个工艺验证生命周期中最长的一个部分。其开始于工艺能力的评估,通过对工艺表征、PPQ和历史数据的输出的审核来保持持续。。当商业化生产开始是由对PPQ数据的审核确定的时候,需要采用加强的取样方式。工艺能力可以帮助确定某一属性的加强取样的级别,并确定应该保持该级别取样的持续时间(详见6.2部分)。在风险评估当中,工艺的统计学意义与发生率直接相关。工艺越稳定,潜在失效模式发生率会更低,工艺整体的风险越低。风险的等级也可以确定一
定产品和工艺属性的审核周期。
6.1.4 原料药风险管理注意事项
变化的源头应该了解,因为其有可能会减少工艺验证成功的机会。在这章节中会说到,利用质量风险管理去评估原料质量和工艺潜在的影响是很重要的(38)。通过关键风险评估得到的风险鉴别是获得对病人的风险和对商业的风险这两种风险的最理想的工艺控制级别的第一步。风险评估识别与原料药相关的风险,以及它将如何影响工艺和产品质量。用于制剂生产的原料药的数量和复杂程度是很大的,而且所有的潜在问题(如,欺骗或假冒)应该在原料和成分的管理中被讨论。
在商业生产中,对病人的风险也应该被讨论。通过建立在当前风险和工艺知识上的风险评估过程,结合持续的工艺验证项目,这可以做到。质量风险管理是具有生命周期的过程,其跟评估贯穿产品的整个生命周期。
通常原料的细微变更会引起产品的关键的和非预见性的改变。洗脱曲线的变化的原因是层析用树脂中粒径分布的批间变化。应用近红外光谱(NIR)或进一步用核磁共振(NMR)可以确保原料符合其特定的标准和关键质量属性。一个重要的减轻风险的策略是药品生产商与他们的供应商合作,这样大家都能够理解彼此的质量系统和要
6.2 统计分析工具
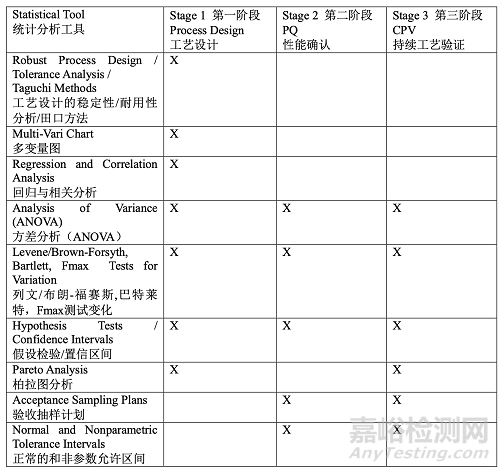
成功的工艺验证依据合理的、科学的数据和信息。图表 6.2-1 阐明了在验证生命周期过程中普遍使用的各种各样的统计方法。其中三种方法—实验设计,工艺控制的统计分析和工艺能力—在接下来的章节中会讲述更多的细节。统计方法的其他信息详见 PDA 技术报告 59:产品和商业化生产中使用到的统计分析方法,及本技术报告附录 8.1(14)。
图表 6.2-1 统计分析方法和其使用的特定阶段
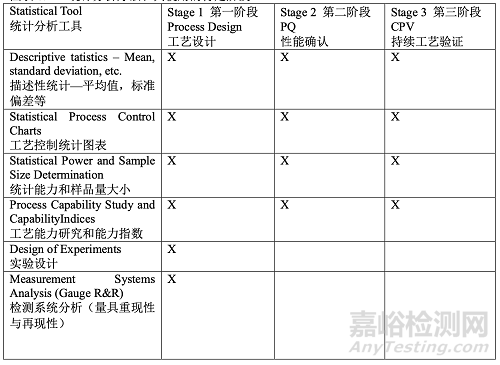
6.2.1 实验设计
实验设计是一种非常有效的工具,经常在工艺验证的第 1 阶段(工艺设计)使用。实验设计的目标是:
确定哪些工艺参数(输入)对质量属性(输出)有显著影响。
•帮助确定能产生可接受质量属性输出结果“设计空间”水平的输入参数。
• 优化众多质量属性的输出(如:产量和可接受的杂质水平)。
•确定能使工艺达到稳健(减少工艺的敏感性和变化)状态的输入参数水平。
实验设计不同于传统的实验方法,传统的实验方法其中只有一个参数可变,而其他所有参数均保持不变。这种传统的“一个因素一次”的实验不能确定工艺参数的相互作用,而单参数对质量属性的影响随其他参数的水平不同而不同。实验设计的基本步骤如下:
1.确定需要研究的输入参数和输出的质量属性
a.最好的做法是将识别潜在关键工艺参数和质量属性作为分组法的一部分;这样在大多数情况下,工艺能被充分理解,同时需要进行实验的工艺参数和质量属性也会非常容易地被确定。
b. 如果输入参数太多,可使用诸如:部分因子设计或正交设计等方法进行初步筛选(40)。筛选的目的是识别对质量属性有显著统计学影响的关键参数。由于筛选设计并不能总是清晰的识别因素间的相互作用,所以通过筛选实验而被减少的参数将被包含在进一步的实验中。
c. 如果对现有工艺做调整,那么对当前工艺数据进行多元变量图或控制图分析是非常有价值的。
多元变量分析图可用于识别最大变化的来源(批内变化、批间变化或者是位置型变化)(如:一个多头填充器的多个填头之间的变化就属于位置型变化)。通过对数据计算方差分量也能确定最大变化的分量(该方法称为 “方差分量估计”)。可能导致最大变化的工艺参数被识别后会被包含在随后的实验中。
