维氏硬度测试是静态硬度测试中较为精确的一种方法。在测试过程中发现,ASTM E92—2017《金属材料 维氏硬度和努氏硬度的标准试验方法》第7.10.3章中关于压痕对角线判定的理解为:一条对角线长度的一半不应大于另一条对角线长度一半的5%,而NADCAP(美国航空航天和国防工业对航空航天工业的特殊产品和工艺的认证)审核建议规定,任一对角线的一半不应比该对角线的另一半长5%以上。同时国标GB/T 4340.1—2009《金属材料 维氏硬度试验 第1部分:试验方法》第7.6章中规定,在平面上压痕的两条对角线长度之差不应超过对角线长度平均值的5%。由此可见,测试方法要求不同会影响对同一压痕的判断。研究人员通过改变试样的倾斜角度产生了不规则的压痕,对比分析了上述3种判定方法的计算结果,优化了压痕不规则材料的硬度测试结果。
1、试验方法和仪器
1.1 试验方法
试样编号为Z711471,标准示值为457HV,均匀度为2.8%。用标准试样来进行对比试验。
试验载荷:0.2kgf(1kgf=9.80665N)。采用角度作为变量,同时测量对角线的长度,尽量选取能够清晰分辨压痕,且改变角度时不伤害设备的载荷。
测试角度:0°与1°。标准片相对载物台的角度为0°和1°。将0°测得结果与计算结果作为标准,将其他角度的测量值和计算结果所得曲线与标准曲线进行对比。为便于比较,在试样上端垫高以改变角度,并且保证只改变竖直方向的角度。
标准片硬度的选取:中值硬度。由于要调整试样的表面,使其与试验台水平面成一定角度,而高值硬度试样材料不均匀或表面倾斜容易损坏压头,故不使用高值硬度标准片进行试验。
每组试验次数为36次,用测得对角线长度进行计算对比。
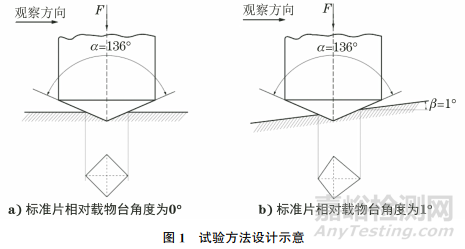
试验方法设计如图1所示。图中α为压头对角线角度;β为试样测试表面与载物台角度;F为载荷。
1.2 试验仪器
用全自动维氏硬度测试仪测试试样的维氏硬度;用角度调节器调节试样的倾斜角度。
2、设定变量与建立数学模型
2.1 变量的设定
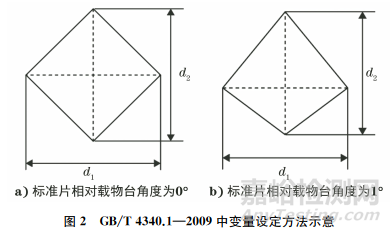
国标中对角线判定规则的变量设定:将对角线的水平方向长度以及竖直方向长度分别设定为d1和d2(见图2)。
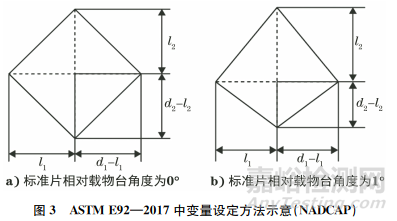
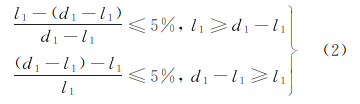
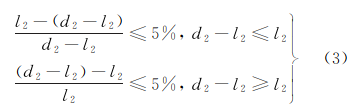
NADCAP审核指导建议中变量的设定:将竖直方向对角线的上半条和下半条长度分别设定为l1与d1-l1;将水平方向对角线的上半条和下半条长度分别设定为l2与d2-l2(见图3)。
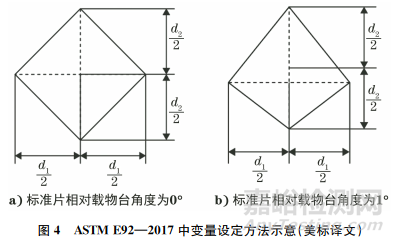
美标译文中变量的设定:将对角线水平方向长度的一半与对角线竖直方向长度的一半分别设定为d1/2和d2/2(见图4)。
2.2 建立数学模型
GB/T 4340.1—2009中对角线判定方法如式(1)所示。
