导读
在对接焊缝超声波探伤过程中,常常会遇到焊缝结构、仪器、探头及耦合不良等因素引起的反射回波。这些反射回波不是由焊缝内部缺陷引起的,所以称为干扰回波或称为伪缺陷波。
由于干扰回波的存在,影响了对焊缝缺陷的准确判断,增加了判断的复杂性,容易造成误判和漏判。
为了表征干扰回的影响,较准确地判断焊缝内部缺陷,必须系统地、熟练地掌握超声波探伤的理论知识,结合仪器、探头及焊缝实际结构进行综合判断。
在诸多干扰回波中,由焊角所引起的干扰回波是超声波探伤中最常见的。
本文总结了对接焊缝超声波探伤过程中最常见的几种焊角干扰回波的产生原因与判断方法, 以加深操作者对其特征的认识与掌握,简捷地排除其干扰, 准确地判定缺陷,并能对其他类型的干扰回波做出正确的分析与判断。
一、焊角回波的分析与判断
1.焊角回波产生原因
焊角回波的产生原因主要是由于焊角处轮廓法线方向与超声波主声束入射方向相同或相近, 部分声能沿原路径返回,其反射信号被探头接收, 在示波屏上显示为回波。
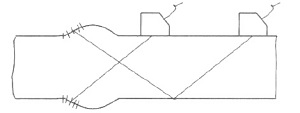
图1为焊缝余高过大,引起焊角处突变过渡示意图。
当使用某一范围内的K值探头进行探伤时,其声波入射方向与焊角处轮廓法线方向相同或相近,产生焊角回波。
而且由于凹面反射的聚集作用,焊缝余高越大, 聚集面越大,反射声能越集中,焊角回波越强。
对于自动焊缝,余高虽然不大,但焊角处常会突变过渡,同样会产生焊角回波。
如果余高很小,几乎没有聚集作用,而且反射面小,其焊角反射信号微弱,在正常灵敏度条件下则不足以引起焊角回波。
图1 余高过大、焊角突变过度示意图
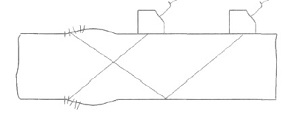
当焊缝余高不大,且焊角处平坦过渡时(如图2),其焊角处轮廓法线方向与超声波入射方向夹角很大,不易产生焊角回波。
图2 余高不大、焊角平坦过度示意图
总之,焊角回波与焊缝余高、焊角过渡状况、焊缝的外型、探头入射角及探伤灵敏度等因素有关。
焊缝余高越大,焊角处突变越烈,其轮廓法线倾斜越大,出现焊角回波的可能性就越大。
2、焊角回波特征及判断方法
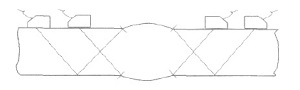
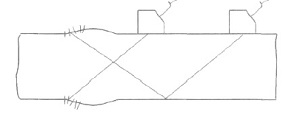
a.焊角反射回波具有单侧检测特征。只有远离探头一侧的焊角才可能产生焊角回波,即焊角回波只能在与其相对的一侧才能探测到。
如图3 所示,靠近探头侧的焊角由于其轮廓法线方向与超声波入射方向近于垂直,不产生焊角反射。而焊趾裂纹和咬边反射在焊缝两侧都能探测到,根据这一特征可采用双侧探测法予以区别。
图3 焊角反射回波单侧检测示意图
b.焊角回波在示波屏上最大回波位置所代表的深度和水平距离与焊角位置基本相同。
一般情况下,1次波发现的焊角回波深度应等于或稍大于2倍母材厚度T,焊趾裂纹和咬边反射的深度则符合下式:1次波时:h≤T;2次波时:h≤2T。
但由于仪器调节误差、检测误差等原因,或由于母材厚度减薄、对口错边、不等厚板对接等原因,焊角回波深度也可能小于母材厚度,此时易与缺陷波相混淆,应结合焊缝实际结构仔细检测判别。
c.2次波检测时,可用手指沾油拍打远离探头侧的焊角,焊角回波会明显跳动。
d.探头沿焊缝方向平行移动时,焊角回波的平及深度位置基本不变,回波幅度变化不太剧烈。而焊趾裂纹和咬边的回波幅度变化剧烈, 波形尖锐,且位置可能发生变动。
二、焊角处引起的“山形回波”
图4 “山型回波示意图”
1.产生原因