例如,如果最大的变化是批内变化,那么在批次开始一次性投入的物料就不太可能是变化的主要因素。由于称量不足所造成的投料差异能够引起批间的变化而非批内的变化。该工具简单但有效,时常能发现重要但未知的关键参数或者会导致过程变化的“潜在变量”(虽然它们最初并不在参数列表里)。
也可以对相同的数据绘制控制图来判定工艺是否处于统计控制状态。由于缺乏统计控制将导致实验误差波动,所以如果工艺未处于统计控制状态,那么实验结果将会变得更加难以理解。
2.进行多次实验来确定哪些参数对质量属性有显著或交互影响。
a.对于 2 到 4 个参数,常用完全析因设计。一个 2 水平的完全析因设计表示每个因子(参数)都有低(-)和高(+)2 个水平供选择。所有因子水平的相互组合,对于其中每一种组合应至少进行一次实验。对于 2 个因子,就存在 22 = 4 种组合;对于 3 个因子,就存在 23 = 8 种组合;对于 4 个因子,就存在 24 = 16 种组合。当因子数超过 4 个时,很少采用完全析因设计,因为需要的实验次数太多。由于部分因子实验的实验次数仅仅需要组合数(所有因子水平的相互组合)的一半或四分之一,所以当参数数为 4 到 6 个时候,它常被应用。
d如果可能,在实验设计时,应控制各因子在最高水平与最低水平的“中点”运行。在析因实验的开始和结束进行控制运行(理论上在实验中也需要),可检测出在实验中任何工艺参数的漂移。在实验开始和结束控制运行得出的结果不一致表明存在其他不受控制的变化。对标准值进行多次重复将得到工艺固有变化的准确估计值(称为“实验误差”)。此外,这可以作为输入参数和质量属性之间非线性曲率效应的一个基本检测。
e. 如果可能,过程参数对质量属性对平均值和变化的作用都应被检测到。一些参数只会对平均值/变化有影响,一些对两者均有影响。可以通过这些信息使变化最小化,同时优化平均值,以此使工艺达到稳健状态。可以使用标准的实验设计方法也可以用田口方法。
3.优化响应面并确定设计空间
a.偶尔,工艺背后的科技被完全理解了,可直接跳过筛选和 2 水平析因实验,直接开始响应面实验。如果从 2 水平析因实验中得到了足够的信息,那么不需要进行额外实验,本步可以跳过。然而,如果在更早的析因实验中被认定为重要参数具有 3-5 水平,进行更广泛的实验是必须的。
响应面实验的目的是建立一个能精确模拟输入参数与输出质量属性之间的关系的方程式。然后利用这个方程式确定设计空间中输入参数的范围,使输出质量属性满足标准。
最常用的响应面分析法是 Box-Behnken 实验设计、中心复合实验设计、3 水平全因子分析和计算机生成的 D 最优设计和 G 最优设计。所有上述实验的参数都应至少具有 3 个水平以便估计曲率效应。通过对结果的分析来确定回归方程,并用软件(如: Minitab、 JMP、 SAS)依据该回归方程对工艺进行模拟(41)。
b优化的另一方面是建立稳健的工艺。利用已经建立的回归方程确定输入参数的设置是“宽容的”,即,当工艺在该设置下运行时,改变输入参数不会导致质量属性发生不可接受的变化。
c该结果也可用于计算每个参数对总变化作用的百分比。这种方法被称为方差组分分析。对质量属性作用最大的输入参数将被加严控制,通过保持其他参数在一个特殊的水平上或改变工艺设计降低该参数的影响使工艺达到稳健状态。
4.确定实验设计结果
一旦设计空间中输入参数的范围(能产生符合规定的质量属性)被确定,随后的实验将确认实验设计的预期结果。这可能通过一系列实验(各种参数相互组合)来核实实验设计方程能充分预知结果。
在某些情况下,如果在实验设计中有好的置信度,第 2 阶段 PPQ 的结果也可以被使用。关于实验设计进一步的信息,见 Montgomery (43) or Box, Hunter, and Hunter .
