摘要:螺柱焊是汽车制造中的一项重要焊接技术,高掉钉率、返修率一直是螺柱焊存在的主要问题,尤其是铝螺柱焊,焊接质量影响因素较多,问题尤为突出。文章通过对北京奔驰某车身前轮腔铝制焊钉质量的统计,得到焊接质量发生频次最高的焊钉。着重从焊接设备、物料和焊接参数三方面分析发生掉钉的原因。焊接设备是决定焊接质量稳定性的关键因素,焊钉与板材的垂直度直接影响熔池的分布,进而影响焊接强度。在保证设备稳定、焊钉与板材的垂直度合格的情况下,优化现有参数。设置不同的焊接电流和时间,对比焊接外观状态和掉钉数量,采用最优方案,使用到实际生产中,取得了良好的效果。
在螺柱的端面与另一板状工件之间利用电弧热,使之熔化并施加压力完成连接的焊接方法称为螺柱焊[1]。它是汽车工业中一种重要的焊接工艺,将焊钉焊接在车身上,以满足总装车间对零件安装的需求。螺柱焊接具有速度快、可靠、操作简便以及无孔连接等优点,逐渐替代了汽车制造中的铆接、攻螺纹、钻孔等连接技术,广泛地应用在汽车车身的焊接工艺中[2-3]。
随着汽车制造业的飞速发展,车身轻量化已成为未来发展的重要趋势,铝制零件已越来越多地应用到车身中来。越来越多的焊钉需要焊接在铝制零件上。相对于钢,铝的化学性能更加活泼,更易被氧化。并且铝的强度更低,即使焊接良好的焊钉,其连接强度也与同尺寸钢焊钉相差较大。所以对于铝螺柱焊,需要更严苛的质量控制,才能保证焊接强度要求。螺柱焊的焊接强度对总装的装配具有重要的影响,如果强度不足或者缺失,将直接导致总装零件无法正常装配。选择合适的焊接参数,是保证焊钉强度合格的重要因素,而确保焊接设备稳定运行,决定了焊钉质量的稳定性。
在生产过程中,前轮腔铝钉焊接质量长期处于不稳定状态。通过记录抽检和总装装配时焊钉掉落的数据,统计出现问题的焊钉和掉钉数量。对掉钉频次高的焊钉进行优化调整。经过几轮调整之后,大部分焊钉处于比较稳定的状态。前轮腔焊钉仍然处于掉钉频次较高的水平。为了减少前轮腔掉钉,降低返修所造成的工时和人力损失,对问题焊钉进行了全面调查研究。
1、铝螺柱焊原理
铝螺柱焊采用TUCKER公司生产的TE15AC焊接控柜和TH510焊枪。由于铝的易氧化性,为防止焊接过程中熔池氧化,在焊接开始前2 000 ms,直至焊接结束1 000 ms通氩气保护。铝螺柱焊枪用灭弧罩代替支撑杆,起到确定焊接起始位置的作用,同时又可以将保护气体聚拢到熔池区域。焊接时,使用交变电流,取代钢螺柱焊的直流电源。交变电流可以起到打破熔池表面氧化层,减少熔池中杂质的作用,如图1所示。
图1 铝螺柱焊枪头示意图
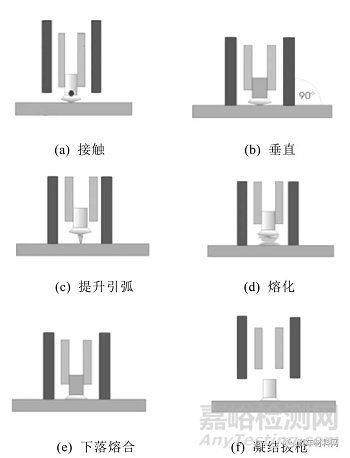
