在室温下对纯度为99.99%的锻态纯锡板进行不同道次(0~20道次)的等径角挤压(ECAP),研究ECAP道次对纯锡显微组织和力学性能的影响。结果表明:在ECAP的剧烈剪切作用下纯锡晶粒中产生孪晶,并发生孪晶诱导再结晶,晶粒显著细化,当ECAP道次超过12道次时,晶粒细化效果减弱;随着ECAP道次的增加,纯锡的织构强度和最大取向密度降低,硬度、强度和断后伸长率均增大;与锻态纯锡相比,经20道次ECAP后的硬度、屈服强度、抗拉强度和断后伸长率分别提高了9.09%,5.14%,32.08%,144.19%;当ECAP道次数少于8道次时,纯锡的主要强化机制为加工硬化,而当ECAP道次数多于8道次时,主要强化机制为细晶强化。
1、试样制备与试验方法
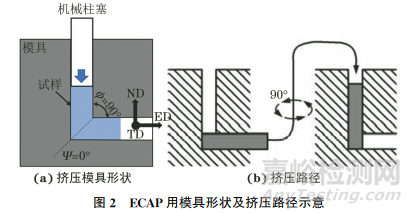
试验材料为在实验室进行熔炼,经自由锻造、反复镦拔得到的纯度为99.99%的纯锡锻造板材,其取向成像图如图1所示,可以看出锻态纯锡的晶粒尺寸呈现较大的不均匀性,存在粒径为1700μm左右的粗大晶粒,也存在粒径为30μm左右的小晶粒,整体为混晶组织。选用如图2(a)所示的模具进行ECAP,其内模具拐角为90°,模具圆心角为0°,计算得到的等效应变为1.155。在纯锡锻造板材上切取尺寸为ϕ8mm×60mm的圆棒状试样,在模具和试样上喷涂MoS2润滑剂,采用万能力学试验机在室温下进行 ECPA试验,每道次挤压后试样绕其长度方向轴以顺时针方向旋转90°后进入下一道次挤压,具体的挤压路径如图2(b)所示,挤压速度为60mm·min-1,挤压道次分别为4,8,12,16,20道次,每4道次为一个周期,使整个试样圆周上的晶粒变形均匀。图1中的ED表示挤压方向,ND表示垂直向上的方向,TD表示垂直于ED-ND平面的方向。
对试样中心横截面有效变形区进行磨抛,抛光电解液由质量比为1∶3∶16的高氯酸、乙二醇单丁醚与乙醇组成,抛光温度和电压分别设为-20℃和25V,采用扫描电子显微镜(SEM),利用电子背散射衍射(EBSD)模式以及Channel5取向分析系统进行显微组织、微观形貌观察和织构取向分析。按照GB/T 228.1—2010,在试样上沿长度方向截取狗骨状拉伸试样,标距区域的横截面尺寸为2mm×3mm,标距长度为10mm,采用电子万能试验机进行室温单轴拉伸试验,拉伸速度为2mm·min-1,各进行3次拉伸试验。采用显微维氏硬度计对试样中心有效变形区的显微硬度进行测试,载荷为0.098N,保载时间为10s,相同道次下测10个点取平均值。
2、试验结果与讨论
2.1 对显微组织的影响
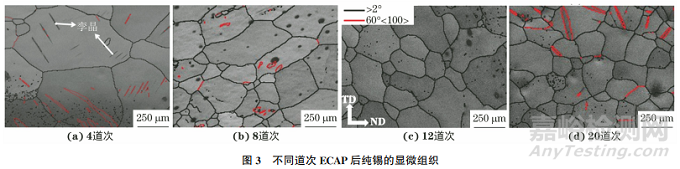
由图3可以看出,随着ECAP道次的不断增加,纯锡的晶粒明显细化,尺寸分布逐渐均匀。4道次ECAP后,纯锡的组织仍是粗大的晶粒,平均晶粒尺寸为850μm,原始锻态的粗晶变形不明显,变形晶粒内部出现了一定量的片层孪晶,晶粒细化效果不明显。8道次ECAP后,晶粒细化效果显著提高,组织中很难看到较粗大的原始晶粒,平均晶粒尺寸为265μm。经过12道次ECAP后,晶粒进一步细化,细晶粒排列没有方向性,此时细化效果明显减弱,平均晶粒尺寸为165μm,但晶粒尺寸分布不均匀,混晶组织未完全转变为细晶组织。