您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-10-26 08:50
聚乙烯(PE),是一种由碳氢键构成的结构最简单的聚合物,2018年全球对PE的需求量为1亿吨,到2026年,PE市场规模预计将达到1430亿美元。PE结构虽简单,如果把普通聚乙烯的分子量做到3×106 g/mol以上时,聚乙烯就破茧成蝶变成了超高分子量聚乙烯(UHMWPE),成为一种高性能聚合物材料。UHMWPE的分子链比普通PE链长几个数量级,通常每链含有100,000至250,000个单元,而普通PE仅为700至1800。
超高的分子量赋予UHMWPE许多独特的性能,如化学惰性、耐冲击性和生物相容性,使其可以应用于严苛的环境中。UHMWPE纤维可用于制造防弹装甲、防割手套、户外运动装备、高性能帆板、降落伞、锂离子电池隔膜、医疗假体(如髋关节、膝盖脊柱和心脏瓣膜)等。
烯烃定向聚合的两架马车—齐格勒和纳塔
说到UHMWPE的历史就不得不提金属催化乙烯聚合的鼻祖齐格勒(Ziegler)。齐格勒早期一直在研究有机锂化合物在C-C键形成过程中的作用,后来才知道在这个过程中起作用的是铝,所以他的研究重点又转向了烷基铝化合物,并将C-C键形成反应称为“Aufbau”反应。一开始,齐格勒发现加入镍元素后,烷基铝化合物能把乙烯催化为丁烯,于是又继续研究其它金属元素对“Aufbau”反应的影响,一个偶然的机会才发现了烷基铝化合物可以催化乙烯生成聚乙烯。随后齐格勒的学生海因茨·马丁(Heinz Martin)用四氯化钛和三乙基铝为催化剂进行了乙烯聚合反应,这就是著名的低压聚乙烯工艺,又称为“曼海姆常压聚乙烯工艺”(Mulheim atmospheric polyethylene process)齐格勒于1953年11月向德国专利局提交了世界上第一项关于低压聚乙烯工艺的专利。
后来,齐格勒的专利授权给了一家名为“Montecatini”的意大利公司,而纳塔教授(Giulio Natta)是该公司的顾问,在研究了齐格勒催化剂后,纳塔发现这一体系在α-烯烃立构规整聚合中的潜力,并成功制备出了单螺旋结构的等规聚丙烯。由于这两位科学家的开创性工作,齐格勒和纳塔的名字在烯烃聚合催化剂领域并驾齐驱,同时获得了1963诺贝尔化学奖。
长江后浪推前浪—齐格勒·纳塔催化剂的发展
烯烃定向聚合发展至今,众多研究者不断对第一代四氯化钛-烷基铝催化体系进行着优化:通过将钛负载在各种载体上,或通过加入各种供体或改变活化剂,齐格勒-纳塔催化剂越来越高效,对聚合机理的理解越来越深入,单金属Cossee-Arlman机理已被广泛接受为烯烃的配位-插入聚合反应机理。后来研究者又发现了用于烯烃聚合的均相茂金属催化剂,以及近期的“后茂金属”时代新型催化体系。
合成UHMWPE并非易事
UHMWPE作为一种高性能聚合物,其合成过程面临着种种挑战:(a)设计合理的金属催化剂和助催化剂;(b)为了提高链增长速率并抑制链转移速率,需要优化聚合条件;(c)设计路易斯酸度适中的金属催化剂,以减少β-氢化物的消除反应;(d)调控金属活性中心的位阻和电性能以减少链转移和终止反应。
围绕这些挑战,研究者提出了几种能够生产UHMWPE的催化系统,最近几年发表的相关论文超过了2000篇,专利超过了400项。
虽然UHMWPE的文献众多,但比较分散,关于UHMWPE的化学、催化、加工,以及催化剂结构-聚合物性质关系的综合资料比较少。