6.2.2统计过程控制和过程能力
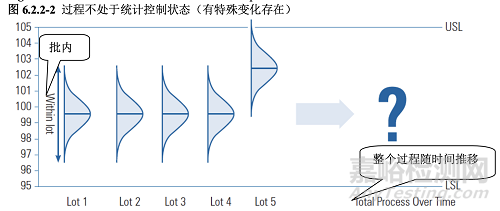
统计过程控制可被用于判定工艺是否稳定、可预测、处于统计控制状态。过程能力分析被用于确定过程是否能够持续符合规定。一个过程被认为稳定或者“处于统计控制状态”是指该过程的观测值全部在“稳定过程均值”附近,也就是说此时只存在自然的常见原因的变化。图 6.2.2-1 给出了一个处于统计状态的稳定过程控制图。 图 6.2.2-2 展示了一个不处于统计控制状态的控制图,其中第 5 批存在特殊原因。
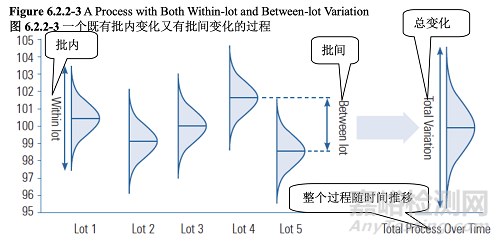
一个更复杂的过程(稳定并处于统计控制状态)见图 6.2.2-3。该图是很多既有批内变化又有批间变化的过程的一个典型例子,但是批间变化处于控制状态。确定批内和批间的变化是验证和持续工艺确证的目的之一。
6.2.2.1 控制图
控制图常被用于判定过程是否稳定或处于统计控制状态,或被用于确定过程中是否存在特殊变化。
通过绘制控制图(SPC)来评价过程能力的基本步骤是:
从过程中收集资料(以时间序列)。理论上,应至少收集20个子组,但初期限制时,先使用较少数据,后续更新更多数据也是可行的。对于最初需要收集数据的量,其他参考文献如: ASTME2587(45)有更详细的建议。以时间顺序绘制每个子组汇总的统计量,如:平均值(Xbar)、标准差(S)、不合格率或者单值。
• 以总平均值为中心画中心线。
计算绘图统计数据的标准差,画控制限(以中心线两侧3倍标准差为控制限)。该控制限常被称为“3西格玛”控制限。
数据超出控制限表示极有可能存在特殊变化,超限的原因应调查。除此之外,如果数据在3西格玛控制限内,还需满足许多其他过程能力检查的准则。这些准则中最常用的如下:
• 连续8点在中心线的同一侧;
• 3点中有2点在2西格玛限外;
• 5点中有4点在1西格玛限外;
• 连续6点递增或递减。
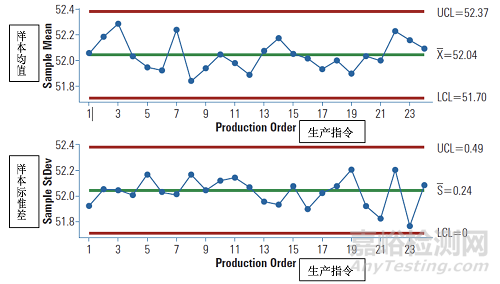
图 6.2.2.1-1 是一个 Xbar-S 图(装量)的例子,其中在超过 6 小时或更长的生产指令中每隔 15 分钟对单灌装头取样一次,一次 5 小瓶,共计 24 组样本。均值和标准差都处于稳态,没有数据超出 3西格玛控制限。过程呈现稳定且处于统计控制状态。
图 6.2.2.1-1 装量的 Xbar-S 图,子组大小 n=5
控制图能被用于分析工艺验证的三个阶段中批内或批间的数据。在第 1、 2 阶段可以用它来确定工艺是否稳定受控以便决定是否开始商业生产。在第 3 阶段(持续工艺确证阶段)控制图特别有用。变化的特殊原因在某一个时刻几乎能影响到所有过程。控制图能帮助确定特殊原因何时会发生,何时需要对特殊原因进行调查。因为特殊原因被识别并采取了纠正措施,所以过程的可变性减少了,产品质量也就提高了。对于持续过程控制,操作员能够很容易的绘制和应用控制图。控制图为讨论过程能力建立了一种通用语言,并能避免不必要的调整和调查。控制图鼓励员工监控和改善他们的过程,而不是仅仅在 QC 检验失败后采取行动。
6.2.2.1.1 设计控制图时需要考虑的因素
在设计控制图时,有许多因素需要考虑,包括:
• 控制图的特征
• 需要使用的控制图类型
• 样本大小和采样频率
•对于一个给定的量,控制图多久能发现问题
• 经济因素(取样和测试的成本,对超过控制限调查的成本,允许发给客户的不合格品的成本)
• 生产率
6.2.2.1.2控制图的种类
控制图既可用于计量型数据也可用于属性数据。计量型数据指那些可以被测量的数据,如:效价、重量和 pH。属性数据指通过计数获得的数据,如:每月的拒收批次数和药片的拒收率。对于计量型数据,控制过程的均值和变化非常重要,因此 2 者均需要做控制图。过程中出现的任何变化都表明有特殊原因起了作用,应调查。对于属性数据(如:不合格率单位数或 100 个小玻璃瓶的表面缺陷数)可能仅需要一个关于变化的控制图就行。一个单独的变化图不是必需的,因为属性数据与均值