焊接主要分为接触、垂直、提升引弧、熔化、下落熔合、凝结拔枪六个步骤。(1)接触,焊钉接触板材后,发出SOW(Stud On Workpiece)信号,焊接开始;(2)垂直,灭弧罩接触板材,使焊钉垂直板材,确定焊钉初始焊接位置;(3)提升引弧,焊枪发出引弧电流,焊钉向上提升,产生电弧;(4)熔化,焊枪发出焊接电流,使焊钉和板材表面金属熔化;(5)下落熔合,焊钉下落至板材,施加压力,使焊钉和板材熔合;(6)凝结拔枪,熔池在压力作用下凝固,焊枪离开焊接位置,整个焊接过程结束,如图2所示。
图2 铝螺柱焊焊接过程
2、问题描述
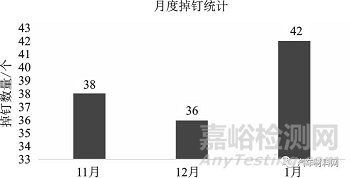
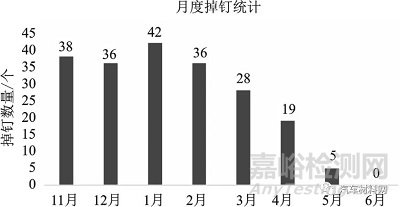
对掉钉的具体信息进行分析,查找掉钉数最多的焊钉,针对该焊钉进行研究,查找并优化影响焊接的因素,降低掉钉数量。统计发现,前轮腔弧面铝板焊钉掉钉数量明显高于其他焊钉,占总掉钉数的50%左右,该焊点掉钉数量如图3所示。该位置的焊钉发生掉钉后,需要下线返修。将安装好的轮腔护板拆除,拉铆补漆后,重新安装轮腔护板。
图3 月度掉钉统计
3、问题分析
3.1 铝螺柱焊焊接质量影响因素
焊钉的用途是装配总装零件,装配时有特定的扭矩要求,所以对焊钉的考核主要为扭矩值测试,焊钉的焊接强度不足是出现的主要质量问题。影响铝螺柱焊焊接质量的因素主要包括以下三个方面。
3.1.1 焊接参数
螺柱焊的焊接参数主要有提升高度,焊接电流,焊接时间。焊接参数的设置,对焊接质量有最直接的影响。提升高度决定了焊接时电弧的长度和稳定性。电弧越长,越易发生磁偏吹、电弧不稳定或焊接气孔等问题;电弧越短,越容易发生短路,电弧能量不足。焊接电流越大,熔深越大,同时也越容易发生熔池飞溅。焊接时间越长,熔深也越大,对于薄板来说,也越易发生板材熔穿。
3.1.2 焊接设备
焊接设备的稳定性和精确度对焊接质量稳定有重要作用。焊接质量不稳定,一般为焊接设备不稳定或不能按照参数的设置执行造成的。焊枪的清洁、良好的导电性、稳定可靠的提升马达、位置控制精确地夹头和顶针、充足稳定的保护气体是保证焊接质量稳定的主要因素。
3.1.3 零件状态
零件的状态是指焊接位置零件的洁净度和尺寸稳定性。焊接位置油污、表面氧化或胶等都会直接影响焊接输出能量。螺柱焊的焊接电流在设定后就会稳定输出,当板材表面由于油污等导致电阻增大时,焊接电压明显增大,严重时会导致过烧。零件尺寸的稳定性影响着焊钉垂直度的稳定性,对焊接质量也有明显的影响。
3.2 根本原因分析
观察扭矩不足焊钉的断面,如图4、图5所示。焊钉有明显虚焊的特征,熔化深度不足,熔池未包覆焊钉底座,导致扭矩值不足。
图4 焊钉断面
图5 焊钉熔池未包覆底座
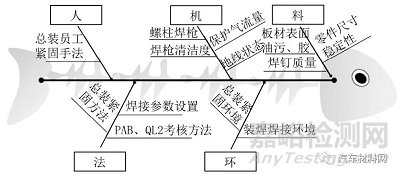
从人、机、料、法、环五个方面归纳可能影响焊接质量的因素,进行逐一检查,如图6所示。在实际生产中,焊接过程为全自动化生产,人和环境对焊接质量影响很小。这五个方面中,机、料、法三方面对焊接质量影响比较大,以下针对这三方面进行分析。
