电动汽车的长续航和快速充电需要高性能的锂离子电池来实现,而正极材料是其中最重要的组件之一。但正极在循环过程中易破裂,与电解质之间存在持续的副反应,严重损害了电池的循环寿命和倍率性能。表面包覆能够减小应力,增加液体电解质的润湿性并降低界面电荷转移阻力,减少副反应,从而有效优化正极材料。然而,表面包覆物的物理化学性质对电化学性能的影响以及在循环过程中的演变规律仍然需要进一步理解。另外,最佳的表面包覆材料和包覆方法仍然没有得到系统的归纳和总结。
一、正极表面包覆的要求
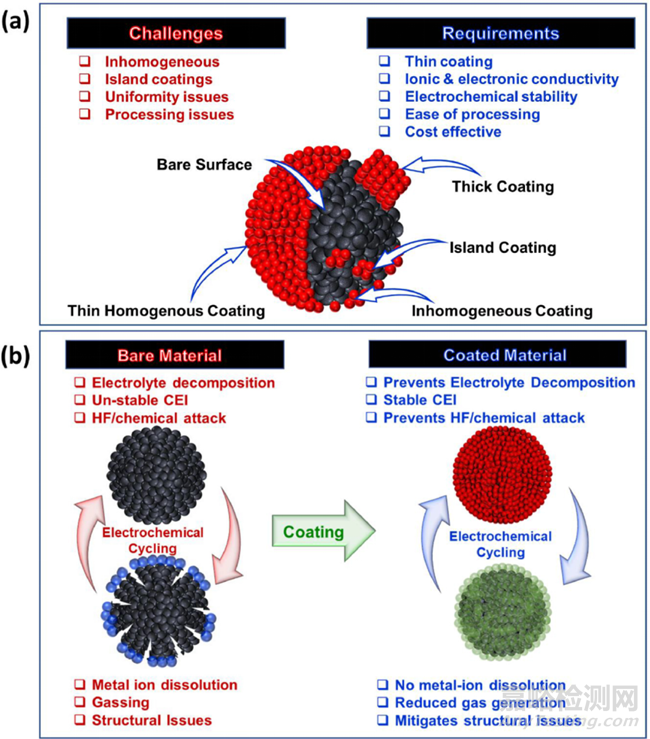
表面包覆的要求包括:1)薄而均匀;2)具有离子和电子导电性;3)机械性能高,并在充/放电循环后保持稳定;4)包覆过程简便且可扩展。
图1、(a)正极材料表面包覆的要求和挑战,(b)作用和功能。
二、表面包覆的作用
正极材料表面包覆作用:1)物理屏障,抑制副反应;2)清除HF,防止电解质的化学侵蚀,减轻过渡金属溶解;3)提升电子和离子导电;4)表面化学改性,促进界面离子电荷转移;5)稳定结构,减轻相变应力。
三、包覆结构/形态
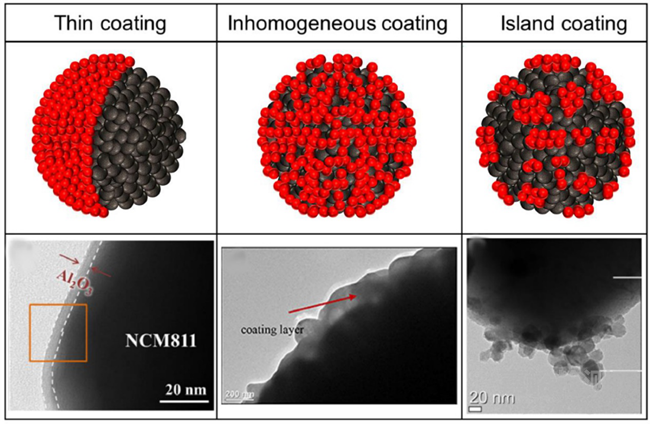
图2、表面包覆形态
3.1、均匀且薄的包覆
包覆层应均匀且薄。正极颗粒的完全覆盖将保护正极免受电解质侵袭,抑制副反应。此外,薄包覆层能提高界面处的动力学,改善电池性能。
3.2、厚包覆
厚包覆在正极和电解质之间提供了良好的物理屏障。然而,包覆较厚会阻碍锂在脱嵌过程中的扩散,可能在高温运行中有良好的效果。
3.3、岛状/粗糙包覆层
使用干涂和湿涂工艺很难在整个材料上获得均匀且薄的包覆。这些过程形成的包覆层是粗糙且不均匀的。
四、包覆工艺/策略
4.1、湿法工艺
4.1.1、溶胶凝胶包覆