有关;例如:100 个玻璃瓶的表面缺陷数通常符合泊松分布,其中泊松分布的标准差是均值的 0.5次方。
如果可能的话,尽量使用计量型数据而不使用属性数据。因为测量的数据比属性数据包含更多的息,如:符合/不符合。计量型数据的控制图比属性数据控制图有更多的统计功效,因此样本量也相对较小。虽然控制图的基础理论假设数据随机且符合正态分布,但当数据不符合假设(数据随机且符合正态分布)时,控制图仍然是稳健的且普遍能很好地工作(40)。但较低值的属性数据是一个例外,因为它是一个高度倾斜的非正态分布。日常监测的微生物数据(其中大部分数据都是 0)就是这样的一个例子。准确的能力控制应使用负二项分布、泊松分布或其他合适的分布,这样可以避免较高的虚发警报;参见 Understanding Statistical Process Control, 2nd ed. (42)。关于控制图更多的信息在附录 8.2 控制图的类型中给出。
6.2.2.1.3 过程能力
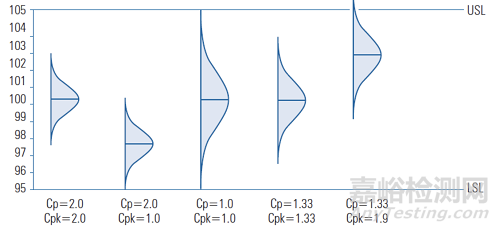
控制图回答了“过程始终保持稳定吗?”。过程能力分析回答了“过程能够满足标准吗?”。过程能力是指一个过程能生产出符合预定要求的产品的能力。可以采用包括直方图和过程能力分析的多种工具对其进行评估。最常用的 2 个过程能力统计量 Cp 和 Cpk 见图 6.2.2.1.3-1. Cp 是衡量一个过程符合标准的能力(如果它处于标准限度之间的话)。Cpk 评估过程(当过程被认为缺少中心值时)是否真正符合规定。不同的 Cp 和 Cpk 对应的控制图(其数据均符合正态分布)见图 6.2.2.1.3-2。
图 6.2.2.1.3-1过程能力统计量 Cp 和 Cpk
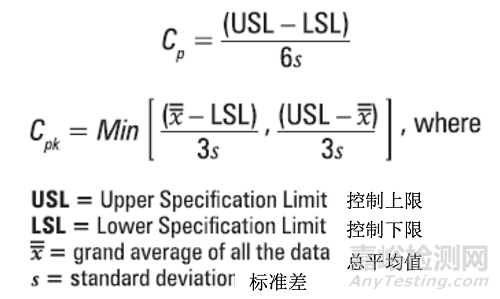
图 6.2.2.1.3-2 不同过程能力统计量(Cp和 Cpk)的例子
如果过程处于统计控制状态,图 6.2.2.1.3-1 中被用于计算 Cp 和 Cpk 的标准差(s)通常用是基于控制图标准差或极差的估计值。对于单值图而言,每个子组的子组大小 n=1,此时标准差常用移动极差进行估计(子组间的差异被忽略了)。如果标准差采用的是最常见的公式计算,
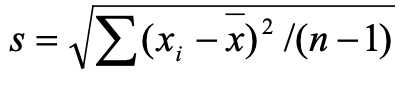
那么该估计值包含了子组间的差异(如:批间差异),此时按图 6.2.2.1.3-1 公式计算出的指标我们称为 Pp 和 Ppk。如果过程处于统计控制状态,此时 Cp 和 Pp 或 Cpk 和 Ppk 之间有细微的不同。
如果过程不处于统计控制状态,那么过程能力将很难确定(因为过程缺少稳定性),如图 6.2.2-2。
如果过程不处于统计控制状态,那么计算 Pp 和 Ppk 是更合适的,因为他们包含了差异(由于缺少稳定性)。但是,这种做法是有争议的,参见《质量统计入门》第 6 版(43)。
图 6.2.2.1.3-2 展示了过程能力指数与过程输出值超限可能性之间的关系。这张表假定过程处于统计控制状态,数据符合正态分布且处于规定下限(LSL)与上限之间(USL)。如果过程数据不符合正态分布(符合其他分布),那么过程能力将采用其他分布计算。
表 6.2.2.1.3-2过程能力和不合格数(%或每百万个不合格数)之间的关系
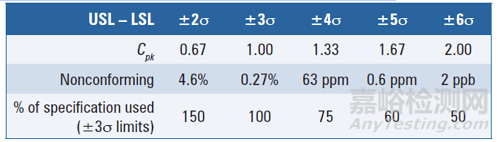
Cpk 的可接受值取决于特性的重要性,但 1.0 和 1.33 是最常用的最小值。6 西格玛质量管理通常释为过程(数据符合正态分布且处于统计控制状态)的 Cp≥2.0 并且 Cpk≥1.5。关于 SPC 和过程能力更完整的方法见 Wheeler (40) or Montgomery (43)。
