您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-06-07 21:20
1.研究背景
滑石粉(Talc)填充可改善聚丙烯(PP)原材料的多种性能,包括成型收缩率、表面硬度、弯曲模量、拉伸强度、冲击强度、产品尺寸稳定性和热变形温度等。随着滑石粉用量的增加,改性料的热变形温度逐步增加,主要是由于滑石粉的加入大幅度提高了材料的刚性,同时在一定程度上,降低了改性料的成型收缩率。尤其是高含量PP-Talc40%体系由于高模量,低尺寸变化率,高耐热温度而被广泛应用于包括车灯壳体、空调风门、空调出风口叶片等汽车零部件。由于汽车向轻量化、集成化的趋势发展,很多结构相对复杂的PP-Talc40%产品不能通过一次注塑成型,因而需要通过焊接技术将不同塑料零部件焊接在一起。
振动摩擦焊接方法主要是两个塑料件在一定的压紧力、振幅和频率下,通过高频振动使得焊接样品相互摩擦产生热量,熔融固化以及冷却后,达到永久性连接的目的,因为其大位移运动,产生足够热量,从而能完成高强度焊接。同时材料兼容性比其他的焊接方法(包括热板焊接、激光焊接、超声波焊接)更好,能够焊接得到较高焊接强度和良好的密封性,因而广泛应用于发动机进气歧管、碳罐、仪表盘、尾灯等部位。
目前,已有相关文献研究了不同PP体系焊接性能的规律,但是对于滑石粉填充PP,尤其是PP-Talc40%体系,不同的焊接工艺对其焊接性能的影响却研究较少。
本文以PP-Talc40%体系为原料,通过注塑成型制备焊接样条。采用试验设计方法(DOE),研究了焊接深度、压紧力以及振幅三个主要因子对焊接强度的影响。同时探究了不同的焊接工艺,包括:深度、振幅、压紧参数以及焊接工位等对PP-Talc40%体系焊接强度的影响。
2、结果与讨论
2.1DOE试验方案
利用DOE试验设计方法,进行3因子,5水平振动摩擦焊接试验,在进行单工位焊接过程中,当焊接压紧参数超过4 MPa时,上下模具相互接触挤压过程中,已经发生破坏,无法进行焊接,因而在单工位焊接过程中,控制压紧参数为3 MPa。焊接后的样条进行拉伸强度测试,试验结果如表1所示。
表1不同影响因素下PP-Talc40%焊接强度试验结果
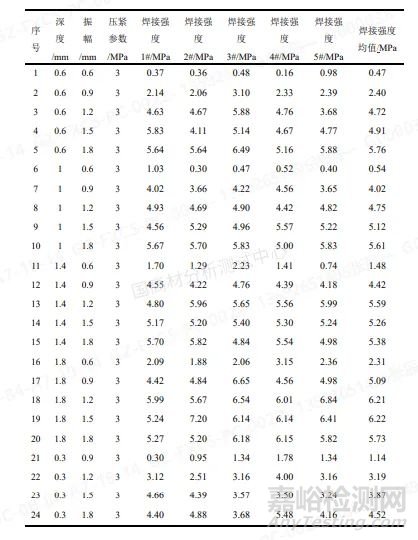
从焊接强度的主效应图1(A)中可以看出,随着焊接振幅从0.6 mm增加到1.8 mm而增加。若想该材料获得较高的焊接强度,焊接振幅需不低于1.2 mm,焊接深度不低于1.0 mm。从焊接强度交互作用图1(B)可以看出,当选用振幅1.2 mm,焊接深度1.8 mm时,焊接强度的均值最高,其次是焊接振幅1.5 mm,焊接深度1.8 mm。
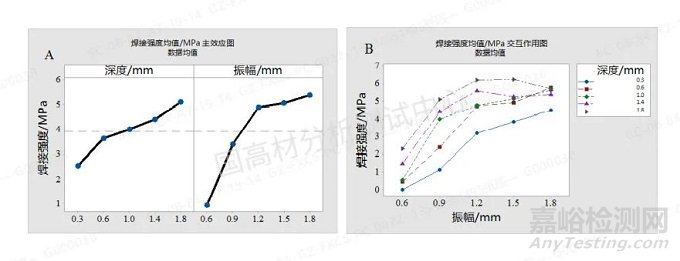
图1:(A):焊接强度主效应图;(B):焊接强度交互作用图
2.2 焊接振幅对焊接强度的影响
固定焊接深度为1.8 mm,焊接压紧参数为3 MPa,焊接振幅分别为:0.5 mm,0.7 mm,0.9 mm,1.1 mm,1.3mm,1.5 mm,1.6 mm和1.7 mm。从图2中可以看出,随着焊接振幅增加,焊接强度有增加趋势,当焊接振幅高于0.9 mm时,焊接强度变化不大,均在4.42-5.62 MPa之间。因而当焊接振幅超过一定值时,对焊接强度的影响不大。
