您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-09-22 05:36
钴棒中的Co-59在反应堆运行时吸收中子,生成具有一定比活度的Co-60放射源,可作为医疗和工业用辐照源。钴块电镀是钴调节棒组件试制项目中的核心部分,是在烧结钴块表面均匀地镀上一定厚度的镍层,可起到防腐蚀、防污染等效果,在Co-60的封装和使用中具有重要意义。钴块镀镍层与基体结合质量的好坏、镀镍层的质量及镀镍层的厚度都会直接影响反应堆的使用安全性和Co-60分装用热室的使用寿命,因此对钴块镀镍层与基体的结合质量、镀镍层的质量及其厚度的检测显得格外重要。钴块镀镍层金相检验试样制备方法直接影响金相检验结果的准确性。研究人员从镶嵌方法、镶嵌材料和取样方法3个方面对钴块镀镍层金相检验试样制备质量的影响进行了研究,制定了合适的钴块镀镍层金相检验试样的制备方法。
PART 01 试样制备方案
镀镍层钴块为6.2mm×25.1mm(直径×高)的圆柱体,确定镶嵌方法后再对热镶嵌时不同型号的电木粉进行研究,最后对不同取样方法进行分析。
冷镶嵌:采用环氧树脂加固化剂作为镶嵌材料,操作时先用有机玻璃管在试样周围制作一个模壁,再将已搅拌均匀的镶嵌料注入模内,在室温(25℃)下或烘箱内固化。镶嵌材料为环氧树脂、邻苯二甲酸二丁酯和四乙撑五胺,其中环氧树脂为基体材料,具有不腐蚀、绝缘和应力小的优点,邻苯二甲酸二丁酯为基体材料稀释剂,可使基体材料韧性增加,四乙撑五胺易使基体材料凝固。室温固化24h左右。
热镶嵌:将电木粉和镀层试样放入镶样机,设定保温时间为4min,压力为20psi(1psi=6.895kPa),温度为150℃,对镀层试样进行镶嵌。
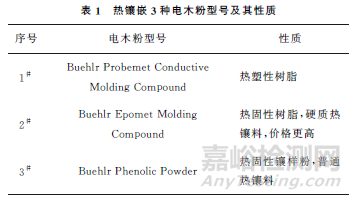
热镶嵌3种电木粉型号及其性质如表1所示。
取样方法:整体取样,用电火花线切割机将镀镍试样沿垂直端面方向,在中心处纵向切开。
PART 02 试样制备过程
钴块镀镍层金相检验试样制备步骤为:取样、镶嵌、磨制、抛光和化学侵蚀。将镶嵌的钴块镀镍层试样沿纵剖面依次用180#水砂纸粗磨和2000#水砂纸细磨,然后用W1型金刚石研磨膏将试样机械抛光至表面光滑无划痕,边缘没有倒角。磨制时要保证用力均匀,试样整个截面要同时磨制。研磨操作方向与镀层表面呈45°角,每更换一次砂纸,研磨方向应与前次方向呈90°,保证镀层和工件基体之间不分离。将钴块镀镍层试样机械抛光,抛光过程中不要频繁更换试样方位,以免造成镀层脱落,抛光时连续加清水短时抛光。
PART 03 不同制备方法对比
3.1 不同镶嵌方法的对比
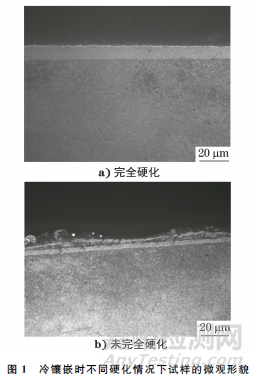