6.2.3 统计验收抽样
统计验收抽样是另一个验证中常用的统计工具。其一般原则是验证取样应提供更高(相比于日常生产取)的置信度。在验证中,更大的样本量、更多的重复次数或其他类似的因素常被使用。在验证中为确保单项(如:药片、小瓶)具有较高符合要求的百分率常用的抽样方法有:
• 属性数据的一次抽样法
• 属性数据的二次抽样法
• 数据的变量抽样法
样品应具有代表性。随机抽样、分层法和定期/系统抽样是常用的方法。在适当的时候可以采用针对性的抽样方法(包含批内或工艺中疑似最坏情况的位置)。例如:对一批产品在最开始和结束时进行取样以确保潜在的故障点都被包含其中,余下所需的样品可以从整个批次中随机选择。
验证时使用具有较小的置信度的用统计验收抽样后,在 PPQ 结束阶段,其置信度至少达到 90%。这表明验证性能水平符合规定的置信度至少有 90%。90%置信度是建议的最小值,因为它是传统检测不可接受质量水平的置信度(常称为“不良产品率”[RQL],“批内允许次品率”[LTPD],或“极限品质”[LQ])。需要注意的是这里的术语“置信度”不同于传统日常取样中与接受质量限度[AQL 相关的]95%“置信度” 。接受质量限[AQL]中的“置信度”表示错误的拒绝了原本合格的批次(第 I 类错误),而这里所谓的 90%最小“置信度”表示错误的接受了原本不合格的工艺(第 II 错误)。
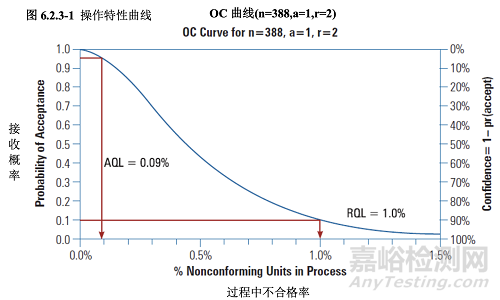
用于属性测定的二次抽样计划可能需要取第二组样品,这取决于第一组样品的结果。例如:这样一个检测 1%的不合格率抽样方案(90%的置信度)n1=250, a1=0, r1=2; n2=250, a2=1, r2=2。其中(n1、n2),(a1、a2),(r1、r2)分别是第(1、2)次抽样的样本量,接受数,拒收数。
如果第 1 次抽样时 a1=0 且不合格数被抽到了。如果第 1 次抽样时不合格数恰好为 1,就需要进行第2 次抽样。如果 2 次抽样的不合格总数不超过 a2=1,则取样计划通过。如果 2 次抽样的不合格总数≥ 2,
则取样计划失败。二次抽样的优点是具有较低的假的拒绝率;也就是说好的工艺通常不会使抽样计划失效。
许多变量抽样法也可用于验证中,其中最常用的是正态容许区间。例如:对于一个具有两侧规格的正态容许区间(n=30,k=3.17),如果平均值±3.17 倍标准差包含在控制限内,则取样方案通过。该方案能检出 1%的不合格率(具有 90%的置信水平)。由于假设抽样方案中所有数据均符合正态分布,因此应对该假设进行正规检验。变量抽样法的优点是在相同置信水平的条件下需要的样本量更小(相比于属性抽样法)。
例如:要验证在模拟运输后容器泄漏率的平均值≤ 0.1% ( 90%的置信度)。属性取样方法需要n=2300,接受数 =0, 拒收数 =1。而工艺验证的第二阶段 (PPQ) 需要进行 3 批,所以每一批都需要在模拟运输后对n = 2300/3 = 767 个容器进行泄漏检测。如果在所有2300 个样品中均 未发现泄漏的,取样方案通过。
常用日常生产的取样方法见 ANSI/ASQ Z1.4 “Sampling Procedures and Tables for Inspection by Attributes” 和 ANSI/ASQ Z1.9 “Sampling Procedures and Tables for Inspection by Variables”(47,48)。
