您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2018-03-15 12:43
对于大中型盘类零件,在热处理过程中会产生翘曲变形,一般的解决办法是采用二次加工,因此不可避免造成材料浪费,并且延长了工艺时间。为此,在消化吸收现有热压炉的基础上,设计、开发和制造了该热压校平炉,很好的解决了此类问题。
1.设备主要技术参数
额定功率为50kW,额定温度为500~700℃,工作区尺寸为φ460mm×300mm,额定压力为0~400kN,压头直径为460mm,压头行程为300mm,保护气氛为99.9%氮气。
2.设备原理及结构说明
该设备主要包括机械和电气控制两部分,其结构如图1所示。
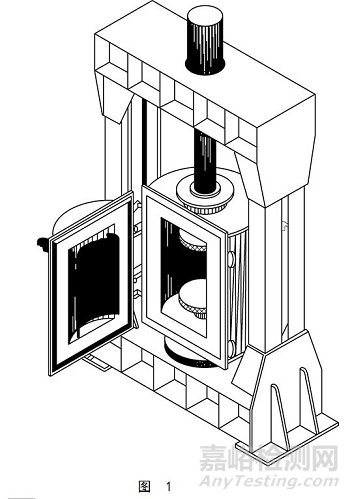
机械部分主要由龙门骨架、加热炉、工件加压装置和保护气氛装置等组成。
龙门骨架为方框形,由型钢及钢板焊接而成。压力通过液压缸及骨架作用在工件上,采用自适应设计,保证加压装置安装完成后,保持上下两个施压面的平行。
加热炉包括外壳、保温层、发热体、炉门、热电偶等。炉体分为两部分,其中1/3为活动炉门,2/3部分为固定炉体,方便工件的装卸。加热炉通过螺栓安装在龙门骨架中间。
加热炉外壳由钢板密封焊接而成,为圆筒状。内贴保温层,保温层采用最新真空成型硅酸铝纤维制品,保温效果好,蓄热小。发热体采用Cr20Ni80高温电热丝,绕成“之”形后悬挂在炉膛周围,这种结构可以最大限度的保证炉温均匀度。
加压油缸安装在炉体的正上方,与上压盘之间采用活动连接,在油缸作用下压盘可上下运动,最大行程300mm。通过调节减压阀的压力可以使系统压力保持在一定范围,从而实现在加热过程中施加在工件上的压力保持基本恒定。
为保护工件在加热过程中不被氧化,炉膛采用氮气保护,由于炉膛密封性能良好,氮气消耗量极少。
电气控制主回路采用固态继电器模块,温控仪采用程序数显仪表,可以实现梯度升温和加热保温时间设定。
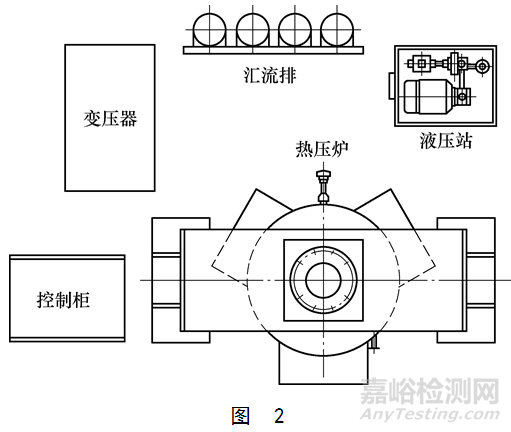
整套设备组成见图2。
3.设备现场实测数据
设备安装调试完成后,对盘类工件进行了现场实际测试,测试共进行了8次,工件规格为φ350mm×10mm,一次装炉量6~8片,校平后所有工件的平面度均在0.45mm以下,满足设计要求,合格率100%。
4.结语
综上所述,本设备对于盘类工件的少变形热处理、校平等具有很好的效果,尤其在炉衬结构上采用真空成型硅酸铝制品,炉衬蓄热少,升温迅速,节能效果显著。整个炉体采用全密封设计,在保护气氛耗量很少的情况下,实现了工件的无氧化加热,具有很好的使用和推广价值。
作者:高文炎
单位:山西平阳重工机械有限责任公司

来源:热处理


