您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-11-30 16:17
概述
在口服固体制剂的生产工艺中,原料药粉碎往往是极为关键的单元操作。一方面,原料药的粒径可能影响药物的吸收。对于难溶性口服固体制剂而言,原料药的粒径越小,溶出越快,药物的生物利用度也可能随之改善。此外,原料药粒径对粉末的流动性、混合过程和粉末的分层有重要影响,而这些因素对生产工艺的稳定性有重要影响。因此,在口服固体制剂的生产中,往往需要对原料药的粒径进行控制,稳定的原料药粒径是工艺稳定和产品质量的重要保证。
在合成工艺中,口服固体制剂的原料药往往通过结晶获得。通过控制结晶过程,在一定程度上可以实现对原料药粒径的控制。但是在很多情况下,结晶所得的原料药粒径大小及粒径分布往往不能满足制剂的需求。因此,需要在制剂生产中对原料药进一步处理,即对原料药进行粉碎,将粒径控制在目标范围内。
原料药粉碎是一个资源密集型过程,持续时间长且能耗高,过程不利于控制。在工业领域应用的粉碎设备多种多样,原理和特点也各不相同,只有对原料药粒径需求和粉碎手段的特点有清楚的认知,才能更好的选择合适的粉碎手段。
从总体上看,根据粉碎时分散的介质不同,可将粉碎方法分为干法和湿法。其中湿法是将原料药分散在液体介质中进行粉碎,而干法则是在气体中(空气、氮气等)对原料药进行粉碎。固体制剂的原料药粉碎多采用干法。从机理上看,粉碎过程均是对颗粒施加作用力使其破裂的过程,常见的作用力包括冲击力(力快速地作用于颗粒表面);压缩力(力较为缓慢地作用于颗粒);摩擦力(平行作用于颗粒表面),不同粉碎设备的主要作用力不同,也产生不同的粉碎效果。
粉碎机理
粉碎设备和原理各不相同,但大颗粒破裂形成小颗粒的过程却基本类似,可以认为是粉碎的单元过程。认识这一过程,有利于深入理解设备参数和物料性质对粉碎结果的影响。
在粉碎过程中,粒径减小过程一般发生于颗粒与设备的碰撞或颗粒与颗粒之间的碰撞过程。在这期间,作用力首先作用于颗粒表面,颗粒发生弹性形变,当作用力超出一定范围,某些刚性颗粒表面或内部可能产生裂纹,或已有的裂纹进一步增长,裂纹增长到一定程度,便发生脆性断裂,大颗粒即分散成为小颗粒;而另外一些非刚性或半刚性的颗粒,应力作用的初期,仍然可能发生弹性形变,但是应力大小超过屈服强度时,则会发生塑性形变以抵消应力,这种塑性形变也会在颗粒中产生裂纹或让已有裂纹增大,进而可能发生断裂形成小颗粒。
原料药颗粒本身的缺陷位置各不相同,这种裂纹的产生位置和后续断裂发生的位置可能发生在颗粒本体部分也可能只发生在颗粒的局部表面。于是,每个颗粒的破裂方式不尽相同,因产生的颗粒大小并不均一,使粒径呈现统计分布特征。
大多数设备都有筛选或者分级装置,让未达到粒径要求的颗粒在粉碎腔内持续被粉碎,这种碰撞-破裂过程会持续发生,直至达到粒径要求限度,或达到设备粉碎极限粒径。随着粉碎的进行,由于颗粒粒径变小,颗粒中已有的裂纹减少,需要施加更大力才能产生新的裂纹。这种情况下,能够施加给颗粒的作用力往往只能使颗粒表面的缺陷扩大形成裂纹,颗粒表面部分发生破裂,颗粒表面则趋向于光滑。随着颗粒粒径的进一步减小,至作用力已经不足以使颗粒发现进一步的破裂,粉碎过程便达到了粉碎粒径的极限。
