您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2017-06-06 16:14
球墨铸铁是20世纪50年代发展起来的一种高强度铸铁材料,其综合性能接近于钢,正是由于其性能优异,现已成功用于铸造一些受力复杂,强度、韧性、耐磨性要求较高的零件。所谓“以铁代钢”,主要指的就是球墨铸铁。
球墨铸铁是通过球化和孕育处理得到球状石墨,这样有效地提高了铸铁的力学性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度。球墨铸铁内的圆形石墨球相比石墨薄片(灰铸铁内)能够更好的抵抗应力集中,也因此能够更好的阻止裂纹等缺陷的产生。

汽车上常用的几种球墨铸铁产品
对利用球墨铸铁制备的汽车关键安全部件进行相关检测,来验证它们是否具有合理的球化率是十分重要的。因为这些部件即使出了一点小故障也可能会带来极大的损失,甚至危及生命。
制造商通常使用一些破坏性检测方法,例如微观结构分析法,来验证样品零件是否具有正确的球化率。但是,微观结构分析法除了对样品具有破坏性以外,取样也只占全部产品总量的很小一部分。而由球墨铸铁制备的汽车安全性关键零件,如用于制动和转向系统的零件,必须要对每个铸件都进行球化率验证,因此无损检测方法才是最佳的选择。
超声波速与球化率的关系
研究发现,超声波纵波传播速度会随着球化率的降低而降低。生产球墨铸铁铸件的铸造厂一般都会设定声波传播速度的接受或拒绝极限,以确保铸件产品具有所需的球化率。
纯铁、球墨铸铁和灰铸铁中的声速存在一定差异。通常,纯铁中声波的传播速度约为0.232英寸/微秒(in/μs),球墨铸铁中约为0.222 in/μs,灰铸铁中则约为0.192 in/μs。不同材料内声波的具体速度取决于合金组成、晶粒结构和一些其他的工艺参数等。
超声波对球化率的检测
基于声速与球化率之间的关系,超声波无损检测技术被视为是检测铸件零部件球化率的理想工具。
一般会先利用具有已知球化率的代表性“参考”标准铸件对超声波系统进行适当调整。用于参考的标准铸件的几何形状必须在尺寸上能够代表待检测的生产部件。并使用千分尺或卡尺在检测点上准确的测量出参考铸件的厚度,将该值输入到测量软件中用于计算声速。
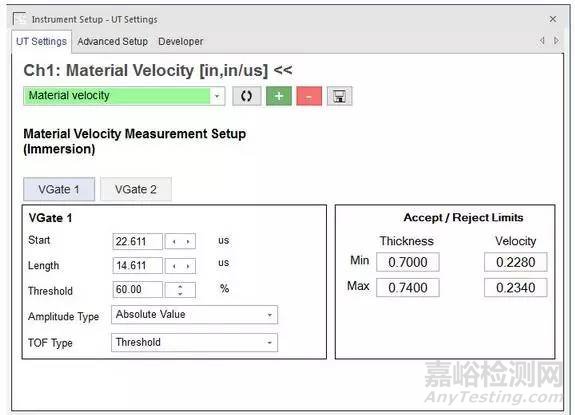
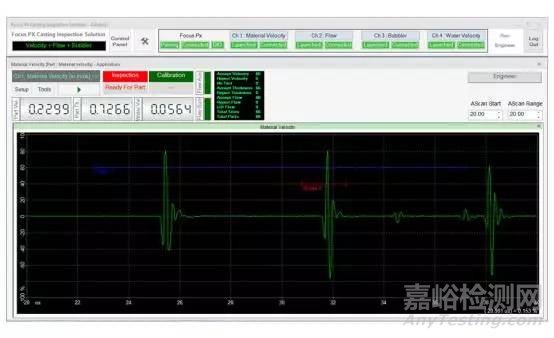
超声波检测装置的软件界面
来自参考铸件样品的超声回波
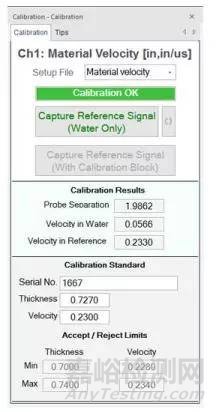
