您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2019-08-07 11:38
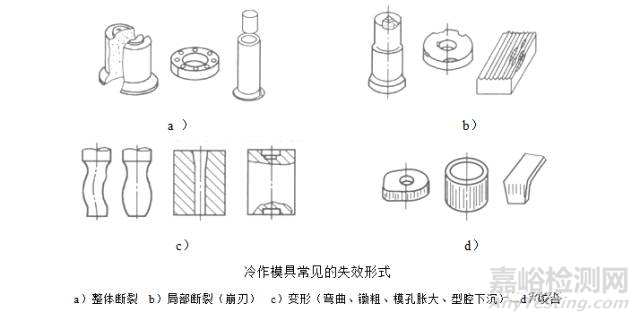
冷作模具主要包括冲裁模、冷挤压模、冷拉深模、冷镦模、拉丝模等。冷作模具的工作条件是在常温下,主要完成金属及非金属材料的冲裁、弯曲、拉深、镦锻、挤压等工序。冷作模具在工作时,由于被加工材料的变形抗力较大,模具的工作部分承受很大的压力、弯曲力、冲击力和摩擦力等,其刃口或工作表面产生剧烈的摩擦与磨损,其常见的失效形式有磨损、断裂、塑性变形、咬合及多冲疲劳等失效。
磨损
冷作模具工作部分与被加工材料之间的摩擦而引起的物质损耗,能使工作部位(刃口、冲头)形状和尺寸发生变化而引起失效,如冲裁模的刃口变钝,冷镦模的工作表面出现沟槽等。
磨损失效包括正常磨损失效与非正常磨损失效。对于冲模、冷挤压模,在保证不断裂的条件下,工作部分磨损到无法修复的程度属于正常磨损;非正常磨损则是在局部高压力作用下,模具工作表面与被加工材料间发生咬合,引起坯料表面形状与尺寸发生突变,或产品表面出现严重划痕等导致失效,如冷拉深模、弯曲模及冷挤压模中容易出现此类缺陷。
冷作模具在使用过程中突然出现裂纹或发生破损而失效,按其损坏情况可分为局部破损(如剥落、崩刃、掉牙等)和整体性破损(如碎裂、断裂、胀裂、劈裂等)。其共同的特点是破损大多数产生在受力最大的工作部位,或是在断面变化的应力集中处。
按其断裂过程的特征,可分为脆性断裂和疲劳断裂两种形式。脆性断裂主要是由于模具存在冶金缺陷、工艺缺陷,或因操作不当发生超载造成的;疲劳断裂主要是由于循环应力所致,其常见于各种重载模具,如冷镦模、冷挤压模。
冷作模具在使用过程中发生塑性变形,失去原有的几何形状,通常发生在硬度偏低或淬硬层太薄的模具,具体表现为凸模镦粗、弯曲,凹模型腔下沉塌陷、棱角塌陷、模孔胀大等。
咬合
当被加工材料与模具工作部位接触时,在高压力摩擦下,润滑油膜破裂,发生咬合。此时,被加工件金属“冷焊”到模具型腔表面,导致被加工产品表面出现划伤。咬合失效常见于弯曲、拉深、冷镦、冷挤压等工序。
多冲疲劳
冷作模具承受的载荷大都是以一定冲击速度和能量反复作用,其工作状态与小能量多冲疲劳试验相似。由于模具材料硬度高,多冲疲劳寿命多在1000~5000次,而且裂纹萌生期占寿命绝大部分,疲劳源和裂纹扩展区不明显。重载模具,如冷挤压模、冷镦冲头等易发生此类失效。
实例
Cr12MoV钢冲模线切割开裂问题分析。
(1)原因分析
冲模用于加工一汽“大众”A4与“捷达”5V踏板机构总成等产品。冲模在线切割加工时,经常发生模具开裂(见图2)问题。经过分析,模具线切割开裂原因主要是:内部存在淬火残余内应力、材料韧性低。当模具体积较大时,模具经热处理后会产生内应力(表面为拉应力,内部为压应力),当两种内应力相互抵消而保持内应力平衡状态时,不易使模具开裂;而模具在线切割加工时,拉应力增大,将破坏其内应力平衡,加上高碳钢模具材料韧性低,则易使模具开裂。统计发现,此种情况多发生在模具厚度超过50mm时。
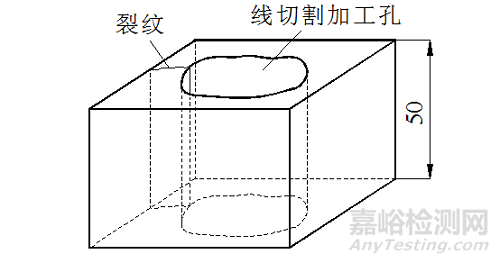
图2 Cr12MoV钢冲模线切割开裂示意
(2)对策
1)选用合理的淬火冷却方式。在满足技术要求的前提下,尽量缓慢冷却,如采取风冷、空冷(如Cr12MoV、DC53钢等)、分级和等温淬火的冷却方式,不要直接用油冷却,从而降低淬火残余内应力。
2)提高回火温度。为了消除残余内应力,提高材料韧性,在模具材料具有很好的耐回火性前提下,回火温度控制在360℃以上,宜采用500℃回火。对于Cr12MoV、DC53等具有二次硬化的材料,若回火温度太低,在模具线切割加工前进行磨削加工时,也容易产生磨削裂纹。对此,可将传统冲模硬度要求58~62HRC降低为55~58HRC,尤其对大型复杂模具,依据工作载荷大小选取,载荷大的取下限。通过采取以上措施,经磁测应力测试,模具的残余内应力基本消除。
3)改变加工工艺过程。在模具淬火前预先钻通孔,并用带锯或铣刀将孔连接起来(见图3a),即可避免模具在线切割加工时产生畸变和开裂;或者在淬火前预先留出30~50mm厚的刃口(见图3b),在热处理时可减少部分应力,则在线切割加工时能够避免模具开裂。
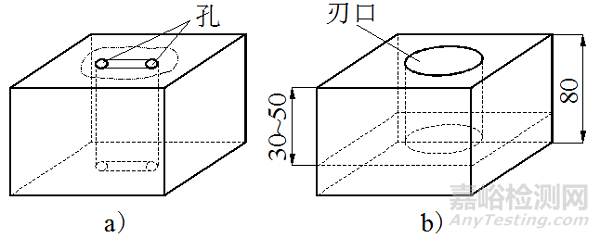
a)预先钻孔 b)预先留出刃口
图3 改变加工工艺过程示意
4)选用合适模具材料。优选模具钢材,如采用电渣重熔Cr12MoV钢,或者日本大同公司的DC53、奥地利百禄的K340钢等。
5)采用真空热处理工艺。Cr12MoV钢模具经1020℃ × 1.5min/mm真空加热后,气冷至70℃左右,及时进行回火,回火温度360~400℃,保温2h,回火2次,出炉风冷至室温。对于大中型模具(截面尺寸50mm以上)必须回火2~3次。

来源:机械工业出版社