20道次 ECAP后,晶粒的平均尺寸为150μm,虽与12道次ECAP后的晶粒尺寸相当,但晶粒尺寸分布更加均匀。12道次ECAP后,纯锡组织中部分尺寸较大的晶粒内部存在的大量滑移系开动,成为主要的消耗应力方式,使得大晶粒内部的应力较分散,且部分大晶粒的取向不利于发生孪生变形,从而抑制动态再结晶,致使大晶粒被保留。这样的现象可以通过进行更多道次的ECAP来减弱。随着ECAP道次的增加,动态再结晶程度增大,晶粒尺寸分布更加均匀,但无法进一步提升晶粒细化效果。
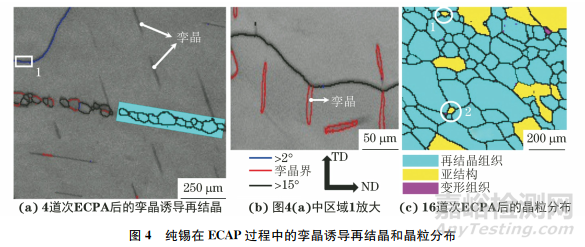
由于纯锡的再结晶温度低于室温,所以在室温ECAP过程中,纯锡同时发生加工硬化和回复、再结晶。由图4可以看出,4道次ECAP后大晶粒内部产生了不完全再结晶条带状组织,同时由变形累积的大应变使粗大晶粒局部应力集中加剧,并达到产生孪生的临界剪切应力,从而促进孪晶的形成;这些孪晶片层在后续的挤压变形过程中又成为动态再结晶的有效形核点。随着ECAP道次的增多,孪晶片层为释放其内应力而产生非均匀晶核,发生明显的动态再结晶,使变形孪晶逐渐被具有大角度的再结晶小晶粒所取代,最终形成与孪晶片层形貌相似的再结晶变形带组织。这是由于在变形过程中位错通过有效的动态回复作用而重新排列,形成了具有小角度晶界的胞状或亚晶组织,并在持续的ECAP过程中通过不断吸收位错而逐渐演化为大角度晶界;位错在沿着力轴的方向上不断运动,在垂直于力轴方向上沿着再结晶组织向两边不断增殖,使再结晶条带的边界不断伸长而形成穿晶再结晶链状组织,导致原始粗大晶粒被分割,从而形成均匀细化的晶粒。在ECAP过程中纯锡变形区的晶粒细化机制是在孪晶片层内部由高应变引发的连续动态再结晶;而非变形区域在热作用下持续发生亚动态或静态再结晶行为。因此,经16道次ECAP后纯锡出现动态再结晶晶粒(图中晶粒1和2)、静态再结晶晶粒(图中蓝色晶粒)以及未发生再结晶的原始晶粒(图中红色晶粒和其他黄色晶粒)共存的混晶现象。
2.2 对织构的影响
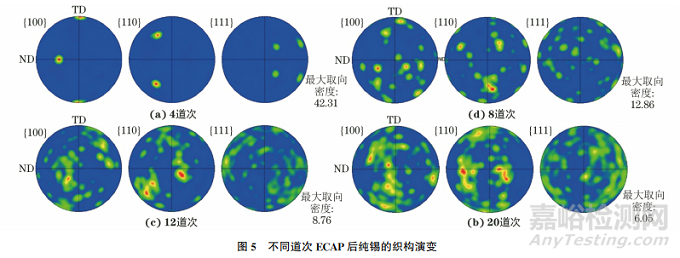
由图5可以看出,随着ECAP道次由4道次增加至20道次,纯锡的织构强度不断降低,最大取向密度从42.31降低为6.05。在ECAP道次不断增加的过程中,较集中的衍射散点逐渐分散,且散点面积明显增大。晶粒内部的再结晶、孪生、孪晶诱导再结晶及其形成的变形带,都使得变形后的晶粒取向相对于锻态晶粒具有较大的随机性,织构明显弱化。结合显微组织演变可知,孪生在变形过程中协调变形,改变晶体取向,使滑移系转动到有利位置,晶内孪生部分相对于未孪生部分产生新取向,这是变形过程中新织构产生的原因之一。在ECAP过程中,锻态大晶粒被不断破碎,与其取向不同的再结晶晶粒和孪晶不断增多,使得取向进一步随机化,从而引起织构的分散与弱化;同时,挤压道次间的方向旋转使上道次未能激发的孪晶系和滑移系在后续挤压过程中可能转为有利取向而得以激活。综上,纯锡在ECAP过程中织构的演变是由再结晶晶粒的定向形核、选择长大以及挤压道次间的方向连续旋转所致。
2.3 对力学性能的影响
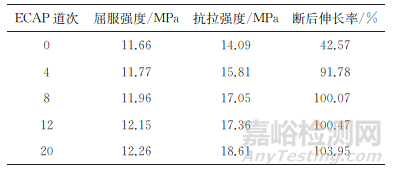
表1 不同道次ECAP后纯锡的拉伸性能