如图4 所示,当超声波主声速方向与焊角处轮廓法线方向之夹角α小于第三临界角αⅢ时,界面处除反射1个横波S2 外, 还会产生1个变型纵波L。
当α远小于αⅢ时, 变型纵波L会射至c、b等处,相应地,反射横波S2会射至c、d等处,这些地方的轮廓法线方向与声波入射方向相同或相近,因此会在示波屏上产生2个反射回波,即L与S2。
另外,由于α较小,入射声速S的一部分会直接由焊角处返回探头, 形成焊角回波S1。
这样,S1、S2 与L 波形成1个如汉字“山”形的回波群,故称“山形回波”。
图5 一次被检测的“山型回波”
图5所示为1次波检测的“山形回波”,在辨别不清时,易误判为热影响区裂纹:按通常的定位方法计算,则山形回波既有一定深度,其水平位置在探头对侧的热影响区上,且回波能量较强,又有一定长度,隐显热影响区裂纹特征。
2次波检测的“山形回波”,其S1波位于2倍板厚2T位置附近。
2.“山形回波”的特征及判断方法
a.如图4所示,“山形回波”中L波与S2波声程相近,但L波为变型纵波,而纵波声速远大于横波声速,所以在荧屏上L波落在S2 波之前。
以钢焊缝为例, 其纵波声速CL=5900m/s,横波声速CS=3230m/s, 设L波与S2波声程相等,则l1/l2=CS/CL=0.55(l1、l2 见图5), 即在荧光屏上,L波位于S1与S2波之间距的0.55倍处(与S1的距离)。而S2波在荧屏上的具体位置则与定位方法有关。
设S2波的实际声程为SⅡ,则:
深度定位时:
l2=SⅡ·cos(tan-1K) (1)
水平定位时:
l2=SⅡ·sin(tan-1K) (2)
根据公式(1) 和公式(2) ,可计算出S2波和L波在荧屏上出现的位置,但这只是一种辅助判断法。
b.由于“山形回波”是从焊缝表面反射的,同样可用手指沾油拍打焊缝表面,“山形回波”会明显跳动。
c.“山形回波”是由于焊角回波所派生的,而焊角回波只能在与其相对的一侧才能检测到,所以“山形回波”也具备这一单侧检测特征。即同一个“山形回波”只能在焊缝一侧检测到,换到另一侧检测时,可能出现另一个“山形回波”,但绝不会出现同一个“山形回波”。
因此,可以用双侧检测法将“山形回波”与缺陷区别开来。
3.特殊的”山形回波“
需要指出的是,由于各反射源的反射面积及法线方向不同,引起反射回波能量及回波方向的差异,因此“山形回波”并不总是3个波峰一起出现。
有时候只有1个S2波或L波, 有时候则是这3个波中任意2个一起出现, 有时候探头适当转动一下后3个波形又可以完整地展现出来。
另外,S2波和L波还可以分别派生出2个子波, 在能量足够且各子波入射方向与入射点处轮廓法线方向相近时,各子波返回探头,在荧屏上出现一个复杂的“山形回波群”。
这种复杂“山形回波群”也并不总是几个波峰同时出现,有时只是其中几个波峰的组合。
无论“山形回波”怎样变化,只要结合上述特征进行综合判断,总是可以将其与缺陷波区别开来。
结论
a.需对荧屏上检测出来的所有波形进行全面分析判定。
b.对于某一波形要全面分析它的特征,绝不可单凭1个或2个特征下结论。某一波为缺陷波, 它就应具有该缺陷波的全部特征,即使由于种种原因该缺陷波的部分特征表现不明显,也决不应出现和该缺陷波相矛盾的特征。
另外,某些干扰回波可能出现类似于缺陷波的一些特征,但它一定会表现出和缺陷波相矛盾的特征。
c.精确定位,合理选用探头,事先熟悉焊缝结构,两侧探测,拍打相应部位等都是鉴别真伪缺陷回波的有效方法。
d.超声波探伤是一门比较复杂的检测技术,但只要掌握了正确的分析与判断方法,并注重实验比对和经验积累,就能够比较准确地做出评判。