您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2025-08-09 16:06
本技术报告(Technical Report,TR)旨在为制药工艺验证(PV)生命周期方法的实施提供实用指南。它包含的信息能够使生产厂家实施全球认可的工艺验证程序,该程序与最近的基于生命周期的工艺验证指导文件和现行对药品质量系统期望相一致。在医药生产中,“工艺验证”是收集和评价工艺设计阶段的数据,通过商业化生产的方式确定科学的证据,证明一个工艺能够持续地提供高质量的产品。美国 FDA 和欧洲药监局认定 PV 在现行 GMP 指南的综述和具体条框中都是必要条件和药品质量保证的必需元素。
工艺验证生命周期概念连接产品和工艺开发、商业化生产确认和协同努力下商业化生产过程的维持。当基于良好的工艺理解和使用质量风险管理时,生命周期法可考虑生产者在使用传统的工艺验证外,再使用连续工艺确证(增强的方式),或者直接由后者代替前者。
在本技术报告中应用于药物和药品生产过程的信息,包括:
无菌和非无菌药物
生物技术/生物产品,包含疫苗
原料药(APIs)
放射性药物
兽药
组合产品的药物成分(如,复方抗菌药和医疗器械)
这份报告是为全球使用和应用到新的和现有的(即遗留的)商业生产过程做准备。它的范围不包括:
生产的生产过程如下:医疗器械,膳食补充剂,药用物料,人体组织。
尽管这些产品分类超出了这份 TR 的范围,但它的建议是基于现代质量思想的/ICH质量指南和最近的监管机构权威指导性文件。因此,它可能在其他产品类别的工艺验证生命周期法的开发中是有用的参考文献。药物生产过程中的辅助操作的验证在这个报告中不做讨论。一些 FDA 的技术报告已经提供了此类操作规程的具体指导性文件;如:清洁、无菌过程模拟、湿热灭菌和干热灭菌。
5. 持续工艺确证(第三阶段)
5.1建立监控程序
5.1.1 目的和策略
持续工艺确证(CPV)程序提供了确保工艺成功确认后保持受控状态的一种方法。阶段 1 和阶段 2收集的信息和数据为建立后续日常生产有效控制策略和有价值的 CPV 程序做好了准备。对前阶段建立的工艺输入和相应输出关系的理解,是 CPV 程序的成功基础。
对工艺变量的持续控制使对 CPV 计划中的输入进行调整成为可能。这可以补偿工艺变化,保证输出稳定。因为不是所有的变化来源都能在阶段 1 和阶段 2 预计和确定,持续工艺监控发现的不可预期事件或趋势可能提示工艺控制问题和/或工艺改进机会。在工艺开发阶段,以及产品生命周期的后续知识管理阶段,采用科学和基于风险的工具有助于加强对工艺的理解,促进持续控制的实施(见 3.0和 4.0 节)。
5.1.2 持续工艺确证计划制订
设计持续工艺确证开始于建立商业规模的控制策略(阶段 1)。
高级别的质量方针/文件概述了不同部门如何协作,如何起草、审核文件,保证处于已验证状态。在质量方针以及工艺验证主计划之下,特定产品的持续确证计划应包括以下要素:
l不同职能部门的作用和职责
l取样和测试策略
l数据分析方法(例如过程控制统计方法)
l可接受标准(适当时)
lOOT 和 OOS 结果处理策略
l决定何种工艺变更/趋势需返回阶段 1 和/或阶段 2 的机制
l持续工艺确证测试计划再评价时限
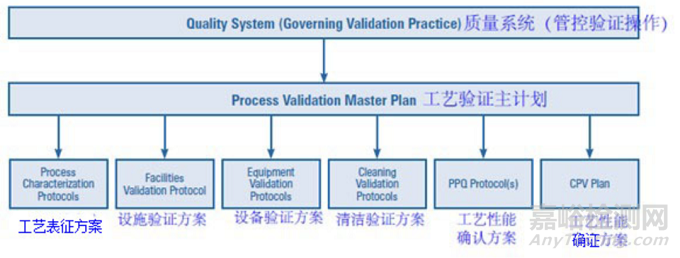
图 5.1.2-1 举例说明了产品生命周期中持续工艺确证控制策略形成。理想情况下,控制策略的大部分在阶段 2 (工艺性能确认)前建立,当持续工艺确证概念应用于老产品时,应采用同样的方法形成、执行持续确证计划(见 5.1.3,老产品的持续工艺确证)因为阶段 3 是生命周期验证方法(5.1.2-2)的一部分,持续工艺确证应符合验证质量体系和工艺验证主计划的要求。除了工艺确认(阶段 2),工艺验证主计划至少应涵盖工艺设计(阶段 1)和持续工艺确证(阶段 3)。
持续工艺确证取样/测试策略的具体内容直到完成工艺性能确认才最终确定。因此,工艺验证主计划可包括持续工艺确证策略的一般要求,并进一步在工艺验证主计划中提及的单个持续工艺确证计划中明确。如果 CPV 活动按照确定的 CPV 计划启动,也可认为工艺验证主计划在阶段 2 后期结束(就是说不得在整个产品生命周期中始终处于开放状态)
Figure 5.1.2-1 CPV(持续确证)计划的制订
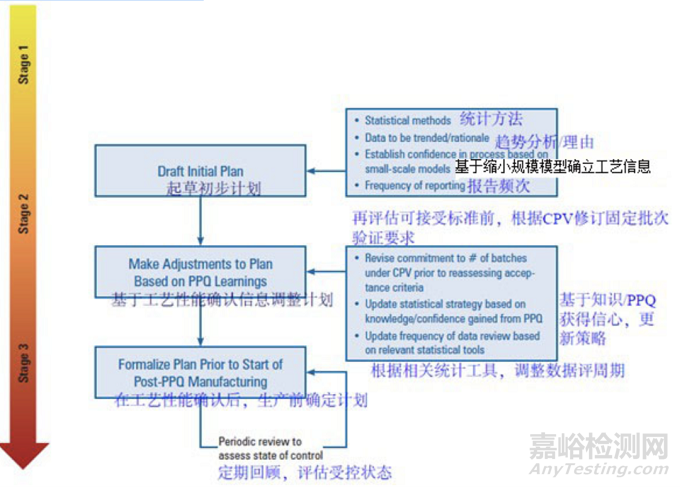
Figure 5.1.2-2 验证文件体系下的 CPV(持续工艺确证)计划
5.1.3 老产品的持续工艺确证
图 5.1.3-1 概述了老产品应用生命周期概念时,评估所需完成活动的一种方法。老产品通常有完善的监控,不需要采取太多行动。然而,应基于对历史工艺和监控大量数据以及工艺变化的评估做出决定。采用该方法时,应该用历史数据评价工艺控制的现状。评价工艺时,应考虑采用过程能力和其他统计学方法。除了评价过程能力外,也应评估用于工艺监控的参数充分性。对现有工艺控制策略适宜性评估,可以作为决定老产品持续工艺确证中是否需要其他额外取样/监控的基础。应考虑进行一段时间的加强取样,以获得大量变量评估数据,作为设定日常取样和监控水平和频次的基础。建议将持续监控写入 5.1.2 节“持续工艺确证计划制订”中正式计划中。
判断老产品的取样计划是否充分时,可采用统计学的方法。然而,根据数据的数量和类别不同,也许没有必要对取样计划进行统计评价。该决定应作为对历史数据和监控方法进行初步评估的一部分。尽管也许不需要统计模型,取样计划应科学合理,并能代表所取的工艺和每批产品。
Figure 5.1.3-1 老产品 CPV 计划的制订
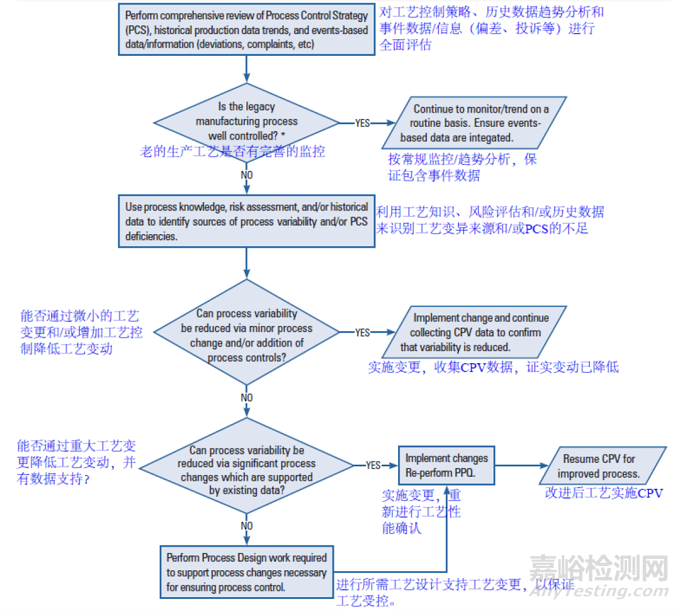