成果介绍
基于以上分析,印度科学与工业研究理事会(CSIR)国家化学实验室的Samir H. Chikkali教授课题组对超高分子量聚乙烯在催化、结构、性能、加工和应用领域的最新进展进行了全面梳理。重点讨论了UHMWPE的催化剂设计原理、反应条件以及UHMWPE的物理性能和加工方法。特别对最近通过选择适当的催化剂和反应条件,直接在反应釜中合成解缠结状态的UHMWPE进行了阐述,处于解缠结状态的UHMWPE无需采用传统的溶液加工方法,可以直接进行熔融加工,是UHMWPE加工方式的重大进步,代表着UHMWPE未来的发展方向。
UHMWPE催化剂体系的最新进展
通过重复插入乙烯来合成UHMWPE对催化体系的要求非常高。简而言之,要产生极高的分子量,要么链增长速率常数kp要高,要么转移速率常数ktr要低,最好是两者兼而有之。
为了实现这一目标,催化剂在设计时要考虑如下原则:(a)金属中心应具有高的亲电性;(b)链转移速率(β-氢化物消除或转移至活化剂、铝或共聚单体)应尽可能的低;(c)金属周围的配体必须使催化中心的电子和位阻效应达到平衡,以最大程度地提高链增长速率、抑制链转移速率;(d)除催化剂和活化剂外,还应考虑单体浓度和温度等反应条件在聚合过程中的作用。
UHMWPE主要通过三种不同类型的催化体系以淤浆或气相法工艺制备。催化体系包括:(a)非均相Mg-Ti催化剂、(b)均相或负载的茂金属络合物、(b)均相/非均相苯氧基亚胺(FI)或其它后茂金属催化体系。三种类型的催化体系结构如图1所示。
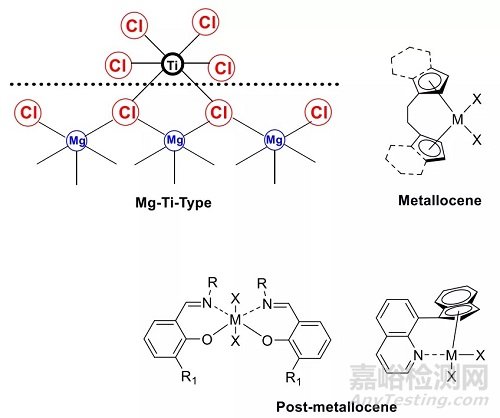
图1. 在UHMWPE合成中典型的非均相和均相催化体系。
第一类非均相的Mg-Ti催化体系通常由TiCl4吸附在无水MgCl2载体上构成,采用烷基铝活化,研究表明MgCl2不仅是载体还是活化剂,它的存在增加了活性点位的浓度,提高了kp,聚合温度在60~100℃之间,较高的聚合温度导致向铝和单体的链转移反应速率很高,这种链转移是通过β-氢化物消除机理进行的,可以制备出分子量接近10×106g/mol的UHMWPE。这类负载型催化体系活性点位非常接近,但反应性不同,因此合成的UHMWPE分子量分布较宽,链缠结程度高,聚合产物具有高的堆积密度和均匀的尺寸分布,高的聚合温度降低了PE链的结晶速率,因此合成的UHMWPE难以熔融加工,产品容易导致晶界缺陷,承受机械应力性能差,不能用作关节植入体。
茂金属属于有机金属化合物,过渡金属夹在两个π-配体之间,发现甲基铝氧烷(MAO)作为活化剂后,茂金属络合物彻底改变了烯烃的催化聚合。虽然茂金属催化体系活性高,但是易于发生链转移或终止反应,最初只能合成低分子量聚乙烯。通过适当调整配体的位阻和电子性能、选择合适的活化剂以及反应条件,茂金属可以合成出UHMWPE。已经发现,金属中心周围的空间越拥挤,合成PE的分子量越高,这是由于抑制了β-氢化物的消除反应造成的。当甲基/烷基取代基的供电子诱导作用增加后,PE的分子量也会提高。但是,聚合温度的增加会降低PE分子量。