由以上粉碎的基本过程可以看出,设备所能够提供的碰撞过程是粉碎的关键过程,这主要包括碰撞能量、碰撞频率和持续时间。显然,碰撞的能量越高,能够达到的粒径越小;碰撞频率越高,粉碎的效率也越高;粉碎的持续时间越长,颗粒的粒径会越小,越接近于极限粒径。各种不同类型的粉碎设备有不同的原理和不同的机械设计,进而影响粉碎过程。在工艺与参数方面,能够影响到这3个方面因素工艺参数,都可能是关键工艺参数。
除去设备因素,材料本身的性质也是影响粉碎过程的关键因素。颗粒粒径减小过程涉及到颗粒的弹性形变、塑性形变和断裂等过程。与此相关的材料学性质包括杨氏模量(反应材料的弹性形变)、硬度(反应材料抵抗塑性形变的能力,有人推荐采用不同的莫氏硬度来选择合适的粉碎机种类)和断裂韧性(反应对裂纹增长的抵抗能力)等。影响到颗粒这些因素的初始物料参数包括粒径大小、晶型、晶癖、结晶度(缺陷数量)、杂质水平、含水量等。起始物料的性质稳定,有利于粉碎工艺的稳定,因此需要注意评估这些因素变化对粉碎工艺的影响。就原料药的来源而言,合成工艺最后步骤的结晶过程往往对这些初始物料参数有重要影响。因此,当原料药工艺最后一步的结晶工艺发生重大变化时,需要小心确证其对粉碎过程的影响,以便调整粉碎参数,使终产品的粒径符合要求。
设备选择
不同的制剂处方和制剂工艺对原料药的性质要求不同。难溶性药物的增溶要求原料药的粒径足够小,以促进溶出,但粉碎粒径越小,粉碎步骤的资源投入也越大;干粉吸入制剂则追求更高的原料药表面积;口服悬浮液可能要求粒径分布更窄。在处方工艺开发过程中,需要对原料药粒径范围对处方工艺的影响进行研究,进而确定合理的粒径范围。
目标粒径范围是选择粉碎的手段的首要考虑因素。不同的粉碎设备因原理不同,适合不同粒径范围的粉碎,其粉碎的粒径的极限也各不相同。在制粒过程常用的整粒机,适合结团固体分散成小粒径;常见的锤击式粉碎机,能够达到的粉碎极限一般在19~75μm;而气流粉碎的粒径Dv(90)一般能够达到十几到几微米,极限粒径可以达到2μm。
粒径分布也是粉碎设备选择也是需要考虑的重要因素。小粒径粒子因表面积大,表面活性强,往往对粉体的流动性、稳定性、引湿性等有重要因素;大粒径粒子对含量均匀度可能产生明显因素(尤其是在低剂量制剂中)。因此,在制定原料药粒径表征时,不能单纯的只是规定Dv(90),而是需要对分布进行控制,例如同时设定Dv(90),Dv(50)和Dv(10)的限度。但在实际生产中,粉碎过程较为复杂,成品的粒径分布很多时候也不是单峰分布,粉碎成品的粒径分布其实非常难以控制。这要求粉碎设备需要对不同粒径大小的颗粒有一定的筛选手段,使成品的粒径分布更窄,更利于实践上的控制。锤式粉碎机通过筛网控制最大的粒径。漩涡式气流粉碎机,其用于粉碎的旋涡气流除去粉碎作用,还有一定的分级作用,粒径小至一定程度才能脱离粉碎气流,旋涡气流的分级效果与仪器参数和物料性能都有重要关联;如果对粉碎的粒径分布要求较高,也可以考虑配备专门的分级设备,例如,流化床气流粉碎一般就配备独立的分级装置,将未达到粒径要求的颗粒送回粉碎腔继续粉碎。