在超声波检测系统软件界面设置检测样品的声速和厚度极限值
具有单晶脉冲回波传感器的超声波测厚计和探伤仪可用于手动测量声速。虽然手动检测对于小批量零件进行抽检非常方便,但与专用的自动检测系统相比检测速度较慢,并且受操作人员的主观影响较大。因此,手动检测对于铸造加工生产线中的大批量铸造检测来说,既不可取也不实际。

自动化超声波检测方案
生产线上铸造产品的自动检测系统一般由超声波检测仪器、特定的计算机软件、超声波换能器和数字输入/输出(IO)总线组成。
除了上述的超声波硬件和软件,该系统还采用了一个浸没式水箱、一套精密零件专用检测夹具、一种加载和卸载零件的特殊装置(装卸可由机器人手动或自动进行)以及一套用于管理样品且能根据检测结果分离合格和不合格产品的控制系统。
液槽中的检测装置
精密零件专用的检测夹具安装在浸没式水箱中,用于固定铸铁样品的相对位置(相对于超声波换能器)。两个相对的超声换能器设置为一发一收(或投射传输)模式,测量所得到的超声回波传播时间并依次计算出声速。
检测位置必须是在铸件上两个平行且平坦的表面所在的区域上。测量精度一般取决于铸件样品的几何形状和铸件相对于换能器的位置的准确性。机械精度和夹具的清洁度对于获取精确的检测结果同样很重要。磨损的装置必须重新加工或更换才能继续使用。
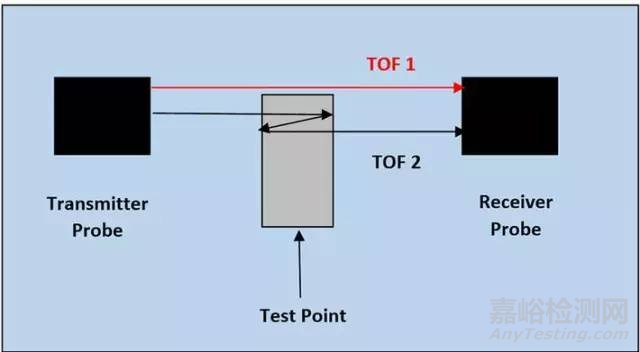
测量的基本原理如下图所示。发射和接收换能器之间的超声波飞行时间(TOF)通过水路测量得出(在装置中不加铸件样品)(图中的TOF1)。接下来测量出代表铸件两侧水路的飞行时间以及声波在铸件中完成一次往返所需的时间(图中的TOF2)。随后根据测量部件的厚度和两个测量的TOF值即可计算出声波的传播速度。
声速测量原理示意图
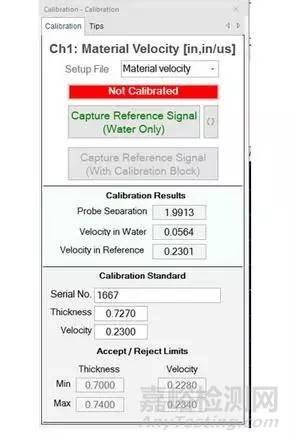
在调整界面输入参考铸件的序列号、厚度以及声速等信息
夹具上没有铸件样品(只有水)时测量的超声波飞行时间TOF1
夹具上加载好检测样品后测出的超声波飞行时间TOF2值
因为温度会影响声速,所以浸入池水温的变化会引起声速测量精度的相应变化。为了最大程度的减小这种影响,在检测每个铸件样品后都会测量水中的声速,并使用该信息来补偿速度测量,从而提供不受水温变化影响的精确结果。铸件温度的变化也会对测量精度产生影响,如果变化较大,则需要重新进行系统调整。
声速测量系统可以快速方便地进行调整,并且也需要进行定期校准以保持测量的稳定性和准确性。校准一般是使用具有已知球化率的参考铸件材料对系统进行调整。
系统调整好后,屏幕显示出测量结果并指示校准完毕