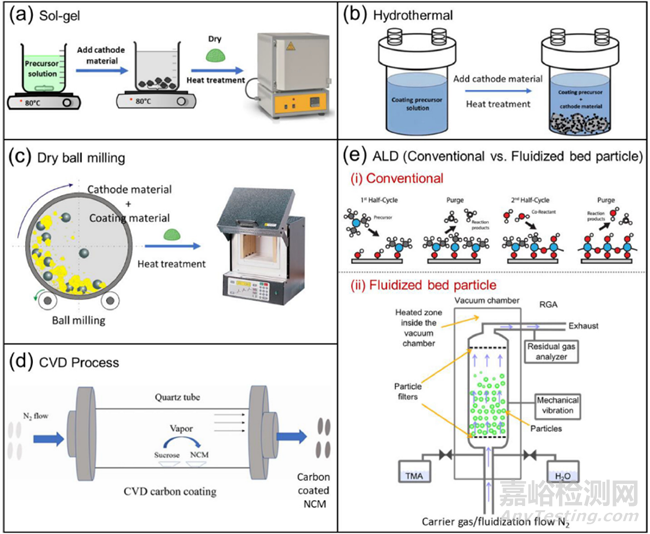
溶胶凝胶包覆工艺通常用于合成正极材料以及表面包覆。然而,由于使用水或其他溶剂,增加了成本。另外水之类的溶剂会导致锂浸出并改变正极表面化学计量。
4.1.2、水热/溶剂热包覆
水热/溶剂热工艺开发的包覆层为纳米级,且均匀,可以控制包覆层的化学计量。但难加工,前体盐昂贵和产率低。
4.2、干涂工艺
干涂法可能是最可行和最合适的,然而很难获得均匀的包覆。
4.3、气相化学过程
4.3.1、化学气相沉积(CVD)
化学气相沉积(CVD):一定温度下,反应物在衬底材料上分解,使材料从气相沉积。CVD的主要优点是可以生产出低孔隙率,均匀且薄的包覆层。
图3、正极材料表面包覆工艺和策略。
4.3.2、原子层沉积(ALD)
原子层沉积(ALD)形成的包覆层是原子级厚度。其最大优点是可以形成均匀,高质量的包覆层,并精确控制,但产率低,加工时间慢,前体成本高,毒性和工艺复杂。
五、包覆材料类型
5.1、金属氧化物
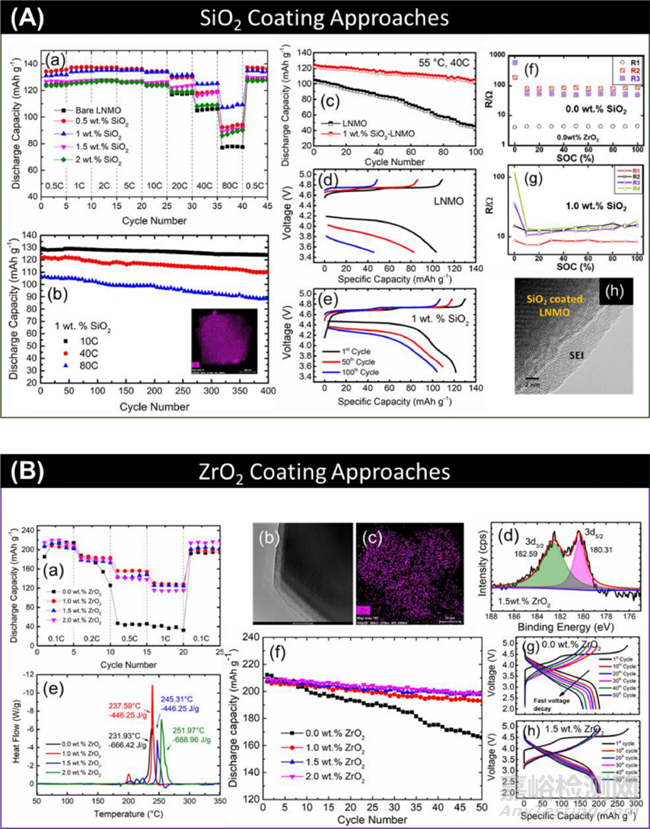
金属氧化物包覆充当正极材料和电解质之间的物理屏障,不参与电化学反应,缺点是锂离子传导性差。在某些情况下,金属氧化物包覆的正极材料倍率性能下降。这是由于阻抗(Rct)增加引起的。但是,很少有报道这类惰性金属氧化物包覆可以改善电荷转移。
图4、(A)SiO2包覆LNMO电化学性能(B)ZrO2包覆(NCM)材料电化学性能。
5.2、磷酸盐
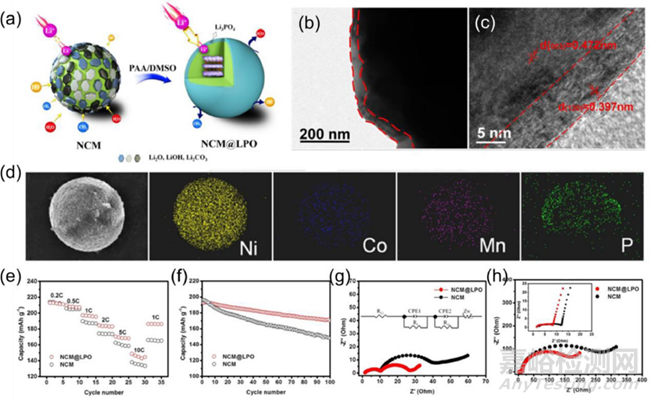
磷酸盐包覆可以改善正极材料的离子传输性能。富镍层状氧化物不良的循环和安全问题阻碍了它们的大规模使用。表面包覆是减轻富镍正极挑战的有效方法。NCM表面上的Li3PO4包覆可防止NCM正极表面与电解质直接接触,从而抑制了副反应和电阻性表面膜的形成。
