您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-06-15 23:56
如果一辆铁路客车外观质量很差,特别是外露结构表面有明显的波浪纹和凹凸不平感,甚至在光线作用下,存在时隐时现、杂乱的反光效果,那么即使客车内的设施再完备、再先进也将无法获得用户的青睐。为了避免以上问题发生,电阻点焊作为一种重要的焊接应用技术,越来越受到铁路车辆制造商的青睐,该焊接方法可以有效解决焊接变形,避免上述问题发生。与此同时,焊接自动化为点焊技术的快速发展奠定了基础。
国内铁路车辆常用的钢板规格主要分为2mm、2.5mm、3mm三种,Q310NQL2+Q345NQR2材质 搭配是其常见的设计组合,焊接方法基本采用变形量很小的电阻点焊。
电阻点焊属于搭接结构,因为搭接面无法实现焊后的表面处理,所以焊前必须选择合适的工艺进行表面处理。喷砂工艺为单一工序,效率高、经济性好,不仅可以有效去除零件表面油污、焊接熔粒及焊接氧化层等,而且喷砂后钢材表面得到清洁,材料表面力学性能还可得到改善,因此一般铁路车辆制造商在电阻点焊前均对钢材进行喷砂处理。
由于车辆运营周期内各种工况及环境较为复杂,电阻点焊特殊的搭接结构又导致焊后无法对搭接位置进行防腐处理,而腐蚀又对焊接接头疲劳性能有一定影响,所以系统地开展经喷砂处理后母材的电阻点焊接头腐蚀对疲劳性能影响的研究显得尤为重要。
该研究对指导实际生产、改进铁路车辆焊接结构及工艺设计、提升电阻点焊整体技术水平具有很重要的现实意义。
2试验材料及试验方法
2.1 试验材料
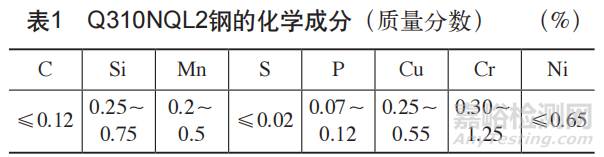
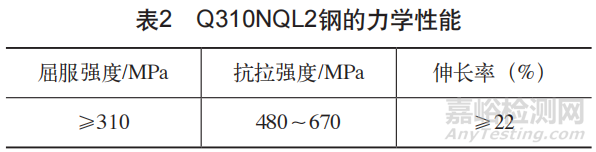
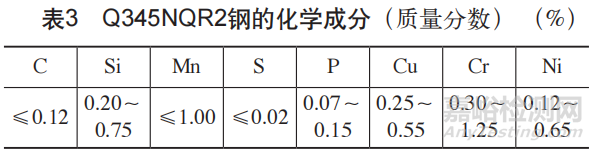
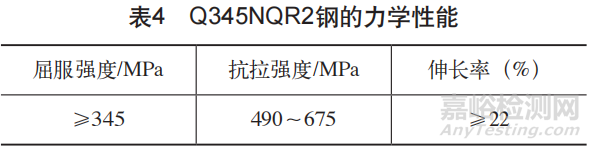