在验证使用这些方法时应谨慎,因为他们无法提供更高的置信水平。例如:依据 Z1.4 中的加严取样法(AQL=0.4%,n=315,a=2,r=3).如果一个验证批次的样本中(样本量 n=315)不合格数是 2,该批验证将通过。(但是,注意到2/315=0.63%大于 AQL=0.4%.)。在样品中发现 0.63%的不合格率并不能给出较高的置信度说明工艺符合要求(如果该工艺验证的目标是不合格率≤0.4%)。如果将 Z1.4 和 Z1.9中的方法应用于验证中,那么应证明其 OC 曲线可以达到预期置信度。
不是所有用于做接收/拒绝决策的取样方法都适合不合格百分数。例如:对于含量均匀度(单位剂量)USP 明确规定要采用二层抽样法。在这种情况下,验证取样应提供置信度以确保该测试能以较高的置信度通过。
例如:抽样方法 (具有95%的置信度 )表明常规USP 含量均匀度(剂量单位)的测试 可以满足要求。
6.2.4 工艺验证第二阶段验(工艺性能确认)证所需批次数
工艺验证第二阶段所需批次数依赖于以下因素:
•来自于第一阶段(工艺设计)或相似工艺质量历史的以前的信息。在建立工艺(能持续产出优质产品)时,采用现存的科学证据越多,PPQ阶段所需的验证批次也就越少。
•风险因素,包括关键产品质量特和工艺质量控制程度(如:PAT,100%全检)。
• 数据类型:属性型数据(合格/不合格)或者数值型数据(数量值)
• 预期统计置信度
生产率(也就是多长时间生产一批)。如果每年仅仅进行1批商业生产,这是不可行的,因为PPQ需要大量的批次。
依据所涉及的现有信息和/或风险,可能没有必要采用统计学方法来确定 PPQ 的批次数。在信息较少、置信度较低的情况下过渡到第 2 阶段时,采用统计方法来确定 PPQ 的批次数是明智且有意义的。见附录 8.1,采用统计方法确定验证的批次数。无论选择的数量和使用的验收标准是多少,PPQ 阶段内收集的数据均应进行统计分析以帮助理解工艺的稳定性、性能和批内和批间的变化。在第 1 阶段生产的批次(与 PPQ 阶段相似的条件下生产的)可能被用来减少 PPQ 阶段所需要的批次,这可以通过贝叶斯统计理论或合并第 1、2 阶段的结果来(如果第 1、2 阶段的数据没有显著差异的话)实现。合并第 1、 2 阶段数据的标准应在 PPQ 批次生产前规定。标准通常应包含一些统计比较(如:批次均值的方差分析、批次标准差的 Levene/Brown-Forsythe 或 Bartlett 检验、控制图和等效性实验)以证明第 1 阶段和 PPQ 阶段的数据是相似的。
6.3过程分析技术(PAT)
PAT 是一种过程控制方法,应用此方法可以监控或者测量产品属性或过程中的物料属性,并可(适当)改变一些工艺参数和条件以保持这些质量属性。通过分析物料属性并做适当的工艺调整,PAT可以给予高水平的产品质量保证。由于质量属性不会超出规定的范围,产品和物料的质量便可以得到控制(52)。
与传统的检验相比,PAT 提供了一种机会可以更好地进行工艺分析并了解工艺知识。不论是同步的形式(与工艺同时进行),还是减少检验的形式(减少已有检验内容的执行量),还是替代的形式(替代传统的检验), PAT 均可用来支持工艺验证。 PAT 在工艺控制中的有效应用取决于选择正确的质量属性、工艺参数范围以及监控和报告的方法。这也依赖于 PAT 监控、测量和控制环系统(control loop systems)恰当的设计、使用和验证:
1. 测量正确的产品和过程质量属性
2.准确知晓并了解这些质量属性和可以进行调节的各工艺参数之间的相关性
3.监控、测量和工艺控制环或调节系统的可靠性、适用性、工作能力和准确性
4.整个商业生产期间 PAT 系统的性能需符合要求,包括可以识别出工艺改进因素的能力。
6.3.1 PAT系统的选择
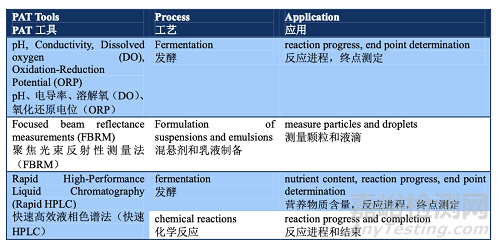