图6 焊接质量影响因素鱼骨刺图分析
3.2.1 焊接设备分析
焊接设备问题需要从两方面检查。一方面是从监控参数来看,提升高度、焊接电流、电压时间等是否超差。提升马达不稳定、焊枪污损、连接不良等导致的电流、电压不足和焊接时间不足。经过检查焊接记录发现,提升高度、焊接电流、时间、电压等均未超差。表明焊枪的提升马达和电路正常运行。
另一方面,检查焊枪组件的状态,如夹头、灭弧罩、气体保护罩是否洁净、完整,地线与板材接触等。检查发现灭弧罩里积存了大量焊渣,易堵塞保护气出口,导致熔池氧化;焊渣接触夹头后,也可能导致焊接分流。对焊枪灭弧罩进行清理,并列入每天的设备检查中,如图7、图8所示。
图7 灭弧罩焊渣
图8 熔池氧化
对地线进行检查时,发现地线接头处发生断裂,如图9所示。由于每辆车焊接时,都需要地线开合一次,长此以往,地线接头处发生了折断。焊钉附近的地线折断后,只能靠其他位置的地线导通,增加了回路长度,影响焊接的稳定性。将地线更换为更长线束,减缓了开合时的拉拽,同时明确了定期检查时,进行地线检查。
图9 地线断裂
3.2.2 物料分析
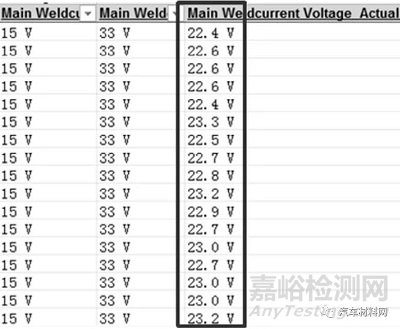
涉及螺柱焊的物料包括焊钉和板材。对焊钉的底座表面检查未发现异常。板材为铸铝件,经过铝清洗,去除氧化层。铝清洗后表面无清洗液,氧化层或油污残留。如表面有油污或氧化,会对焊接电压有明显的影响,焊接记录中,电压处于稳定状态,未发现超差现象,如图10所示。
图10 焊接记录
除了表面清洁度会对焊接造成影响外,板材尺寸对焊接也会有较大影响。由于焊枪搭载在机器人上,焊枪每次焊接的空间位置是固定的,当板材位置发生变化时,会直接影响焊钉与板材的相对位置,焊钉与板材的垂直度发生变化,直接影响焊接质量,如图11所示。
图11 灭弧罩焊渣
4、设备参数分析
对现场焊钉状态进行检查,发现焊钉底座有一半高度被熔池包覆,且四周均匀分布。从外观来看,焊接状态良好,熔池包覆均匀,无飞溅,无熔池氧化,无气孔等缺陷,如图12所示。对于这种状态的焊钉,在总装依然有掉钉反馈。
图12 现场焊钉状态
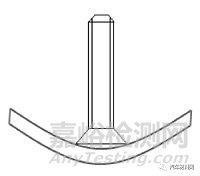
检查焊钉断面状态,发现焊钉底座四周有明显熔化金属包覆,而中心区域焊钉熔化金属不足,如图13所示。由于焊钉位置在前轮腔,板材为圆弧状,当焊钉垂直于板材时,会出现四周接触,中心悬空的现象,如图14所示。
图13 焊钉断面
图14 焊钉与板材接触示意图
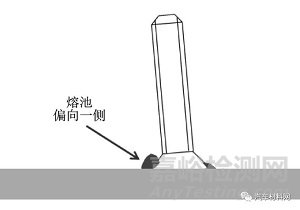
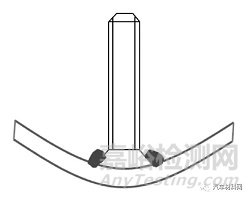