NADCAP审核建议ASTM E92—2017中对角线判定方法如式(2),(3)所示。
美标ASTM E92—2017译文中对角线判定方法如式(4)所示。
3、试验结果
3.1 标准片测值分析
正态分布曲线绘制:若随机变量x服从一个数学期望为μ、方差为σ2的正态分布,记为N(μ,σ2);则这个随机变量就称为正态随机变量,记作x~N(μ,σ2)。假定测试得到的硬度遵循正态分布曲线,其概率密度函数如式(5)所示。
测试值应在标准值的±3%误差区间内,故置信区间应为[443.29,470.71]。
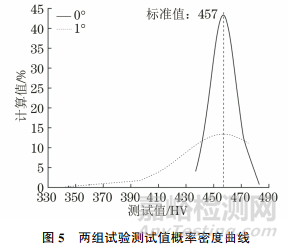
由式(5)初步计算,两组试验的测试值符合正态分布曲线的趋势,由于计算结果过小,所画曲线不易观察,最终将结果放大103倍再绘制曲线。两组试验测试值概率密度曲线如图5所示。
正态分布曲线的分析:试样与载物台呈0°时,曲线的走势明显呈正态分布,而试样与载物台角度为1°时,曲线走势已经不是经典的正态分布,同时其概率密度也与标准值相差很大,方差和标准差都比试样与载物台呈0°时更大。可知在改变试样与载物台的相对角度时,测量结果有较大的偏差。
3.2 对角线判定公式计算分析
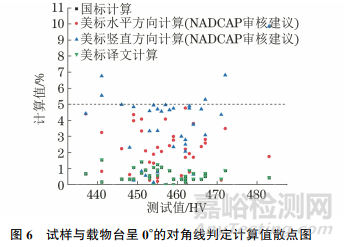
试样与载物台呈0°时,3种方式对角线判定计算值的散点图如图6所示。测量值超出误差范围的点有4个。虽然试样与载物台角度为0°,但是试验用标准片有2.8%的不均匀度,不在误差范围内的点很可能处在特殊位置。
由图6可知:按照NADCAP审核建议,对于超误差的4个测量点,美标对角线方法判断为数据偏离点,而同等条件下的国标与美标译文要求则判定为正常。
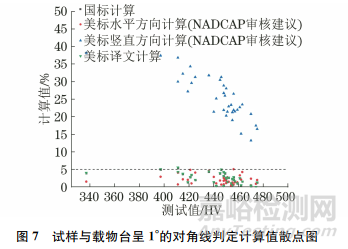
试样与载物台呈1°的对角线判定计算值的散点图如图7所示。测量值超出误差范围的点有7个,明显多于试样与载物台呈0°的点数,说明试样测试值的准确与否与其表面是否平行于载物台有很大关系。
试样与载物台呈1°时,按国标判定,仅2点不满足要求,美标译文挑出3点不符合要求,而NADCAP审核建议中美标的对角线判定规则将对角线竖直方向均判定为不满足误差要求,可以得出压头在竖直方向与试样表面不平行的结论。
对角线水平方向上的判定有14点满足要求,1点不满足要求,证明了试验满足只改变竖直方向角度的设定。
从36点的测量结果可以看到,按照国标方法与美标译文计算测量对角线的长度,绝大部分点的计算值均有效,但是NADCAP审核建议中的美标对角线判 定方式可以将问题点挑出。综上可知,NADCAP审核建议的美标对角线判定规则更为严谨。
4、结论
(1)试样上、下表面的平行度较好时,3种方式测试结果差异较小。
(2)满足GB/T 4340.1—2009与ASTME 92—2017的要求时,对于一些对角线长度差异不大,但是压痕不规则的测试点,NADCAP审核建议的美标判定更为严谨。
(3)由于试样上、下表面不平行的角度过大,测量值会变化很大而失去参考价值,同时可能造成拖尾现象。在日常加工中,要求试样上、下表面角度小于1°。