图5、Li3PO4(LPO)修饰LiNi0.8Co0.1Mn0.1O2(NCM)
5.3、电极材料作为包覆
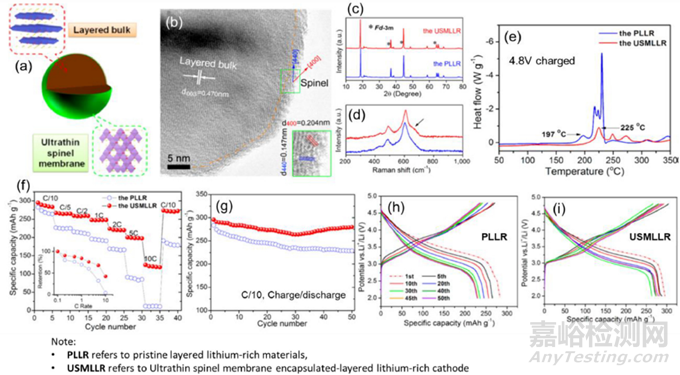
电极材料已被用作正极包覆材料。通常,应将较稳定的材料涂覆在较不稳定的材料上,以提高材料的整体稳定性和性能。好处在于,它们在正极和电解质之间提供了物理阻挡层,抑制了副反应,改善了电荷转移动力学,使正极材料具有更好的电化学性能。然而,很难实现均匀且薄的电极材料包覆。而且,需要较高的热处理温度以形成良好的包覆,可能导致正极材料分解。对于这类包覆,需要选择最佳的包覆材料和包覆条件。例如,超薄尖晶石(LiMn2O4)包覆的富锂Li1.2Mn0.6Ni0.2O2层状氧化物(USMLLR)改善了电化学和热性能。好处是既保证了富锂层状氧化物材料的高容量又提供了较高的倍率性能,同时由于LMO优异的Li+电导率而改善了表面处的电荷传输。
图6、USMLLR材料示意图及其电化学性能
5.4、固体电解质和其他离子导体作为包覆
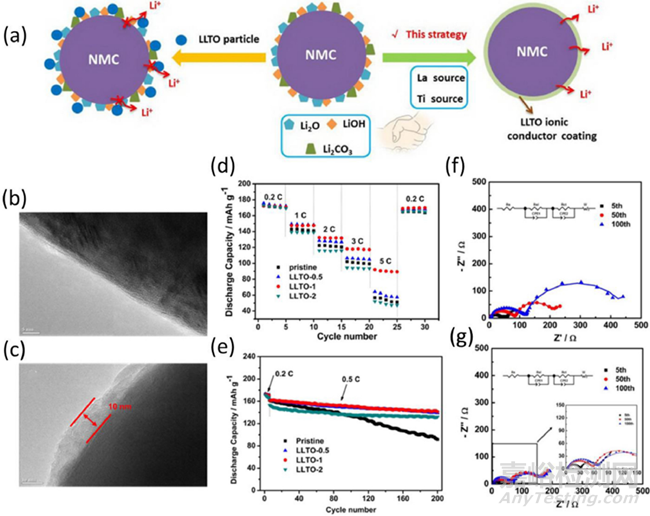
固体电解质在室温下具有高离子电导率,适合作为正极包覆层,但电子导电率低。由于高离子电导率,它们有望改善正极/电解质界面的电荷转移。此外,固体电解质包覆提供了物理屏障,抑制了副反应。在LiNi0.6Co0.2Mn0.2O2(NCM)上包覆钛酸锂镧(LLTO)能够提高倍率性能,归因于LLTO包覆层的高离子电导率和抑制了副反应。然而,包覆厚度的增加会抑制充/放电期间电子转移过程。
图7、LLTO改性的LiNi0.6Co0.2Mn0.2O2示意图及其电化学性能
5.5、导电聚合物
