您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2017-01-13 23:50


超声横波信号被碳钢与奥氏体钢之间的界面阻挡。
超声纵波(LW)受到钢/奥氏体合金界面的影响要小于横波(SW)(如下图所示),传统的纵波(LW)脉冲回波方法在奥氏体材料上效果较好,但该技术仍存在以下缺点:
需要设计较高的探头楔块来消除内部的反射波,这会造成楔块中的能量衰减,在有些情况下,超过1/3的能量衰减在楔块中。为了对这些衰减作出补偿,就需要仪器使用更高的增益,结果导致整个检测信号信噪比变差。
采用纵波(LW)技术时,由于声波的模式转换问题,无法使用二次波对焊缝上半部分进行检测,这将导致焊缝的整个上半部分无法进行检测,就必须使用其他方法完成焊缝覆盖检测。
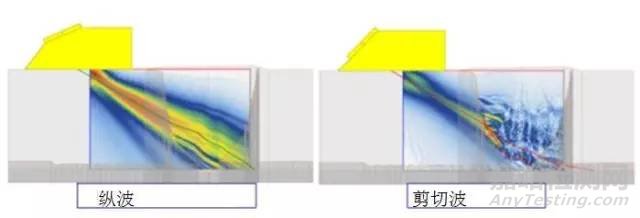
纵波(LW)和剪切波(SW)穿过奥氏体焊缝材料的对比。
为了解决奥氏体焊缝检测的难题,Olympus开发了一系列新的双晶矩阵相控阵探头和对应的楔块。使用A17和A27系列双晶矩阵相控阵探头系列可产生纵波,实现信噪比的显著改善。
独立的发射和接收探头无需使用阻尼材料或大高度楔块设计就可消除与脉冲回波方法有关的楔块回波问题。较小的楔块产生的衰减较小,从而让探头聚焦深度能够更进一步深入到材料内部。


双晶矩阵相控阵探头(左)和纵波(LW)探头(右)的楔块设计对比
探头技术与楔块设计的结合能够以优良信号质量和极低噪声水平实现体积型缺陷和表面缺陷评判。


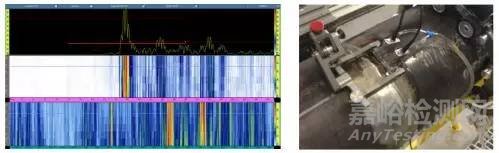
使用4 MHz A27 DMA探头和OmniScan® MX2 探伤仪进行双侧不锈钢焊缝检测。

使用4 MHz A27 DMA probes和OmniScan MX2 探伤仪进行表面缺陷检测。
我们的DMA探头可提供频率和晶片定制,也可选用A17和A27这两种标准型号。标准DMA型号与我们的NDT SetupBuilder 软件和OmniScan探伤仪配合使用。DMA楔块经过优化设计,可手动检测,也可配合MapSCANNER™、ChainSCANNER™、或VersaMOUSE™ 等扫查器使用。
双晶矩阵相控阵探头将OmniScan MX2 和 FOCUS PX™ 仪器的检测范围扩展到粗晶奥氏体不锈钢和铬镍铁合金材料及焊缝。

来源:AnyTesting


