您当前的位置:检测资讯 > 生产品管
嘉峪检测网 2018-04-25 09:20
我们做品质工程的朋友们都知道CPK,动不动上级或老板就说你看看那个产品的CPK怎么样?CPK有没有达到客户的要求?所以说制造业各行都会用使用CPK来确认当前加工情况和指导后续的改进。由于CPK的运用是非常普遍和广泛的,所以本次现结合本人的一些经验专门发表一篇大家都容易理解的CPK方面的知识,希望能易学习理解以致用。
1. 什么是过程能力?
过程能力也称为工序能力或制程能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。过程能力决定于质量因数,而与公差无关。
2. 过程能力的表示方法:
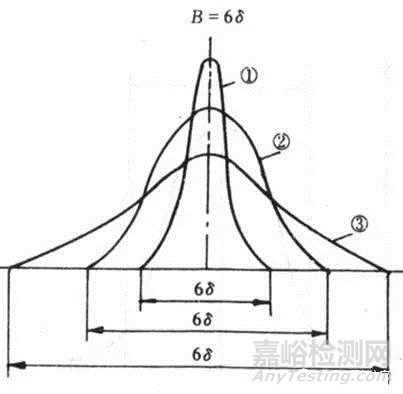
B=6σ
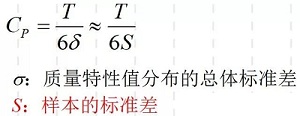
B:过程能力 ; σ=标准差
B越大,表明:过程的实际精度越差,过程能力越小。反之B越小,表明:过程的实际精度越高,过程能力越大。
3. 工序能力指数的概念和计算
概念:
过程能力指数CP(CPK),即技术公差的幅度T与过程能力B之比,表示过程加工质量满足产品技术要求的程度。
计算:
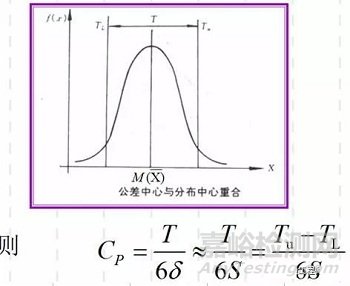
a. 已知双向公差,质量数据分布中心( Xbar ) 与公差中心 (M) 相一致;
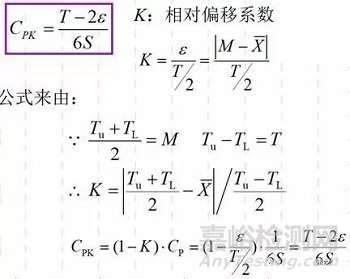
b. 已知双向公差,质量数据分布中心( Xbar ) 与公差中心 (M) 不一致,存在中心偏移量e,
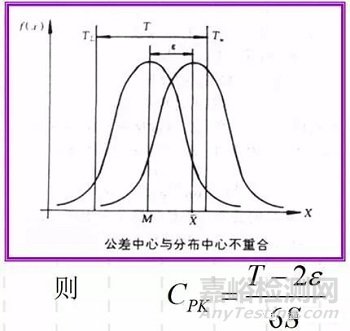
此CPK的计算公式的由来如下(上次发表的SPC中讲到偏移系数就是准确度Ca):
c. 已知单向公差的上限公差时

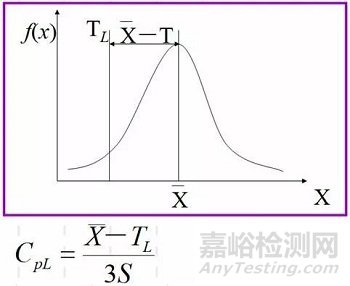
d. 已知单向公差的下限公差时,
个人经验提示:
1.从上述讲解可以看出,CP和CPK都是说的工序能力。区别就是当统计数据分布中心与公差中心一致时,就是说的CP;当统计数据分布中心与公差中心不一致时,就是说的CPK。而实际上统计数据分布中心与公差中心几乎不可能一致(总会存在波动),所以我们是使用CPK。 这也是为什么很难听到CP,而都是讲CPK。
2.CPK的使用时机往往很多工厂都是误区:他们往往是只要有加工生产就计算CPK来看工序能力。正确的是先要判定此加工过程是否稳定,稳定后再计算CPK确认此工序能力是否满足要求。

来源:AnyTesting