是否确定了适当的工艺控制策略(能够证明理解了工艺参数对于关键质量特性的影响),统计数据是否显示变化处于受控之中。
5.1.4持续工艺确证的证实
CPV 计划中数据的两个基本来源为:
1. 工艺参数(即工艺性能和产品质量指标)
2. 可变性潜在来源为没有确定的工艺参数。例如:
a.原辅料质量
b. 冗余的设备仪表可比性
c.人员对工艺的影响(如班次之间一致性)
与工艺性能和产品质量特性相关的关键输入参数和相应输出在工艺设计中(阶段 1)确定(见图 1.1-2)。
商业生产时,生产工艺确认(阶段 2)批,以证实工艺运行符合预期要求,并证实工艺控制策略可稳定地生产符合预定质量特性的产品。工艺控制策略也应作为出发点,识别 CPV 计划中应包含的工艺数据/信息。
5.1.5 CPV监控计划
常规取样将获得部分数据并用于 CPV 计划,但也应考虑非常规取样。取样/测试计划应动态地由阶段 2 前进到阶段 3;并应定期更新和审核。一个增强的取样计划(可同时包括在线和离线分析)可保证收集到适当的数据。因为工艺性能确认方案已指明那些必须保持在一定范围的工艺参数和质量特性(输入和输出),以使产品符合预定质量特性,工艺性能确认取样计划是 CPV 取样计划的逻辑基础。工艺性能确认可提供充分保证,大生产时部分参数良好受控,不需要纳入 CPV 计划中。
例如,生物工艺要求充分清除工艺残留(例如消泡剂)或工艺相关杂质(例如 DNA)。这可在工艺性能确认批中得到证实,不需要在 CPV 时继续取样和测试。当历史数据有限或数据显示较大变动时,阶段2 后应继续进行取样和趋势分析,以充分保证某一特定杂质受到控制。这应根据具体情况通过对历史数据的风险评估和/或统计分析做出决定。
预期的 CPV 计划应提供具体说明,部分分析只进行到一定程度,一旦收集到足够数据确定工艺受控,便可终止。取样批次和一批内取样频次应在阶段 3 的增强取样计划中说明。根据产生的数据,用于参考目的的取样和分析应有指定的终点。一个更开放的方法,不指明具体批次,可用于数据趋势分析和结果讨论。另一种选择是根据趋势分析和结果降低或增加取样以及测试。
5.1.6 数据分析和趋势分析
CPV 计划应清楚说明收集的数据如何进行分析。在部分情况下,可与预定的可接受标准比较,特别对于严格受控的数据(例如柱色谱的一个梯度洗脱曲线斜率)。另一种情况(如工序收率)是,可进行数据的统计分析,评估工艺趋势,此时应在 CPV 计划中指定持续工艺控制的统计方法和规则。通常用控制图评估一段时间后工艺控制情况,其适用于评价统计过程控制,以及发现工艺趋势。根据CPV 要求,控制图以批为基础建立和评估(见 6.2 节统计分析工具和附录 8.1 确定统计数据分析所需批次的统计方法)。