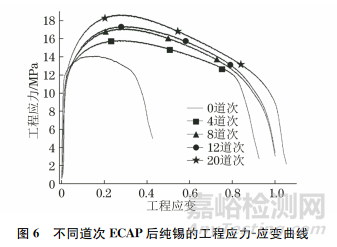
由图6和表1可以看出:纯锡的拉伸工程应力-应变曲线表现出典型的先加工硬化占主导后加工软化占主导的特征,随着 ECAP道次的增加,纯锡的屈服强度、抗拉强度和断后伸长率均呈升高的趋势。相比于锻态(ECAP道次为0),经20道次ECAP后,纯锡的屈服强度、抗拉强度和断后伸长率分别提高了5.14%,32.08%,144.19%。
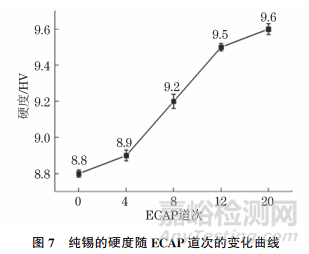
由图7可以看出:未经ECAP的锻态纯锡具有较低的显微硬度,仅为8.8HV;随着 ECAP道次的增加,显微硬度不断升高,20道次 ECAP后的硬度达到9.6HV;但12道次ECAP后,硬度随ECAP道次增加的升高速率减缓,这与该道次后晶粒细化效果减弱有关。
在ECAP过程中,由剧烈塑性变形引起的加工硬化机制以及细晶强化机制促进了纯锡强度、硬度和塑性的提高。纯锡的加工硬化是由变形过程中的多滑移、交滑移以及孪晶机制造成的。在纯剪切作用下,晶界和孪晶界阻碍了位错的运动,使位错在晶界前塞积,从而产生硬化效果;随着ECAP道次的增加,较大的应变积累有利于孪晶诱导再结晶行为,使锻态粗大晶粒得到不断的分割而细化,并获得分布均匀的组织。细化的晶粒组织提供了更多的界面以阻碍位错运动,使细晶强化的作用远超动态再结晶的软化作用。当ECAP道次少于8道次时,加工硬化为纯锡主要的强化机制;当ECAP道次多于8道次时,细晶强化为其主要的强化机制。在ECAP过程中,挤压道次间的方向旋转有利于激发更多的孪晶系和滑移系,且晶粒在模具通道中的不均匀受力使其获得较大的应变梯度和较稳定的位错结构,这有利于提高纯锡的加工硬化能力,在宏观上表现为力学性能的明显提升。
3、结 论
(1)在ECAP的剧烈剪切作用下,锻态纯锡晶粒中产生大量孪晶,随着ECAP道次的增加,纯锡发生孪晶诱导再结晶,晶粒尺寸变小;当ECAP道次超过12道次时,晶粒细化效果减弱,20道次ECAP后的平均晶粒尺寸达到150μm,尺寸分布较均匀;ECAP后纯锡组织出现动态再结晶晶粒、静态再结晶晶粒以及原始晶粒共存的混晶现象。
(2)随着ECAP道次的增加,纯锡的织构强度和最大取向密度降低,这是由再结晶晶粒的定向形核、选择长大以及挤压道次间的方向连续旋转所致。
(3)随着ECAP道次的增加,纯锡的硬度、屈服强度、抗拉强度和断后伸长率均呈升高趋势;与锻态纯锡相比,20道次ECAP后纯锡的硬度、屈服强度、抗拉强度和断后伸长率分别提高了9.09%,5.14%,32.08%,144.19%。当ECAP道次数少于8道次时,加工硬化为主要的强化机制;当 ECAP道次数多于8道次时,细晶强化为主要的强化机制。
引用本文:
程桑,张永皞,杨川,等.等径角挤压道次对纯锡显微组织与力学性能的影响[J].机械工程材料,2023,47(3):7-11,18.
Cheng S,Zhang Y H,Yang C,et al.Effect of Equal Channel Angular Pressing Passon Microstructure and Mechanical Properties of Pure Tin, 2023, 47(3): 7-11,18.
DOI:10.11973/jxgccl202303002