焊接时,焊钉向上提升,焊枪施加焊接电流,焊钉底座和板材金属同时熔化,电弧稳定一段时间后,焊钉下落与板材接触,焊钉向下挤压板材至80 N,用于凝固熔池,如图15所示。此时,由于板材呈弧形,焊钉边缘与板材接触,承受压力,而焊钉中心位置与板材之间几乎没有压力,焊钉与板材的熔化金属不能很好地熔合,导致结合强度不足。
图15 焊钉与板材焊接后示意图
根据断面可以推断,如果能使焊钉熔化更多,使焊钉中心也能与板材接触,在凝固过程中,承受一定的压力,则能够提升焊钉的连接强度。于是进行以下参数优化实验,通过测试不同焊接电流和时间,对比其熔池状态,以及总装和抽查质量问题的统计,确定焊接质量最优的参数,如表1所示。
表1 参数调整方案
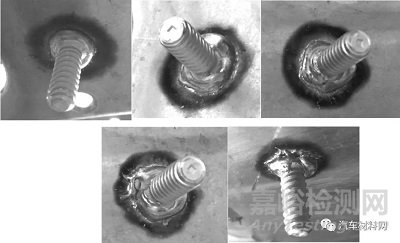
表1中五种焊接参数对应的熔池。方案1、2、3采用了相同的焊接电流,焊接时间逐渐增加。增加焊接时间,熔深增加,方案3中,少量焊钉出现小气孔;增大电流之后,熔池发生了明显的飞溅,如图16所示。
图16 不同焊接参数下熔池状态
5、结果分析
采用不同的方案进行批量生产实验,每种焊接参数各使用6天,共12个班次生产。掉钉次数统计如表2所示。
表2 焊接方案掉钉次数统计
在一周的生产中,方案2和方案3均无掉钉。但是,方案2的焊接时间更短,熔池没有气孔。于是将设备参数设置为方案2,在实际生产中使用。经过之后一个月的统计,未发现该焊钉掉落,如图17所示。
图17 月度掉钉统计
通过对焊枪部件的检查,将关键部件清洁和维护,列入现场工人的日常检查中,减少了焊接时的不稳定因素。焊钉的垂直度也是影响焊钉质量的重要因素,由于车身焊钉数量有400多个,很难逐个检查,所以有掉钉反馈时,应检查该焊钉与板材的垂直度。
从焊接熔池可以凭经验预估焊接质量,在平面板材上,该焊钉熔池包覆焊钉底座一半深度,焊接强度完全满足考核要求。但是对于板材为弧面的焊钉,由于在凝固阶段,焊钉中心没有受到足够的压力,导致熔合不足。对于这种板材,需要更多的熔深,来保证焊钉与板材熔池的熔合。增加焊接时间可以获得更大的熔深,增加焊接电流同样可以获得更大的熔深,但是易发生熔池飞溅。适当的焊接电流和时间是获得良好焊接质量的关键因素。
6、结论
本文通过对前轮腔铝制焊钉焊接质量问题的分析,归纳了影响焊接质量的主要因素为焊接设备、垂直度和焊接参数。本文涉及的焊钉,焊接在非平面板材。按照经验来看,熔深足以保证焊接强度。但是,由于焊钉中心在熔合时未承受足够的压力,而出现焊钉中心熔合不足的现象。经过试验,得到焊接熔池和强度最合适的焊接参数,经过生产验证,掉钉率明显降低,得到了良好的效果。这种参数设置方法,也可应用于其他非平面螺柱焊接中,具有一定的指导意义。
参考文献
[1] 陈祝年.焊接工程师手册[M].北京:机械工业出版社2002.
[2] 吴娥红.螺柱焊在车身焊接工艺中的应用.科技展望[J].2015.25(20):186
[3] 王军.轿车白车身螺柱焊焊接工艺[J].焊接技术,2010,10(39):66-68.