PAT 是一个可以推动对产品和工艺认识的使能器,并且也是控制策略的一个元素。在选择 PAT 系统之前,产品和生产工艺必须已经进行了研发并有了充分的了解。选择正确的 PAT 系统应基于合适的目的、系统的稳健性和供应商客户服务。标准的选择应包括但不限于,专属性、灵敏度和准确度、信息技术兼容性的电子集成需求、数据管理和通信。表 6.3.3-1 列出了 PAT 系统的一部分,每一项都可以为理解和验证各自药物制备工艺提供有用的信息。

6.3.2 PAT系统设计阶段的工艺验证考虑要点
在 PAT 系统设计时,需要开发出相关的信息以能够确认可以正确地测定产品和过程的质量属性,并且已充分知晓了质量属性和将会做调整的各工艺参数的相关性及其精确程度。在 PAT 系统设计时,必须要了解到工艺参数怎样改变会对产品属性产生影响。设计出工艺监控和控制系统并使其关联到指定的产品属性上。测定出可接受工艺参数的变化范围。PAT 设计的工作应包括:风险评估、系统可行性和选择性、过程中应用开发和对法规要求的考虑。
6.3.2.1风险评估
风险评估应能识别出会对终产品质量造成影响的产品和过程中的质量属性。风险评估应能识别出会影响到这些属性并且是为了保证产品质量是可测量和可调整的工艺步骤和条件。质量属性及其相应的不用 PAT 系统监控的工艺步骤和条件也需要其他手段来进行保证或验证其性能。采用 PAT 系统是期望于采取额外控制手段、及时响应、检出能力提高、理解加强和信息化(例如,鉴别、测量、 CQAs控制)等,而能够降低产品质量的风险。这些特性有利于在信息充分的情况下做出风险评估决策。在 PDA TR54、ICH Q9 和其他已发表刊物上对 PAT 工艺和系统的评估和评价工具进行了讨论。
6.3.2.2 过程中应用和方法开发
应适当选择用于中控产品测定和工艺调整的 PAT 方法并在专属性、线性、准确度、精密度、重复性、耐受性、检测限和定量限这些方面进行验证,以确保该方法适用于其目的(13)。
6.3.3 PAT的工艺确认考虑要点
在工艺确认阶段,可开发获得信息来确认监控、测量以及工艺控制或调整系统是合适的、可胜任的、精确的以及可靠的。有效的 PAT 工艺控制的一个关键要素为仪器和设备的可操作性。为实现此方面,应成立一个执行和验证团队,以 PAT 系统和方法的应用或预期用途为基础,对每个操作单元的验证需求和可接受标准进行分类。这些需求和标准最后会包括在验证方案中,并在验证报告中进行描述。可接受标准应与预期的质量标准、方案要求、研发经验以及生产实践相一致。
采用了 PAT 系统的设备和仪器的功能和操作应进行确认,以保证其监测和控制的工艺参数是精确的以及可靠的。生产期间采用的设备和仪器应进行确认,以证实它们适用其工艺目的,包括与工艺材料和条件的相容性、准确度、灵敏度、安全性以及可靠性。
6.3.4 PAT的持续工艺确证考虑要点
在持续工艺确证阶段,可获得信息来确认 PAT 系统在整个商业生产期间是在一个可接受的水平上保持运转。在这个阶段,还可测得产品和过程中质量属性或工艺参数是在什么地方落在了预期范围之外,将其识别、开展原因调查并处理。
显然,PAT 可实现连续性的工艺和产品属性的确证。因此阶段 3 的活动应重点放在控制方法的精确性和可靠性、可能的工艺控制改进以及在工艺开发和确认阶段错过的工艺变量。PAT 和/或工艺过程中数据的评价应是质量系统和工艺回顾的一部分(11)。如果数据趋势显示有偏离预期监测结果的迹象,应进行偏离原因的分析,以确定是否需要对控制系统进行变更,或者识别出是否有工艺改进的可能性。
当发现变量并没有被适当的监控时,则需要进行监控方法的变更。所有变更均应进行是否有工艺和产品属性造成影响的评价。应对变更进行评估并采取行动,以保证残留风险不会对工艺性能或产品质量带来不利影响。这些活动可能会包括几个阶段来确认变更后的工艺和设备。
6.4 技术转移