试验材料为板厚2.5mm的Q310NQL2钢及板厚3mm的Q345NQR2钢,对试验材料表面进行喷砂处理后进行电阻点焊试验。试验材料的化学成分及力学性能分别见表1~表4。
2.2 试验方法
对经过表面喷砂处理的Q310NQL2+Q345NQR2钢板进行电阻点焊工艺试验,与工厂现车制造工艺相同,其焊接参数见表5

试件尺寸如图1所示。
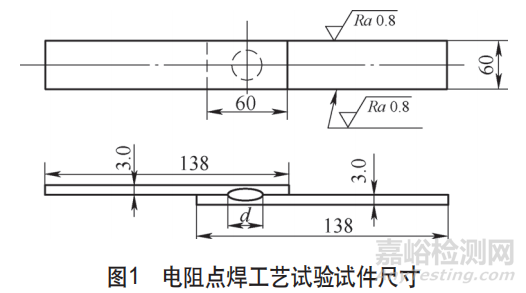
焊后试件按照中车唐山机车车辆有限公司内部企业标准进行外观、平滑度及断面检测。焊后对接头进行盐雾腐蚀和脉动拉伸疲劳试验。
(1)盐雾腐蚀试验选用乙酸盐雾(ASS)对电阻点焊接头进行盐雾腐蚀试验,试验周期为48h、1000h。盐雾腐蚀试验中所使用试样的尺寸为138mm×60mm(见图1)。
(2)脉动拉伸疲劳试验对未经盐雾腐蚀的电阻点焊接头和经48h、1000h盐雾腐蚀的电阻点焊接头分别进行脉动拉伸疲劳试验。脉动拉伸疲劳试验按照ISO14324:2003《电阻点焊焊缝的有损检验点焊焊缝的疲劳试验法》的要求进行试件加工,并按照该标准规定进行试验,应力比R=0.1,指定循环寿命取1×107次。在试验过程中,当疲劳裂纹尺寸足够大而导致载荷加不上去时,可自动卸载停振,并记录循环次数。垫板厚度与相应母材厚度一致。采用JSM-6360LV型扫描电镜对疲劳断口进行微观形貌分析。
3 试验结果及分析
3.1 接头疲劳性能对比
电阻点焊接头F-N曲线对比如图2所示。
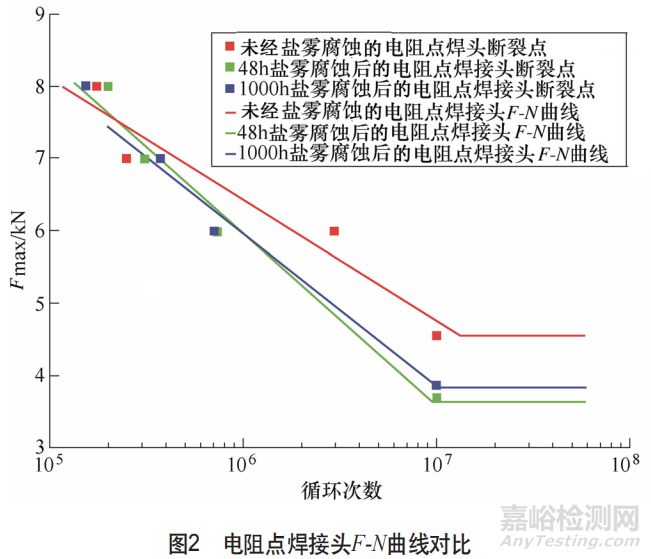
按常规方法确定F-N曲线和由升降法确定的1×107次循环下的疲劳极限,最终确定的未经盐雾腐蚀及经48h、1000h盐雾腐蚀的Q310NQL2+Q345NQR2电阻点焊接头疲劳极限F0.1分别为4.55kN、3.71kN、3.87kN。由此可看出,未经盐雾腐蚀的接头疲劳极限较高,经盐雾腐蚀的接头疲劳极限较低;经48h与1000h盐雾腐蚀接头的疲劳极限相差不大。