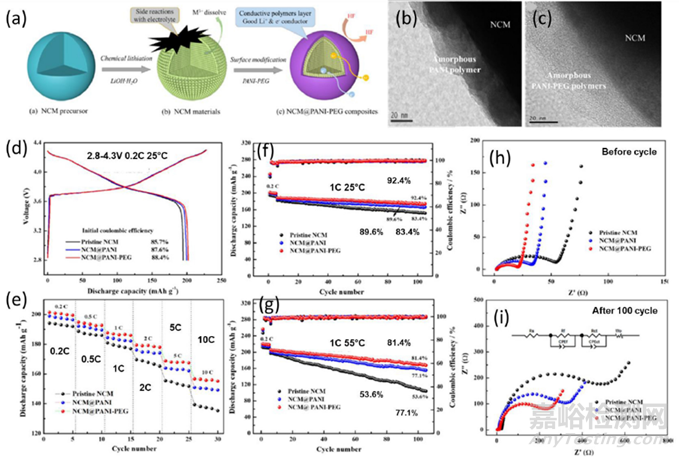
导电聚合物包覆可以形成具有高电子电导率的均匀薄膜,改善正极/电解质界面的电荷转移。这类聚合物可以适应体积变化,减少裂纹形成。图8显示PANI-PEG包覆的LiNi0.8Co0.1Mn0.1O2(NCM-811)。PANI-PEG具有高离子电导率和电子电导率。倍率性能提高可归因于电子电导率和电荷转移的提高。循环性能也有所提高,归因于副反应被抑制。
图8、NCM@PANI-PEG复合包覆层示意图及其电化学性能
5.6、表面掺杂
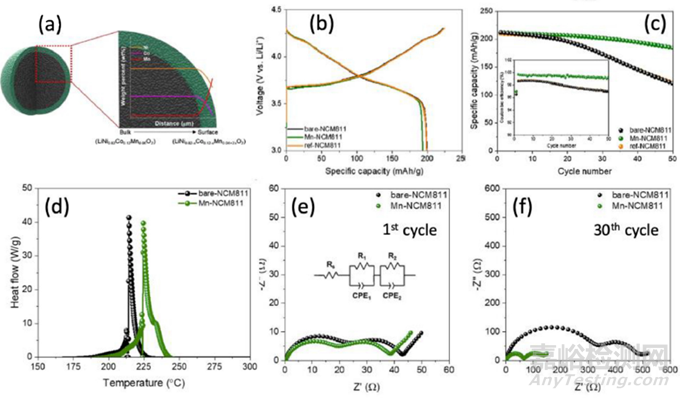
表面包覆方法是在正极表面形成物理阻挡层,通常对电解质的反应性较小,因此改善了材料的结构和热稳定性。由于晶体结构以及界面处的成分变化是相似的,表面掺杂不会阻碍Li+扩散,降低了Rct以及界面处的机械应力,减少了开裂的可能。图9显示了锰表面掺杂的富镍正极。富锰层通过抑制副反应有效稳定了富镍表面,最终改善了热,结构和电化学性能。新形成的表面稳定性高,同时保持了高离子传输性能。
图9、锰表面掺杂的富镍正极示意图及其电化学性能
六、结构-特性相关性:包覆厚度和锂离子扩散
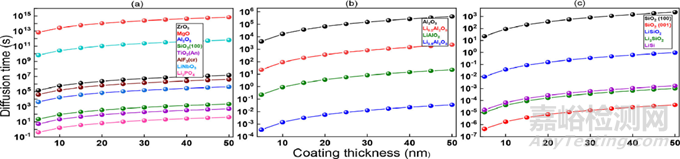
某些表面包覆会阻碍离子扩散,但提供其他优势,而某些包覆可以增强离子扩散,但损害其他性能。在采用包覆时,折衷考虑这些影响一直是电池研究的重点。包覆厚度与包覆层的锂离子扩散率之间的结构特性相关性是衡量折衷标准的一个有效方法。图10提供了扩散时间与包覆厚度的关系。大多数氧化物和氟化物的锂离子扩散率极低。对于较厚的包覆,扩散时间更长。这些表面包覆厚度应小于10nm,以获得更好的电化学性能。
图10、比较了不同包覆材料在300 K时相对于包覆厚度的扩散时间