后茂金属催化体系中有的体系可以有效促进乙烯聚合,如日本三井化学Fujita团队提出的IV主族过渡金属络合物,该催化剂体系由非对称双齿配体组成,例如苯氧基-亚胺,吡咯化物-亚胺,吲哚-亚胺、苯氧基-吡啶、苯氧基-醚或亚胺-吡啶络合物。在这众多催化体系中,双(苯氧基亚胺)为配体的催化体系,金属中心周围形成扭曲的八面体结构,两个螯合配体具有两个亚胺氮,两个酚氧基和两个氯化物配体。当Ti为金属中心时可以合成分子量0.17×106 g/mol的聚乙烯,这可能与钛较小的尺寸以及对烯烃较高的亲和力有关;当使用五氟苯基作为亚胺氮的取代基时,聚乙烯分子量增加到了2.3×10 6 g/mol。除苯氧基亚胺钛催化剂外,其它IV主族金属配合物催化体系很少可以合成UHMWPE。Eisen等人制备了双(亚氨基二硫代二膦酸酯基)钛和锆络合物,合成出了分子量为2.5×106 g/mol的UHMWPE;有研究者将2-羟甲基苯酚配位的钛络合物催化乙烯聚合,成功制备出了分子量为2.56×10 6 g/mol的UHMWPE;Tuskaev等人使用1,2-二醇钛络合物合成出了UHMWPE(分子量= 7.7×106 g/mol)这种UHMWPE具有高强度(2.0~2.8 GPa)和高模量(145 GPa)的特点,而且可以在无溶剂的条件下进行加工。
有的研究者也采用其它金属为活性中心合成UHMWPE。Velikova等人发现使用基于钒基金属络合物VOCl3的齐格勒型催化剂可以合成分子量为2.0-5.3×106 g/mol的PE;Rastogi等人使用TIBAL活化了双(亚氨基)吡啶(BIMP)铬配合物合成了UHMWPE,发现通过庞大的甲硅烷基酰胺配体稳定的无助催化剂三配位中性铬(III)配合物可得到分子量为3.3×106 g/mol的UHMWPE。
UHMWPE制造和加工领域的最新进展
UHMWPE在工业上一般是通过淤浆聚合法合成的。早期,UHMWPE的知名厂商有Ruhrchemie AG(现在叫Ticona)和Hercules Powder Company,他们都使用Ziegler型催化体系,但反应条件和活化剂下不同。
UHMWPE因为分子量极高,分子链会发生物理交联而造成缠结,很难通过熔融方法进行加工,一般通过凝胶纺丝、模压、柱塞挤出、烧结等工艺进行加工。
凝胶纺丝是生产UHMWPE纤维的常用方法,过程如图2所示。这种方法是将UHMWPE在高温下溶于合适的溶剂中制成稀溶液,通过喷丝板喷出,在加热室中去除溶剂,冷却后形成凝胶丝,最后将凝胶丝拉伸并干燥形成最终的纤维。帝斯曼和霍尼韦尔就是通过该工艺生产出“Dyneema”和“Spectra” UHMWPE纤维产品的,帝斯曼使用挥发性溶剂来溶解UHMWPE,溶液浓度5%,霍尼韦尔使用石蜡油制备1-5%的纺丝液。
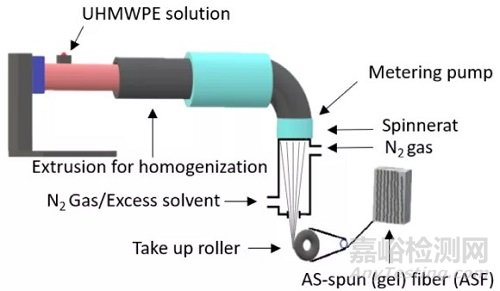
图2. UHMWPE凝胶纺丝过程示意图。
模压成型是将UHMWPE粉末或者颗粒置于加热的模具中间,在压力作用下使材料成形,过程如图3所示。这种工艺可以生产1 m×2 m~2 m×4 m厚度为30 mm~80 mm的大型UHMWPE板材,生产商有塞拉尼斯、Lyondell-Basel、Braskem、Quadrant等,医用级片材则由Perplas Medical和Poly Hi Solidur Meditech公司生产。
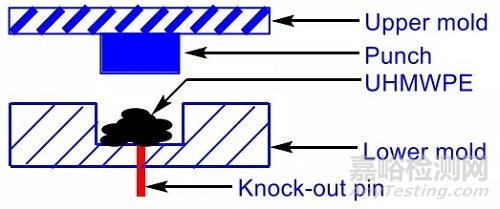
图3. UHMWPE模压成型示意图。
柱塞挤出成型是将UHMWPE粉末在一定压力和温度下通过模具挤出形成棒材和管材,压力一般在41~55 MPa,如图4所示。
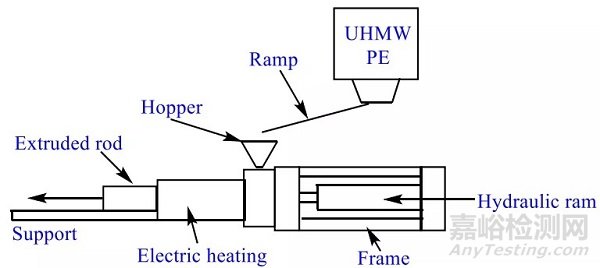
图4. UHMWPE柱塞挤出成型示意图。
