自然界有种现象叫“同性相斥异性相吸”,电泳涂料的涂覆成膜就是利用了这一原理。电泳涂料加入去离子水搅拌均匀的过程是熟化,熟化后的电泳涂料称为槽液。将具有导电性的被涂物作为阳极(或阴极)浸入槽液中,在槽中另设置与其对应的阴极(或阳极),通过直流电场的作用,带电荷的涂料开始完美演绎这一现象,向相反的电极(被涂物)方向移动,在被涂物的表面沉积析出形成涂膜,因此电泳涂料又称为电沉积涂料。
电泳涂料是一种仅适用于电泳涂装的专业水性涂料,其具有环保、低污染;泳透率高;利用率高以及涂膜的防腐蚀能力强等优点,一经问世就在表面处理行业中得到了广泛的应用。根据被涂物在电泳涂装过程中所处极性不同,电泳涂料可分为阳极电泳涂料和阴极电泳涂料。由于阴极电泳涂料具有更好的涂装稳定性和涂膜性能,逐步代替了阳极电泳涂料。阴极电泳涂料产品类型又可分为单组分和双组分电泳涂料,还可按膜厚度分为薄膜型、中厚膜和厚膜型阴极电泳涂料。随着阴极电泳涂料不断发展,又开发和研制出许多功能性阴极电泳涂料,如低温固化型、耐候性、多彩型丙烯酸阴极电泳涂料等等。
泳透力是电泳涂料在涂装过程中深入被涂物背离电极部位泳上涂膜的能力,简单点说就是使结构形状复杂的工件(内面、凹面、缝隙等处)全部表面均匀涂上漆膜的能力。泳透力的高低直接影响涂装生产效率和其漆膜防腐性,是衡量一种电泳漆好坏的重要指标。同等电泳条件下,电泳涂料在产品上的沉积效率,也称泳透率,泳透力是涂料本身的性质,泳透率是一种效率性质,一般情况下两者成正比。
2、 泳透力的测定方法
行业中最常用的泳透力测定方法是福特盒法和4枚盒法,目前这两种方法与原行业标准HG/T 3336《电泳漆泳透力测定法》中的玻璃管法、HG/T 3339《电泳漆泳透力测定法(钢管法)》一起,被收录在2012年首次修订的行标HG/T 3334《电泳涂料通用试验方法》中。
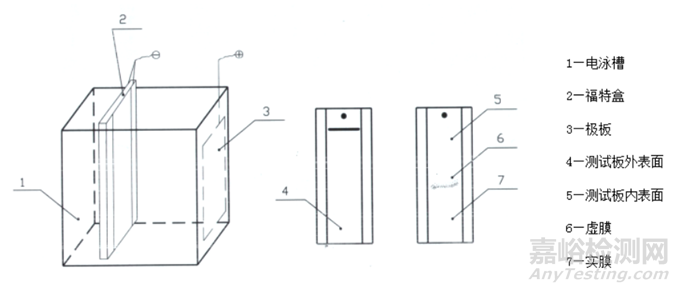
福特盒法又称抛射盒法,是用PVC塑料为隔条与2块磷化钢板固定粘贴,制成上下空,两边用胶带封闭的福特盒。福特盒放入电泳槽中,电泳槽一侧的不锈钢板接正极,福特盒接负极,电泳后,将福特盒拆卸,试板处理干燥后测量内表面涂膜厚度,找出膜厚5µm的位置,测量其至底边的高度,其数值即是电泳涂料直观泳透力值。试验装置如图1所示。
图1 福特盒法泳透力测定装置
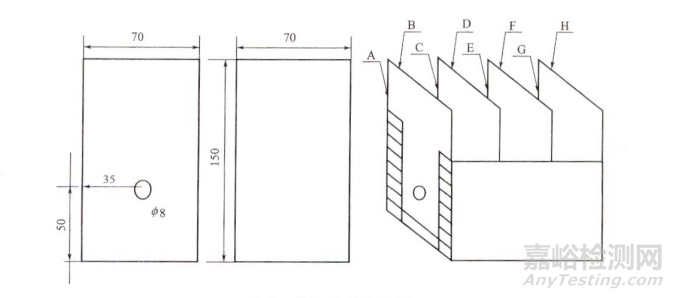
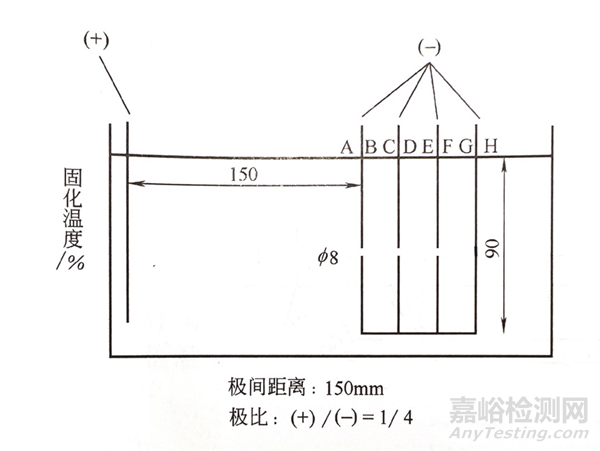
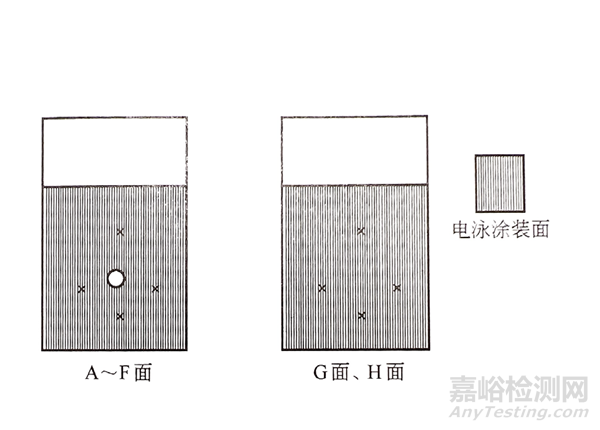