镀层试样经冷镶嵌后,在常温、常压下硬化成透明固体状。环氧树脂硬化后的收缩率很低,对各种材料的附着性很好,但硬化所需时间很长,在室温下需硬化24h。如果只硬化6~7h,环氧树脂硬化不完全,无法显示镀层的真实组织,则不能进行有效检验。冷镶嵌时不同硬化情况下试样的微观形貌如图1所示。
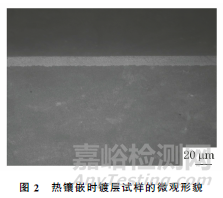
热镶嵌时镀层试样的微观形貌如图2所示,和冷镶嵌相比,热镶嵌所需的时间较短,不存在硬化不完全的现象,但不同性质的电木粉对试样显微组织真实显示的影响也存在差别。
3.2 不同镶嵌材料的对比
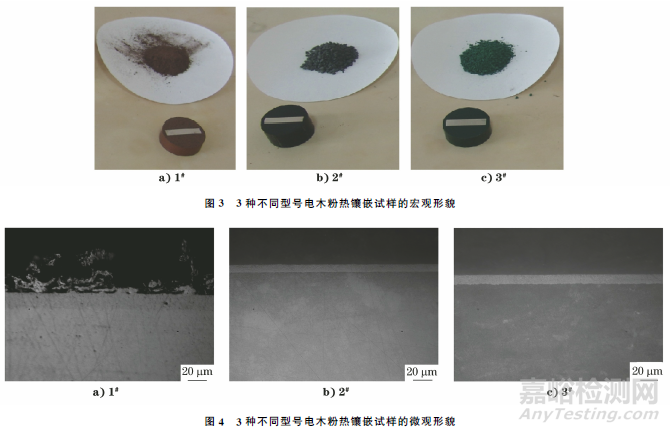
3种不同型号电木粉热镶嵌试样的宏观形貌如图3所示,其微观形貌如图4所示,由图4可知:2#和3#电木粉镶嵌试样的镀层微观形貌正常。而1#电木粉镶嵌试样的镀层微观形貌出现异常。2#电木粉镶嵌试样在制备过程中,发现其镶嵌材料硬度很高,需要7~8张180#水砂纸才能满足试样磨制要求,不仅浪费砂纸,而且试样的制备时间也长。3#电木粉镶嵌试样在制备过程中只需1张180#的SiC水砂纸就可以满足试样磨制要求。对比3种镶嵌材料的优缺点,最佳选择为3#电木粉。2#和3#电木粉属于热固性树脂,都含有一种增强剂填料。热固性树脂在成型过程中,在150~160℃下经过数分钟后,其会形成一种不会熔化的产物,直到被加热到树脂烧焦。2#电木粉具有优异的边缘保护特性,对强腐蚀剂、溶剂和加热的腐蚀剂都有较好的抗腐蚀性,为硬质热镶料,价格更高。3#电木粉为热固性镶样粉,适合于普通样品的镶嵌,具有边缘保护特性,属于普通热镶料。1#电木粉虽然也具有边缘保护作用,但属于热塑性树脂,在成型过程中只发生物理变化而没有化学变化。这一过程可以重复进行,也就是说,当到达软化温度时热塑性树脂就会流动。
3.3 不同取样方法的对比
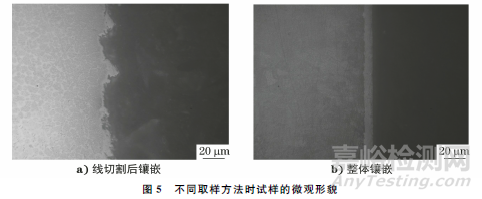
因为需要观察钴块镀镍层圆柱试样的纵剖面中心位置的镀层厚度,所以选择整体取样和纵向切开两种方式。纵向切开就是用电火花线切割机将镀层试样沿垂直端面方向在中心处纵向切开。整体取样就是将试样进行整体镶嵌然后磨制;为了节省试样的磨制时间,将镀层试样用电火花线切割的方式沿纵剖面切去小于一半的部分,然后再进行镶嵌制备。在同一批次试样中,线切割后镶嵌试样出现不同程度的镀层崩裂现象[见图5a)],不同取样方法时试样的微观形貌如图5所示。
PART 04 结论
(1) 冷镶嵌时间长,检测时容易出现假象;热镶嵌镀层试样的检验效果较好。
(2) 用具有边缘保护作用的普通电木粉(3#)镶嵌试样能真实显示镀层组织。
(3) 线切割取样后,会造成镀层崩裂,而整体镶嵌则可避免发生这种现象。
综上所述,钴块镀镍层金相检验试样制备的最佳方式是采用具有边缘保护作用的普通电木粉整体热镶嵌。

来源:理化检验物理分册


