导 语
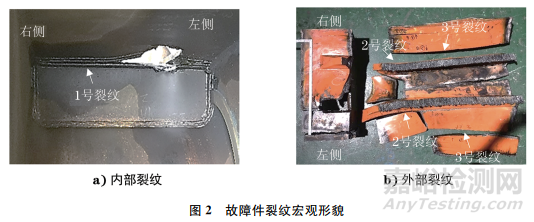
动臂是工程机械上工作装置部分重要的结构件,该零件的可靠性直接影响整台机械的寿命和质量,也是衡量工程机械制造企业设计与制造能力的标杆。某型号液压挖掘机上的动臂在使用4100h后发生动臂开裂事故,开裂位置为该结构件的中部上方与油缸连接的耳板处,断裂动臂外观如图1所示。该动臂为焊接结构件,主要由二氧化碳气体保护焊工艺将结构钢 Q235B材料焊接而成。

研究人员采用宏观观察、化学成分分析、扫描电镜(SEM)分析、力学性能测试、金相检验、有限元分析等方法对动臂开裂原因进行分析,以防止该类问题再次发生。
1、理化检验
1.1宏观观察
焊接结构件的体积、质量均较大,故对故障件开裂断口进行保护,再对其进行火焰分割。对照图纸对故障件进行断口复原拼接,并检查了开裂位置,检查发现共有3处焊缝裂纹。1号裂纹位于内部隔板与上板的角焊缝处;2号裂纹位于耳板与上盖板的角焊缝处(左右侧均发生开裂);3号裂纹位于侧板与上盖板的角焊缝处(左右侧均发生开裂)。从变形量方面进行检查分析,可见1号裂纹无变形拼接且相对完整,2,3号裂纹左右侧对称,但左侧塑性变形比右侧明显。当零件有多处断裂时,有的部位没有塑性变形,有的部位有塑性变形,则无塑性变形区域为首先断裂区。故判断1号裂纹首先出现,2,3号裂纹为后期的扩展裂纹,同时右侧裂纹比左侧裂纹出现时间早,最终这些裂纹汇集到母材并发生了快速扩展,形成材料最后的完全撕裂变形,并最终断裂。裂纹宏观形貌如图2所示。
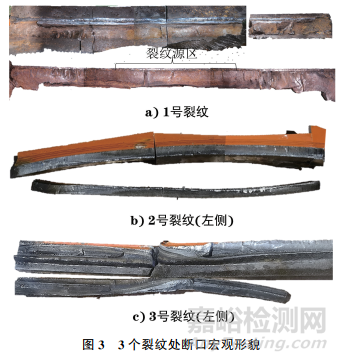
3个裂纹处断口宏观形貌如图3所示,由图3可知:1号裂纹断口表面已经氧化锈蚀,磨损导致断口平滑,但隐约可见疲劳条纹和脆性断裂的痕迹;2号裂纹断面有金属光泽,大部分为脆性断口,局部为氧化后的黄黑色;3号裂纹断口有明显的扭曲变形,判断为韧性撕裂,属于该部件断裂的扩展区。
1.2扫描电镜分析
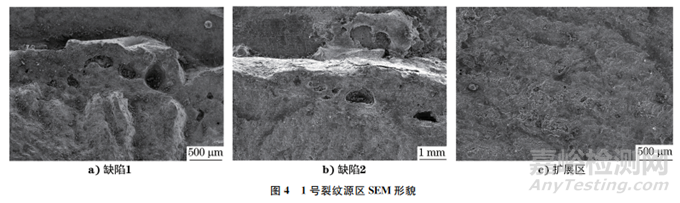
使用扫描电镜对1号裂纹的裂纹源区进行观察,结果如图4所示。由图4可知:焊缝底部存在少量未熔合的孔洞,这些缺陷是疲劳源产生的主要原因;裂纹源边缘有多处疲劳台阶或脊棱,扩展区有明显的疲劳条纹和疲劳擦伤痕迹。
1.3化学成分分析
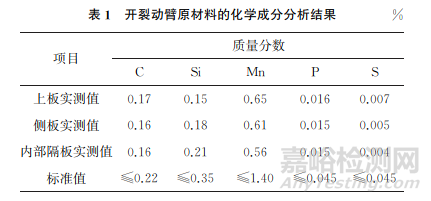
对开裂动臂原材料进行取样,将试样置于直读光谱仪下观察,结果如表1所示。由表1可知:开裂动臂原材料的化学成分符合GB/T 700—2006 《碳素结构钢》对Q235B钢的技术要求。
1.4力学性能测试
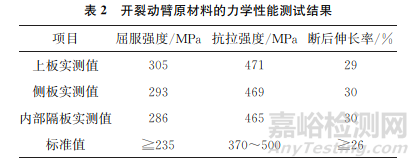
从开裂的动臂原材料上取样,对试样进行拉伸试验,结果如表2所示。由表2可知:原材料的各项拉伸性能均符合GB/T 700—2006对Q235B钢的技术要求。
1.5金相检验
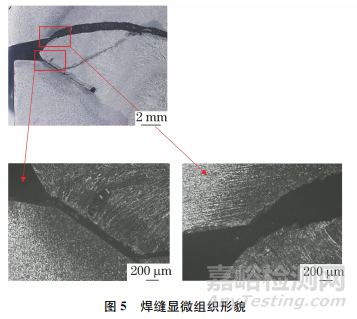