稳定性是需要在粉碎过程中重点考虑的因素,这包括物理和化学稳定性。粉碎过程中颗粒碰撞,会不可避免地伴随热效应和压力效应,这有可能造成原料药的杂质增加或晶型转变。一般的机械粉碎过程(万能粉碎机和锤式粉碎机等)的热效应更为严重,机械运转的产热和颗粒碰撞的产热,在粉碎腔内很难散逸,在长时间粉碎或加料量过大时,热量集聚,温度升高很快,造成不利影响,例如物料变软甚至融化等。很多锤击式粉碎机都配备有冷却装置,能够起到一定的改善作用。但是总体上说,熔点过低(90~100℃)的化合物不适用于常规的机械粉碎。气流粉碎在形成高速气流时能够实现降低温度,同时不断散逸的空气也能不断地带走热量,可能适用于温度敏感的化合物粉碎。除了粉碎过程中稳定性,粉碎后原料药的稳定性也需要足够关注。一般而言,粒径减小的原料药表面积增大,晶体表面的缺陷增多,化合物的结晶度下降,表面的吸附作用和反应性相对于大颗粒大大增加,对于水分、氧气等因素的敏感性大大增强,这需要根据不同化合物特性采取相应的措施。例如,控制环境湿度、采用氮气保护等。
除去设备因素考虑外,原料的物料性质也是选择粉碎设备的重要因素。目前较为常见的是根据物料硬度可以选择合适的粉碎设备。在粉碎过程中颗粒和设备表面碰撞摩擦严重的设备不适合高硬度的物料粉碎,例如销棒式粉碎机,而粉碎过程主要通过颗粒之间的碰撞实现的粉碎设备则适合粉碎高硬度物料,例如流化床式气流粉碎机。原料药颗粒粘连结团是原料药生产中常见现象,在粉碎过程中可能造成进料口堵塞,影响工艺的顺畅性,可以采用整粒机甚至过筛过程适合将这些结团进行分散。除此之外,需要主要初始物料的水分或其他残留溶剂的控制,水分或残流溶剂过高会让物料的脆性下降,粘性增强,不利于粉碎,容易在粉碎室中发生结团,影响粉碎过程。对于某些粘性很强不适合直接粉碎的物料,可以采用深冷粉碎方式,用冷风冷却物料提高物料脆性,再同时完成粉碎过程。
设备简介
固体制剂生产中的常用的原料药粒径粉碎设备包括锤击式粉碎机、万能粉碎机和气流粉碎机等,可以根据原料药的粉碎目标,结合不同类型的粉碎设备特点和物料特性选择合适的粉碎设备(表1)。
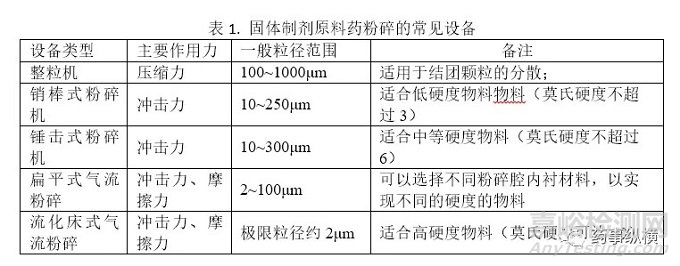
下面对一些常用的原料药粒径粉碎设备进行简要介绍:
锤击式粉碎机的粉碎原理主要是通过高速转动的锤片/锤子不断捶打原料药颗粒,颗粒进一步与粉碎腔体、或颗粒间发生碰撞,这些过程中都能够有效降低颗粒粒径。当颗粒粒径小至能够穿过选定的筛孔,则从粉碎腔体内排出。锤击式粉碎机的生产能力较大,能耗小,比较适合脆性药物的粉碎。一些粘性物料,通过机械捶打不易发生颗粒破裂,不适用于锤击式粉碎,但可以将物料冷却以提供物料的脆性,增加粉碎的容易程度。此外,锤击式粉碎产生热较为严重,需注意物料的稳定性,熔点低于100℃的化合物不合适采用锤式粉碎等机械粉碎方式。锤击式粉碎机一般适用于10μm以上的粒径要求的粉碎。与锤式粉碎机粉碎效果的相关的因素一般包括锤片的形状和安装方式、转速和进料速度等。
万能粉碎机一般指某种类型的粉碎头(销棒式,桨叶片、锤式等)安装在可高速旋转的转轴上,粉碎头的高速旋转,施加作用力于物料,以实现其粉碎。其粉碎过程与锤式粉碎机类似,但其旋转速率往往更高,粉碎装置直接固定于旋转轴上,除旋转外无法活动。因此,这种粉碎过程产热更高,对粉碎头本身的磨损会更加严重,因此仅适用低硬度的物料粉碎。万能粉碎机的粉碎效果的很大程度上受到自身的机械设计的影响,其他影响因素还包括进料速率、转速、物料初始粒径、出料速度等。