烧结是将粉末状或颗粒状UHMWPE在一定的温度和压力下压制成型的过程,通过烧结加工UHMWPE需要3~5 MPa的压力和180~220℃的温度。
UHMWPE的应用
UHMWPE凭借其优异的性能在个人防护、医疗用品以及汽车领域应用广泛。UHMWPE纤维具有出色的机械性能,强度高(4 GPa),模量高(120 GPa),密度低(0.970 g/cm3),是非织造织物的首选材料,主要用于生产防弹背心,如图5所示。
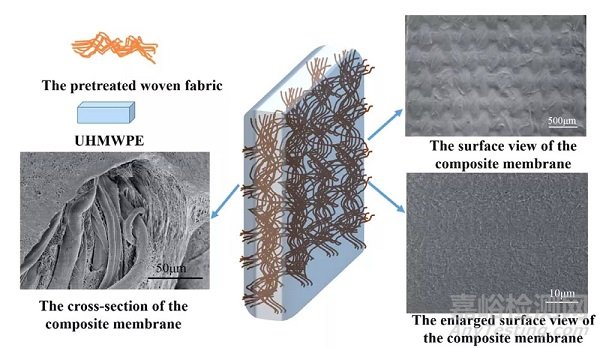
图5. UHMWPE纤维结构。
UHMWPE抗张强度、抗冲击性和蠕变性能优秀,而且具有低的摩擦系数,这使其成为假肢的理想材料,已用于制造全髋关节、全膝关节和全肩关节植入体,如图6所示。

图6. UHMWPE制成的膝关节髋臼组件(上)和髋关节胫骨组件(底部)。
UHMWPE纤维具有低介电常数和低介电损耗的特性,是制造雷达天线罩和光缆芯极佳的增强材料。UHMWPE的能量吸收率比玻璃纤维和凯夫拉纤维高,适合制造个人防护用品,如图7所示。

图7. UHMWPE制成头盔。
纳米多孔结构的UHMWPE薄膜可以用作锂离子电池隔膜,Lydall、Entek和Exxon都有成熟的商业产品销售,而且在UHMWPE中可以嵌入60%的陶瓷填料后可以显著改善隔膜在高温下的收缩缺陷,如图8所示。
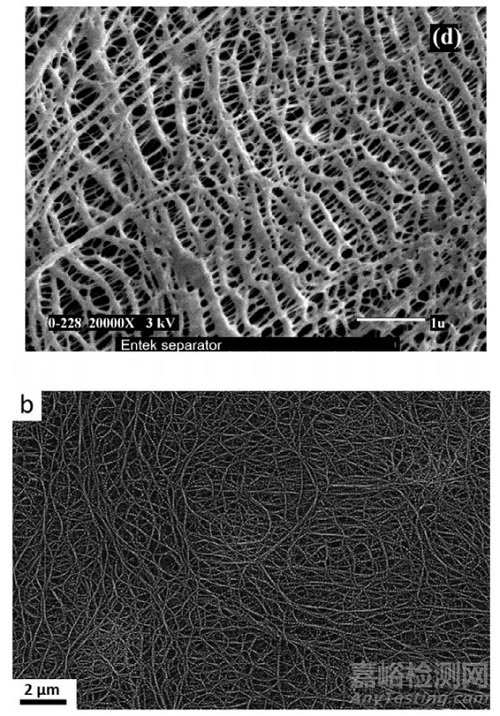
图8. (a)Entek公司生产的湿法隔膜SEM图像;(b)纳米多孔UHMWPE膜可以用作锂离子电池隔膜。
解缠结状态的UHMWPE
UHMWPE分子链极长,长的聚乙烯链相互交织以达到热力学稳定状态,这种复杂的链状网络被称为UHMWPE的“缠结”状态,看起来就像煮熟的面条一样,高的缠结密度显著降低了分子链的运动性,导致其可加工性很差。因此,为了改善其可加工性,必须降低分子链之间的缠结。
减少UHMWPE链缠结的方法主要有两个:(a)用溶剂将缠结的UHMWPE溶解,降低链缠结;(b)使用均相催化体系直接合成解缠结的UHMWPE。
Rastogi等人以苯氧基-亚胺钛络物为催化体系,通过控制反应参数(催化剂浓度、单体压力、聚合时间、温度、溶剂量)合成了解缠的UHMWPE,认为使用单中心催化剂和低催化剂浓度,以及保持聚合温度低于结晶温度时容易合成解缠结的UHMWPE,并提出了一种DSC和熔体流变学相结合的表征方法,可以很好地研究UHMWPE的缠结和解缠结状态。这种解缠结的UHMWPE可以通过熔体挤出或熔体纺丝进行加工,模量超过180 GPa,断裂强度超过4.0 GPa。
小结
UHMWPE具有优异的力学性能,在个人防护用品、汽车、国防等领域应用广泛,但是很少有研究者将UHMWPE在催化合成、结构、性能、加工和应用领域的研究进展进行总结,印度科学与工业研究理事会(CSIR)国家化学实验室的Samir H. Chikkali教授课题组对UHMWPE的发展历程、最新进展进行了详尽的梳理,从最早的齐格勒·纳塔催化体系开始,阐述了UHMWPE金属有机催化体系的发展历程,并指出聚合反应条件对于UHMWPE的合成也至关重要。最后,针对解缠结UHMWPE研究进行了总结,在这一领域的深入研究有望解决传统UHMWPE加工难的问题,有重要的理论和应用价值。
原文链接:
https://www.sciencedirect.com/science/article/pii/S0079670020300836

来源:高分子科学前沿