应建立前瞻性标准保证工艺处于受控状态。不管公司如何定义它,一个超出控制范围的结果(如趋势超标、超出控制限、检验结果超标、超出行动限)将触发根据质量体系采取行动(如调查、对验证状态的影响分析)。采取的行动随具体情况不同而不同,但应在 CPV 计划中说明何种行动。 6.0 节“用于工艺验证生命周期的工具“,描述了用于趋势统计分析和统计过程控制的工具,应结合风险评估使用这些工具。
5.1.4 节涵盖了非参数相关(原料、人员和环境)的工艺变化来源。作为整个 CPV 评估的一部分,应降低高风险变化来源的风险,并评估是否已处于可控范围。例如对关键原料的纯度进行趋势分析,可能看出不同供应商的微小差别。即使表面看是个供应商的微小的变更,可能导致趋势超标或检验结果超标。应从整个工艺一致性和产品质量角度对此进行评价。
5.2 CPV 监控结果的整合
5.2.1 质量体系和持续工艺确证
对工艺控制进行持续确认和细化的最好工具是能够提供反馈并客观评价工艺控制的质量体系元素。
这些工具是基于对产品和工艺的理解,并通过监视、测量、分析和控制工艺性能的程序实现。
一旦处于商业生产中,除了 5.1 节所述的工艺趋势分析外,对已验证状态的维护还需要一个基于事件的审核系统,并建立一个控制计划。生产、质量以及监管部门就审核结果进行沟通,修订控制策略(为了提高和/或法规符合),是 CPV 的一个重复和基本部分。反馈机制可以是立即的(批内或及时)、每批后或一系列批次后或一段时间后。CPV 计划应说明各种反馈机制应在何时采取。
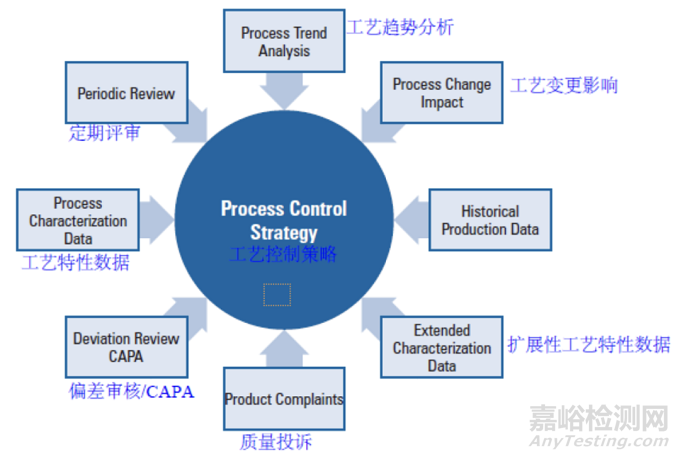
图 5.2.1-1 描述了用于持续改进生产工艺的数据来源。尽管不是详尽的清单,该图展示了与生产和工艺性能相关的数据的典型分类。
Figure 5.2.1-1 知识构成和工艺控制的维护
5.3 持续工艺确证数据审核、报告
CPV 计划需要包括数据收集机制和质量体系所获得信息进行审核的频次,也应指明哪些情况下需立即对工艺或产品的一些重大问题进行评审,以及评审程序、参与评审的人员。按照 ICH Q10,该评审必须包括高层管理人员。他们是维护一个有效药品质量体系,并持续改进的关键人员。
数据审核频次主要取决于风险大小。不同工艺和工序的评审周期因风险的水平和控制的复杂程度而不同。应采用最新的工艺风险沟通文件,确定评审周期。随着生产数据的产生,对于工艺的进一步理解,对工艺有更好的控制,可降低评审的周期或强度。
将年度商业生产数据汇总起草年度产品质量回顾也许是足够的。但更频繁的数据审核,并与确定的可接受标准比较可帮助生产商更具有前瞻性和减少波动。根据法规要求,年度产品质量回顾是必须的,但年度回顾可能变成对多重、更频繁的 CPV 数据评审进行的更高一级别的评审和汇总。年度产品质量回顾可识别 CPV 数据评审中发现的问题,汇总长期趋势,但生产商应在规定时间间隔内进行更频繁的 CPV 数据评审。
注:FDA 21 CFR 211.180(e)要求至少每年进行一个评估。审核频次由生产商确定,但应至少每年进行一次。

来源:文亮频道