当调整完成后,将系统切换到检测模式即可以开始对生产铸件进行检测,检测速度可以达到每分钟检测15~30个铸件,限制检测速度的主要原因来自于铸件装卸所花费的时间。
测量开始后就是简单的一个接一个地将铸件样品装入液槽中的夹具上。所使用的特定软件能够通过基于加载铸件时产生的超声回波来识别铸件的存在并自动触发测量开关。将测量结果与预设的速度和厚度限制值进行比较,系统能够生成接受或拒绝决定,既作为屏幕上的指示,又作为控制系统的输出信号。检测后,铸件从夹具中卸载下来并被分成合格和不合格组。
操作人员正在手动加载检测样品
自动加载及卸载检测样品
在检测期间,可以通过用户界面上的LED屏幕观察检测顺序。接受/拒绝排序决定也会显示在LED屏幕上,并在数字输入/输出总线上发出信号,显示每个检测铸件的速度数值、厚度和水中声速测量结果等信息。每个铸件的测量值都会绘制在趋势图上。接受的和拒绝的零件数以及检测的总零件数由用户界面上的零件计数器进行计数和显示。检测结果最终可导出为CSV文件,用于离线文档存储和分析。
采用多通道系统则可以在相同的铸件上进行多次测量以及在独立的加工生产线上进行同时测量。通过独立通道操作,操作人员可以在其他通道继续检测时对另一个通道进行停止或调整操作。
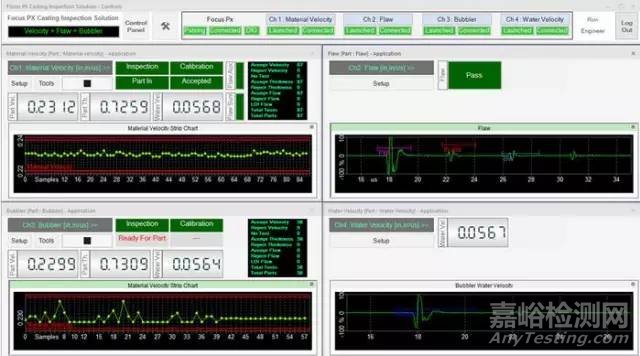
用户界面上显示的测量趋势图、测量序号以及测量结果等信息
多通道系统用户界面显示4个活跃通道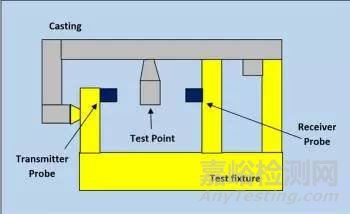




除了声速和厚度测量之外,还可以专门选择通道来进行与声速测量并行的脉冲回波缺陷检测。超声波脉冲发生器可以产生高压电脉冲,并被换能器转换成高频超声。材料中的缺陷或者不连续处反射回来的信号通过换能器转换为电信号,经过放大和处理,传送到显示器上。最终接收到的信号能够用于计算缺陷的位置、尺寸和取向等。
缺陷检测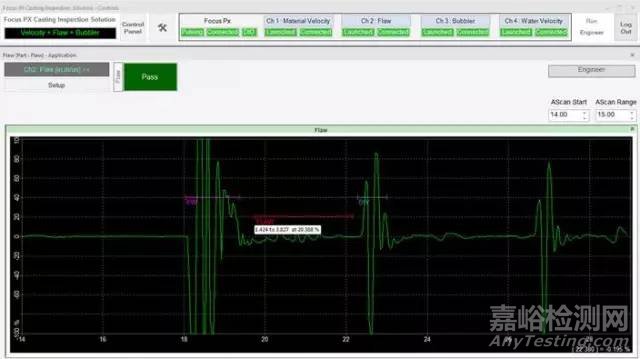
总结
超声波无损检测技术为人们提供了一种可靠的测量声速的方法,因此可以验证球墨铸铁材料的球化率。将超声波检测技术集成到铸造产品生产线上的自动化检测系统中,可以快速、可靠地检测100%的铸造零件。
为了确保铸件相对于超声波换能器的位置始终保持一致,检测还需要用到精密的机械固定装置;特定的应用软件使用户能够轻松的调整系统并提供稳定、准确的检测结果。
超声波检测技术除了具有声速测量功能之外,还可以通过使用专用换能器和专用缺陷通道来检测铸件材料中的缺陷等信息。

来源:无损检测NDT