分别在主裂纹(1号裂纹)的裂纹源区截面处截取试样,再利用体积分数为4%的硝酸乙醇溶液对其进行腐蚀。将试样置于光学显微镜下观察,结果如图5所示。由图5可知:开裂的起始位置为角焊缝底部,且底部存在未熔合缺陷,深度约为4mm,长度约为15mm。未熔合缺陷位于焊接母材的坡口边。
根部未焊透缺陷处有尖锐夹角,夹角使该位置具有程度较大的应力集中,该区域容易产生裂纹源。焊缝显微组织为晶界先共析铁素体+针状铁素体+珠光体,是典型的凝固枝晶状组织。母材热影响区组织为带状铁素体+珠光体,整体焊接组织未见异常。
2、有限元模拟
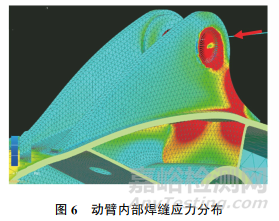
对动臂断裂部位内部焊缝进行有限元分析,应力分布如图6所示,模拟结果与1号裂纹部位的应力分析结果相符。当动臂耳板受力时,该位置角焊缝底部应力最大,在循环附加载荷的作用下,这个位置最先出现疲劳裂纹,如果角焊缝存在尖角或缺陷,就会缩短疲劳寿命。
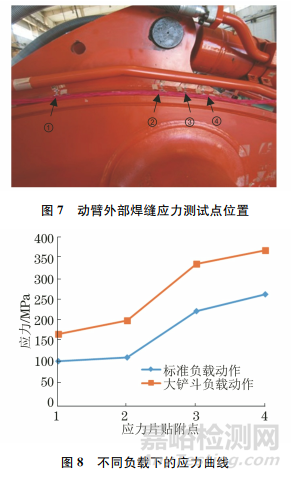
3、焊缝应力测试
通过了解,发现客户使用的是自行改造的超标准大铲斗,在使用大铲斗的情况下,对同批次生产的动臂表面焊缝(2号裂纹)位置进行应力测试。动臂外部焊缝应力测试点位置如图7所示,测试方法参照GB/T 33941.1—2017 《土方机械结构件应力测试方法 第1部分:通则》。用动态测试方法采集挖掘机复合动作状态下角焊缝脚趾两侧的应力数据,发现使用大铲斗时负载增加,焊缝的脚趾位置应力增大(见图8),故推断在循环附加载荷的作用下焊缝处具有开裂风险,且开裂起点位于焊缝脚趾端表面,同故障件2号裂纹开裂起点位置一致。
4、综合分析
原材料化学成分、力学性能、焊缝外观尺寸的分析结果均符合相关技术要求。排除原材料本身的问题,由于首先开裂的裂纹在动臂的内部角焊缝上,该焊接位置深,同时35°的坡口较小,焊接人员使用焊枪时的角度摆动空间较小,焊枪位置不准确。在焊
接过程中,焊工观察位置、焊枪角度的变化在电弧摆动中心和坡口焊缝中心不重合,使电弧在坡口的一侧燃烧不到位,焊丝熔化后的铁水快速降温后覆盖在坡口上,产生单侧未熔合或未焊透的缺陷。
从焊缝金属的形成特征看,焊缝是在母材半熔化晶粒的界面上,而非自发晶核依附在这个表面,并以柱状晶的形态不断长大的。柱状晶交界面处杂质较多,力学性能相对较差。在疲劳载荷作用下,未焊透缺陷会沿着尖端向外扩展。
另外,客户使用了非标准大铲斗,使结构件焊缝承受的工作应力突然增加,缩短了裂纹的生成周期,裂纹扩展速率随着工作应力的增加而明显加快。当持续承受交变载荷、冲击载荷时,结构件的抗疲劳性能明显降低,导致裂纹快速疲劳扩展,直到最终发生脆性断裂和韧性撕裂。
5、结论及建议
动臂焊缝开裂的主要原因是:内部角焊缝底部存在未熔合缺陷,形成了尖角应力集中;同时客户使用机器时自行改造了大铲斗,当挖掘负载增加时,焊缝应力随之增加。在大载荷循环应力的作用下,内部和表面焊缝处出现裂纹源,最终导致动臂上多条焊缝发生快速疲劳开裂。
建议在改善内部焊缝焊接质量时,调整坡口角度,让焊接熔合更加充分,减小尖角应力集中的风险。同时建议客户使用标准型铲斗,以小量多次的方式实施挖掘作业。
作者:吴信
单位:日立建机(中国)有限公司
来源:《理化检验-物理分册》2024年第2期