螺旋气流粉碎机是一种较为常见的气流粉碎机,机械结构和粉碎操作均相对简单。压力气流通过加料喷嘴将物料以一定速度带入粉碎室。圆环型粉碎室外围有数个喷嘴处于同一平面,其向粉碎室喷射速度高达300~500米/秒的气流,形成漩涡气流,使进入粉碎室粒子随气流高速运动,粒子与其他粒子或粉碎腔体,发生激烈的碰撞、摩擦而被粉碎。粉碎过程主要发生与颗粒与颗粒之间的碰撞,其次才是颗粒与粉碎腔体的碰撞。粒子在气流中的圆周运动会产生一定的离心力,随着粉碎的进行,粒子粒径减小,质量减小,所受到的离心力也越来越小。当离心力足够小时,粉碎室向外排除的气流会将粒子带到漩涡气流的中心,随气流排除粉碎室,完成粉碎过程。这种漩涡气流让粉碎和分级过程同时,有利于能够获得粒径分布更窄的终产品。但是处于漩涡气流中的受力比较复杂,与粉碎腔内的物料浓度相关,此外,粒子受到的不是单纯的离心力和气流作用力,因此这种分级效果并不是十分完善。影响其粉碎效果的参数一般包括进料压力、粉碎压力、进料速度等。一般粉碎压力越大,粒径越小,但压力超过约13bar,粒径进一步减小有限,有时,压力过大还可能不利于粉碎过程;进气压力应略大于粉碎压力,避免粉碎腔的压力过大而造成反吹。但是进气压力过大,会对漩涡气流造成干扰,减小颗粒在粉碎腔的停留时间,降低粉碎和分级效果;而进料速度存在优选的中间值,进料过慢或过快,粉碎腔内颗粒数量过少过多都可能影响粉碎效果。
(注:本文系笔者根据相关资料和自身经验整理总结所得,鉴于水平有限,难免存在谬误疏漏之处,还请读者谅解并不吝赐教。)
参考文献:
(1)王永强,王成端;气流粉碎机动态参数对粉碎效果影响的研究;中国粉体技术;2003(9);
(2)石毫钧,毕红香;原料药微粉气流粉碎技术浅析;科学家;2017(12);
(3)张雷,阮竞兰,锤片式粉碎机工作性能影响因素及研究现状,包装与食品机械,2013(31);
(4)阎永伟;扁平式气流粉碎机工作介质压力和进料速度的研究;河北企业;2016(2);
(5)A.Brunaugh et al.;Process optimization and particleengineering of micronized drug powders via milling;Drug Deliv. and Transl. Res.;2017(13);
(6)Naik andChaudhuri;Quantifying Dry Milling inPharmaceutical Processing: A Review onExperimental and Modeling Approaches;JOURNAL OF PHARMACEUTICALSCIENCES;2015(104);
(7)JackZhang;Formulationand Analytical Development for Low-Dose Oral Drug Product;Chapter8;
(8) Larry L. Augsburgerand Stephen W. Hoag;PHARMACEUTICALDOSAGE FORMS: TABLETS,Chapter5。

来源:药事纵横