4枚盒法以试板各部位的膜厚作为评价对象,与其他方法相比,更接近于模拟生产实际,直观反映出材料的消耗量,因此被广泛采用。用4块磷化钢板作为试板固定制成4枚盒,其中3块距底端50mm中心处钻孔,试板从左到右顺序记为A~H,见图2。将4枚盒放入电泳槽中,试板之间用导线连接,极板接正极,4枚盒接负极,见图3。电泳后将盒解体,测出烘干后试板每面“X”4点(试板边缘到中心距离的中点)的涂膜厚度,取平均值。当A面膜厚达到(20±2)µm时,G面膜厚越高,也就是内外表面膜厚差越小,表明该涂料的泳透力越好,以 G/A 膜厚比值表示,见图4所示。
图2 4枚盒
图 3 4枚盒泳透力测试方法示意
图 4 膜厚测定
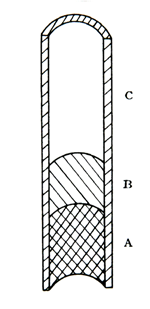
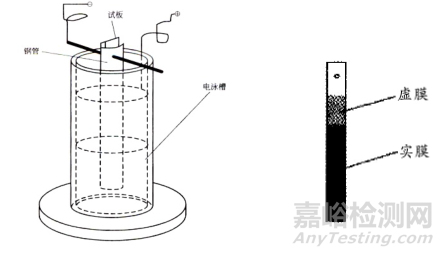
行业最早使用的测试方法是钢管渗入法,用于测定泳透力较高的涂料。将钢管浸入槽液进行电泳,烘干后据开钢管,管内壁电泳的涂膜呈现A(完全涂有漆层)、B(A与C的过渡部分)、C(完全未涂上漆)三种状况,量出A、B之高,以HA+HB/2作为漆膜的渗入高度,即为直观泳透力值,见图5。其泳透机理为电泳进行时,首先涂覆在被涂物电场分布的最强部位,即几秒钟内管外壁和管口完全被涂覆,随着管子外表面涂层电阻增加,电场进入被浸入槽液一端的管子内,一直涂覆到管子更上端没有足够电场来沉积的部位。该方法美中不足的是,每测一个数据,必须将管子锯开,否则管内壁的电泳状态无法直接观察;也无法保存留样;且精确划分 A、B、C部分也较因难,因此长春第一汽车制造厂以此为基础进行了改进,研制出“一汽钢管法”,目前该方法收录在行标中称为钢管法B,即将试板插入不锈钢管内,浸入槽液200mm,极板为紧贴绝缘容器内壁的薄紫铜片围成的圆筒,引出导线进行电泳,测量试板上虚膜长度(A)和实膜长度(B),用公式涂膜泳入高度(A+1/2B)/钢板条浸入槽液深度(200mm)×100%计算出泳透率,见图6所示。
图5 钢管电泳后的漆膜状态
图6 钢管法B泳透力装置及试板电泳分布状况
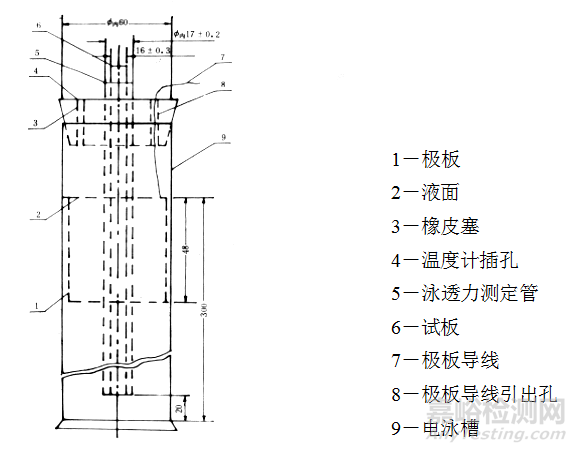
玻璃管法用于阳极电泳涂料,以玻璃圆筒作为电泳槽,上配橡皮塞,橡皮塞中心装一玻璃管,同时开有温度计及导线出孔。极板为贴壁于电泳槽内上下无底的马口铁圆筒,试板插入玻璃管中央,泳毕量取试板两面泳漆高度,取平均值,见图7。以三块试板泳漆高度的平均值为被测试样的泳透力。行标中的钢管法A与玻璃管法装置、测定方法、结果表示一致,不同点在于阴阳极对调,用于阴极电泳涂料的测定。
图7 玻璃管法测定装置图
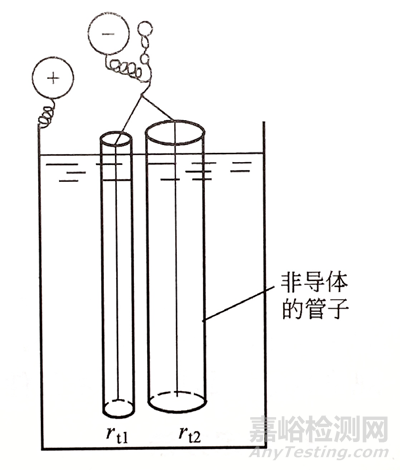