3.2 断口分析
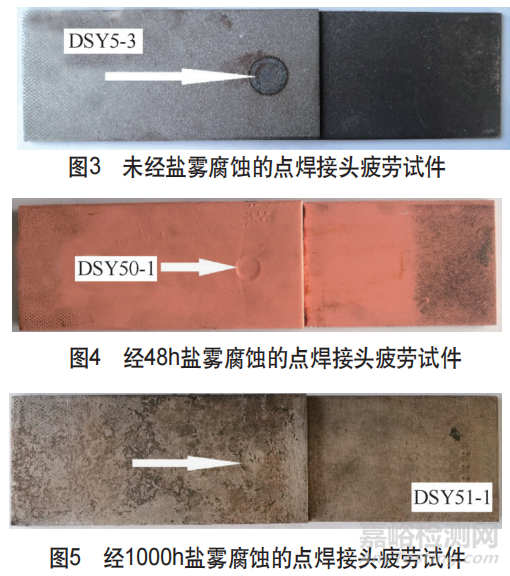
未经盐雾腐蚀及经48h、1000h盐雾腐蚀的Q310NQL2+Q345NQR2电阻点焊接头疲劳试件的疲劳断口宏观形貌如图3~图5所示。
微观形貌如图6~图8所示。
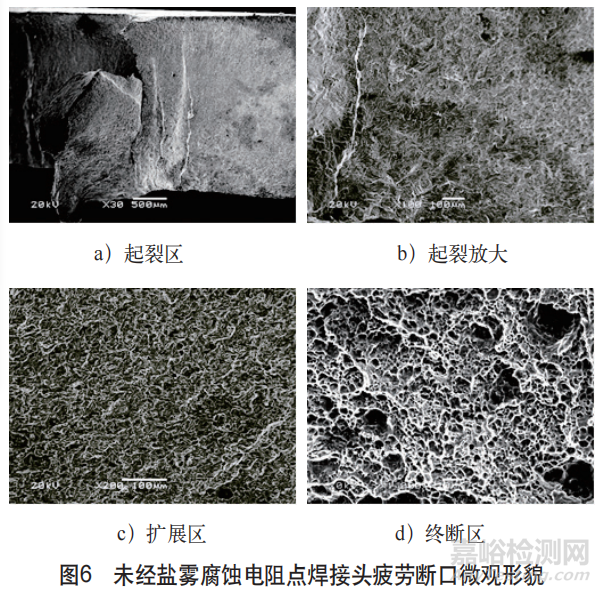
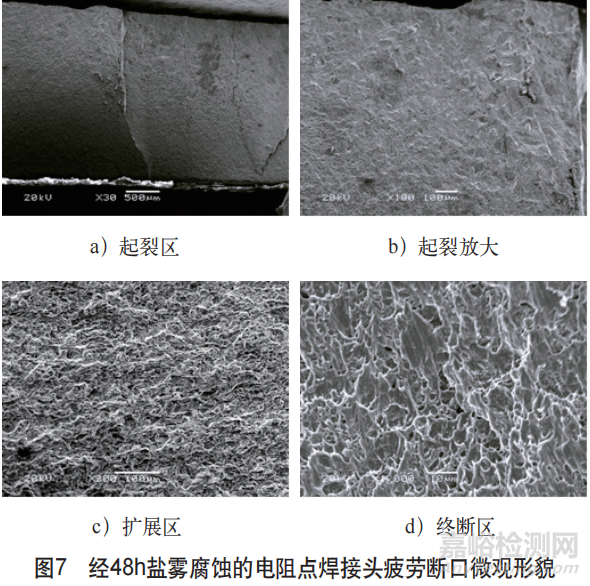
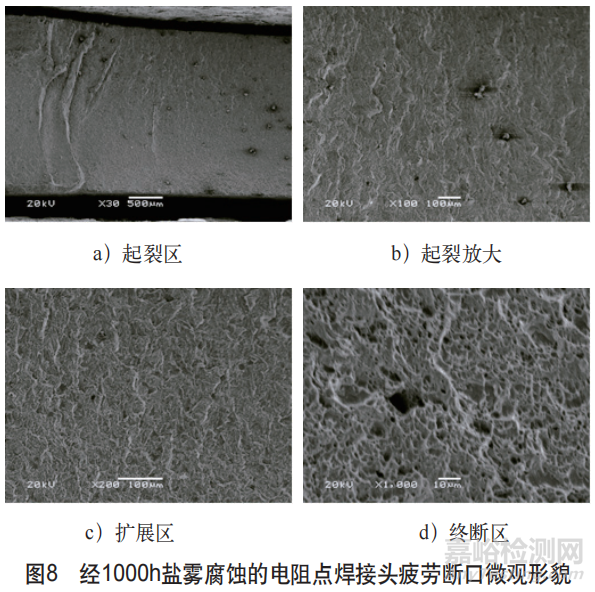
由此可看出,未经盐雾腐蚀及经48h、1000h盐雾腐蚀后的电阻点焊接头试件起裂区无缺陷,没有明显起裂源。因为试件受剪切和拉伸两种应力,根据试件的受力状态,熔核处沿试件长度方向存在应力集中,且熔核为圆形,熔合区组织分布不均,所以最初在熔合区因应力集中而起裂;从图6a可看出,熔合区起裂处有明显的起伏,这是因为裂纹从初始位置启裂后沿着熔合线扩展,并在扩展一定长度后,由于应力集中、缺口等因素形成新的裂纹源向着母材扩展,因此最终断裂。由于疲劳断口扩展时中断较少,所以疲劳裂纹扩展区没有明显的疲劳辉纹;扩展区的大小随疲劳循环次数的增加而增大;终断区呈剪切韧窝+解理形态,韧窝较大。试件断裂处无缺陷,因此可知应力集中是断裂的主要原因。
4 结束语
1)对经过表面喷砂处理的Q310NQL2+Q345NQR2钢进行电阻点焊工艺试验,未经盐雾腐蚀及经48h、1000h盐雾腐蚀的电阻点焊接头指定寿命为1×107次的疲劳极限F0.1分别为4.55kN、 3.71kN、3.87kN。由此可知,未经盐雾腐蚀的点焊接头疲劳极限较高,经盐雾腐蚀的点焊接头疲劳极限较低;经过48h与1000h盐雾腐蚀的点焊接头疲劳极限相差不大。
2)所有疲劳断裂试件均起裂于熔合区,扩展区随着循环次数增加而增大,终断区呈现剪切韧窝形 态。

来源:金属加工(热加工)