七、全固态电池正极材料包覆
7.1、全固态电池(SSB)中正极包覆的必要性和作用
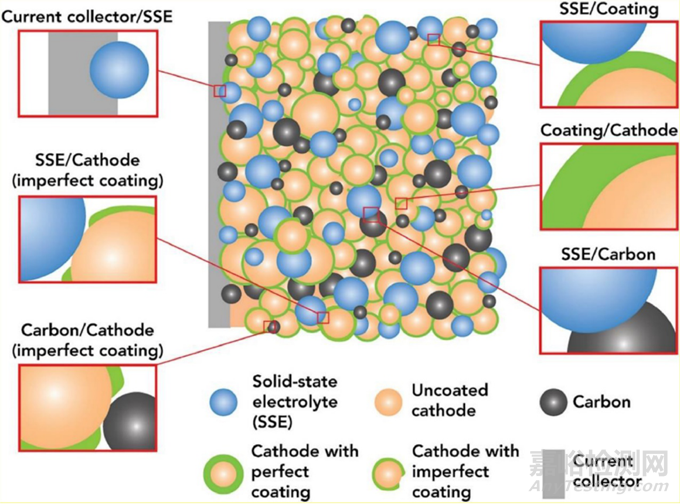
全固态电池由于高的安全性被认为是电池研发的重点。但是,固体电解质(SE)与正极材料直接接触时存在不稳定问题。当与正极材料直接接触时,SE易氧化,形成电阻性界面并增加电池阻抗,导致容量快速衰减。SSB中也需要正极材料表面包覆,抑制这些氧化反应。因此,SSB正极材料需要电绝缘和离子导电的表面包覆层。
图11、固态电池中复合正极的各种界面。
无机SE可以分为三大类:氧化物,硫化物和硫银锗矿。与氧化物SE相比,硫化物SE具有极高的离子电导率,但化学稳定性较低,且电压窗口较窄,导致电池能量密度有限。另外,当与正极材料直接接触时,硫化物SEs形成电阻性界面,界面电阻增加。
7.2、SSB中正极包覆的挑战
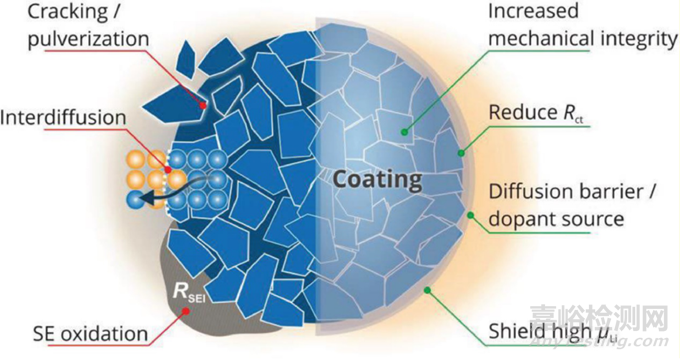
包覆层应均匀且完全覆盖正极颗粒,并保证正极颗粒之间的接触以提供导电网络。硬而脆的包覆层在电极制造过程中易形成裂纹,因此形成颗粒接触,但可能导致SE分解。如果包覆层是塑性且可变形,则它可以通过变形而形成新的接触点而不会形成裂纹。表面包覆应抑制或适应正极材料的体积变化,以保持颗粒间的接触。另外,正极活性材料和SE之间也可能相互扩散。包覆会抑制这种相互扩散,减轻电阻性界面的形成。
图12、正极与固体电解质之间界面处产生的关键问题,以及由于正极包覆带来的好处。
总之,SSB中正极包覆层应具有以下特性:1)提供物理屏障,防止副反应;2)防止相互扩散,抑制电阻性界面的形成;3、电子电导率低,避免SE的氧化还原反应;4)高的离子电导率,改善界面处的电荷转移;5)良好的机械性能,适应正极材料的体积变化,并防止接触损失;6)降低界面电阻。