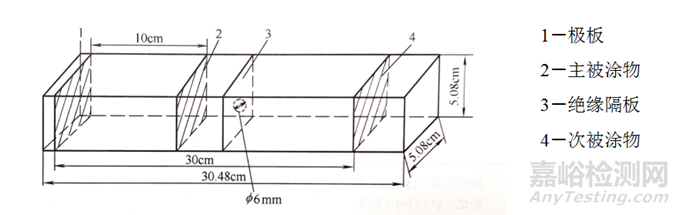
此外,泳透力测定方法还有金属丝试验法、楔形板法、泳透池法等。金属丝试验法采用很便宜的金属丝进行试验,较为实用并易实现。把金属丝插入半径为rt非导体管子中,管子和金属丝固定于电泳槽中,电泳后,测金属丝被涂长度,即为直观泳透力值,如果把金属丝插入两根 (或更多根)不同半径的管子内时,如图8所示,可同时进行同一电泳涂料条件下不同a/L(a为管子的横截面积πr2,L为管子的圆周长2πr)金属丝试验。楔形板法是将两块试板组成V字型试件,因此也称V形板法,将试件浸入电泳槽,角顶与极板间距为10mm,泳毕检查其内表面上涂膜面积,比较A、B、C三处厚度差别,以确定涂料的泳透力大小,无涂料区域越小,则泳透力越好,见图9,该方法只能定性而不能定量地说明问题。泳透池法是在与另一个面积比较的情况下,测定一个被涂件上厚度的比值,采用有机玻璃泳透池来测定,将极板置于被隔开的电泳槽一端,主被涂物在同一槽中,与极板间隔10cm,次被涂物放于被隔开丝网另一半槽中,距极板30cm,见图10,在主被涂物上施以一恒定的电流,测定次被涂物上电流随时间的变化和电泳终了时,主、次被涂物上的漆膜厚度。按照次被涂物上的漆膜厚度/主被涂物上的漆膜厚度×100%计算出泳透力。
图 8“金属丝”试验装置
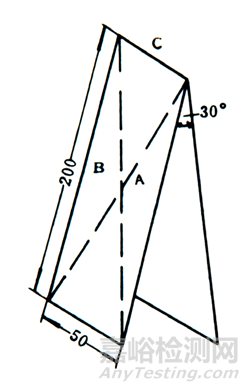
图 9 楔形板法测泳透力示意图(单位为 mm)
图10 泳透池图解
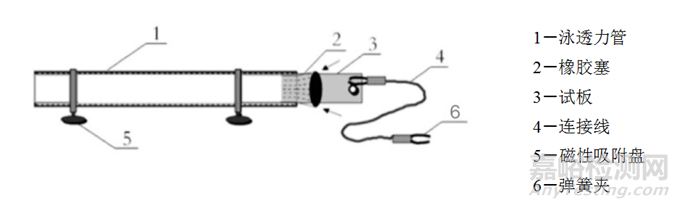
以上方法均需要在实验室的电泳槽中模拟现场施工环境才能完成,为便于现场测试,有汽车厂家开发出一种便携式泳透力仪器。该仪器由PVC泳透力管、橡胶塞组成,将试板放入泳透力管内,保持相对固定,从管塞中引出连接线与车身实现电连接,见图11,将泳透力管固定于待电泳的车身上,且保持竖直方向。泳毕测量试板上膜的范围,与标准进行对照,从而判定泳透力是否在合格的范围内。便携式泳透力仪器制作简单,成本低、体积小、轻便易携,用于现场测试,可避免因人为因素对测量结果的影响,具有很好的实用性。
图11 现场检测电泳涂料泳透力仪器示意图
泳透力是电泳涂料的重要特性之一,泳透力的大小与电泳涂料槽液的电导、湿涂膜的比电阻和涂装工艺参数有关,虽然测定电泳涂料泳透力的方法很多,但同一种电泳涂料,用不同的方法测定,其结果是不同的。所以,在测定泳透力时,必须明确试验方法和电泳条件,而不能随意根据某种电泳涂料的泳透力数值来判断其优劣。
作者:虞莹莹
单位:中海油常州涂料化工研究院有限公司
来源:第21届水性技术年会暨水性技术展论文集