为使工艺验证的生命周期方法能是有效的,所有获得的能支持对工艺理解的信息都应考虑在内,包括其他场所和类似工艺的信息。这一信息应是有用的、精确的以及完整的。技术转移(TT)活动的目标为实现研发与生产之间的产品和工艺知识的传达,在不同生产场所内或之间实现产品的生产。
这一信息构成了生产工艺、变更策略、工艺验证方案和不断持续性改进的基础(52)。这也为工艺开发提供了非常有价值的洞察信息,包括工艺量、工艺性能和工艺控制策略。
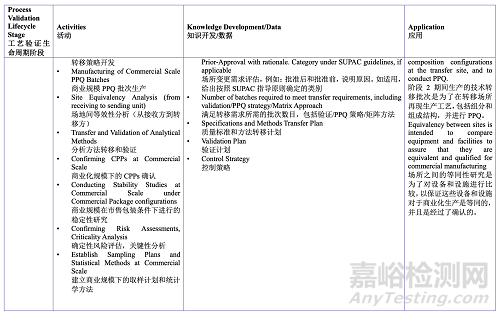
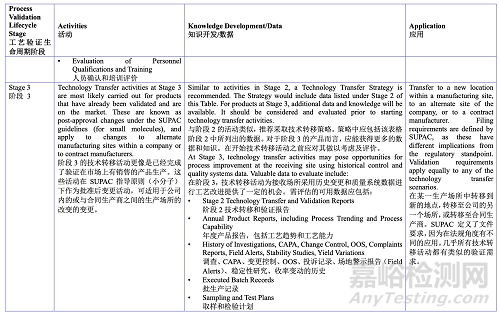
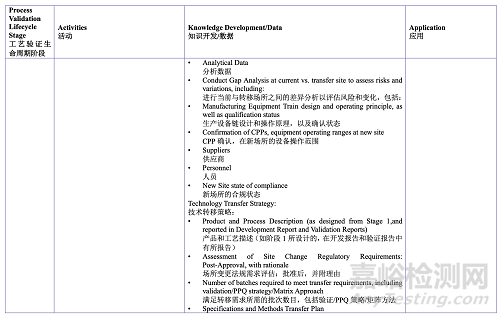
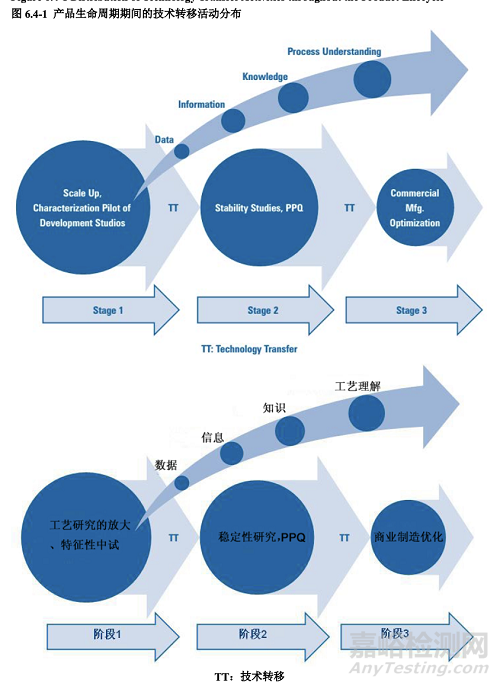
如果是增进了对工艺的理解,则技术转移是成功的,并且有文件证明按照转移方预定好的系列质量标准,技术转移的接收方可以常规性的再现所转移的产品、工艺或方法。工艺理解与知识在技术转移期间会显示增加,这为工艺控制策略设计和工艺验证提供了非常有用的信息。技术转移可在工艺验证生命周期的不同阶段发生。如果是从研发到商业生产的新工艺,技术转移应在阶段 1 和 2 之间发生。但是,如果是发生在产品上市后并且产品处于商业生产阶段,则转移将在阶段 2 和 3 之间生。参见下表 6.4-1,产品生命周期期间的技术转移活动分布,表中概要给出了伴随每次技术转移的持续增长的知识与工艺理解。

6.5 知识管理
有效果且有效率的获取和分析工艺相关信息对于工艺理解和验证是非常重要。可以支持工艺验证的信息应进行识别、分析、交流、保留并可获得。很重要的一点是需要意识到,知识管理不仅是数据采集。这是一种具有策略性、系统性以及有序性的方法,应包括在关键工艺步骤数据的采集、严谨的数据分析、容易获得以及产品、工艺和组方有关信息的受控保存和传发。所有要求的或必要的活动均应包括在内,例如:
•技术转移
•工艺理解
•产品特性
知识管理包括了能捕获回顾和反馈性信息的各种系统,来努力保证决策的正确性,并可以识别出在哪些方面能够实现工艺改进。知识源包括但不限于:
•已有知识(公开发表的文献或内部文件,例如类似工艺)
•药物开发研究
•技术转移活动
•产品生命周期内的工艺验证研究
•生产经验
•风险评估
•持续性改进
•变更管理活动
可持续性以及不断改进的知识系统的概念对生命周期工艺验证计划非常重要。基于生命周期方法,信息流从阶段 1 工艺设计到阶段 2 工艺确认,再返回到阶段 3 持续性工艺确证。
知识管理系统应进行设计、建立、使用并进行维护。这些系统可对持续性改进工作提供反馈信息,在发现问题以及避免工艺漂移方面扮演着非常关键的角色(4)。
适宜的信息必须进行采集、使用并存档。信息应为精确的、及时的并且是有用的。信息也应做以适当的解释并进行有效的交流。
在阶段 2 和 3 期间获得的可改进工艺的信息或知识应反馈回给负责工艺设计和开发的负责人员。相关信息(包括责任人员、取样计划和理由)应采用适宜的工具进行沟通传达。
需要用来给予工艺验证活动支持的信息也应与负责对商业产品生产监控和给予反馈的人员进行交流。该系统也应在适当情况下对负责工艺设计和研发的人员给予反馈,以此来确认早期工艺设计设想的精准程度,并在可能的情况下改进工艺。
阶段 2 和 3 出现的变更应与所有涉及的部门和人员进行交流,交流应是有效的、精确的并且是及时的。推荐应用正式的变更控制流程并需要有质量系统元素(4)。
各团队之间在收集数据、执行风险评估以及传递信息这些方面的透明化互动对于工艺验证活动是非常重要的。在整个工艺生命周期期间,负责工艺研发、风险评估和数据采集的各团队之间应当进行节点审核。这些审核可以促进从放大到正常规模商业批次之间的信息的有效转移,并有助于确保生产工艺是在一种可靠的并是可预见的模式下进行操作。

来源:文亮频道