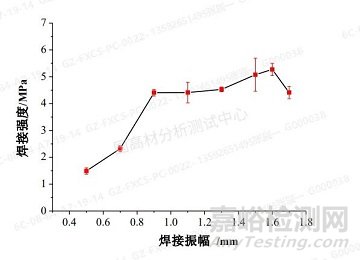
图2焊接强度随着振幅变化关系图
从图3焊接头处横截面的二次元影像可以看出,振幅0.5 mm,相比较振幅1.3 mm和1.7 mm时,表面出现相对较多的灰黑色区域。表明在拉伸断裂过程中,这部分区域出现相对较少聚丙烯分子链段的相互拉扯。从而进一步说明焊接过程中,低振幅条件下,聚合物分子链段熔融,缠结能力相对较弱,焊接强度较低。
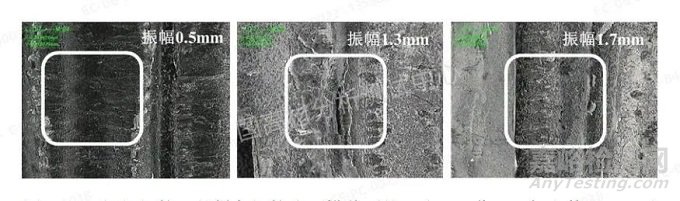
图3 不同振幅焊接后的样条焊接头处横截面的二次元影像(压紧参数3MPa,焊接深度1.8mm)
2.3焊接深度对焊接强度的影响
设定焊接压紧参数为3 MPa,设定振幅分别为0.6 mm,1.2 mm和1.8 mm,改变焊接深度分别为0.1mm,0.2mm,0.4mm,0.6 mm,0.8 mm,1.0mm,1.2 mm,1.4 mm,1.6 mm和1.8 mm。焊接强度随着焊接深度以及振幅的变化关系见图4。
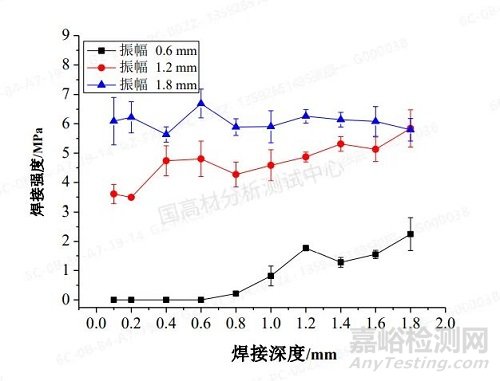
图4焊接强度随着焊接深度以及振幅的变化关系图
从图4可以看出,较低焊接振幅(0.6mm)时,随着焊接深度增加,焊接强度不断增加,但是焊接强度相对较低。主要原因是低振幅下,剪切力较低,接触面处塑料分子之间热运动能力不足,导致分子链之间的缠结程度降低,焊接强度低于2.41MPa。另外PP-Talc40%体系在振动摩擦焊接的固液相变阶段,由于摩擦生热导致的流体层与层之间的横向流动,在接触面区域更多的是上下样品的滑石粉进行相互交叉结合,在接触面处如果分子链缠结程度不足,将会导致比较低的焊接强度。
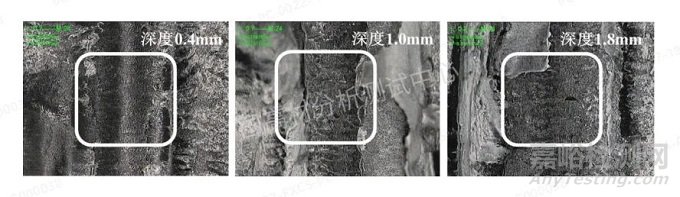
图5不同深度焊接后的样条焊接头处横截面的二次元影像(压紧参数3 MPa,振幅1.2 mm)
从图5焊接头处横截面的二次元影像可以看出,当振幅固定为1.2 mm,压紧参数设定为3 MPa时,其焊接面影像中灰黑色局部区域占比相差不大,表明高振幅条件下,其焊接强度受焊接深度的影响较小。
因而,需要选择相对较高的振幅进行PP-Talc40%体系振动摩擦焊接。在高振幅的条件下,尤其焊接振幅选择1.8mm时,较低的焊接深度下就能够达到比较高的焊接强度。
2.4焊接机压紧参数对焊接强度的影响
固定焊接振幅1.8 mm,焊接压紧参数设定为3MPa、4MPa和5MPa,选择单工位的焊接方式,焊接深度选择为0.7 mm,0.9 mm,1.1 mm,1.3 mm和1.5 mm。
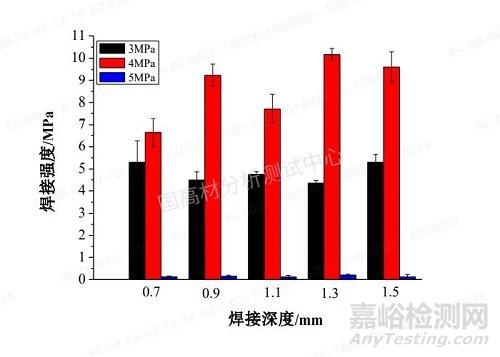
图6焊接强度随着焊接深度和压紧参数的变化关系图
从图6可以看出,当控制焊接振幅和焊接深度相同时,压紧参数4MPa下的焊接强度均比3MPa下大,当焊接深度1.3mm时,焊接强度均值为10.12MPa,约占ISO拉伸样条拉伸强度29%。当压紧力为5 MPa时,上下模具合模时,样品被破坏,强度较低,均值在0.16MPa左右。
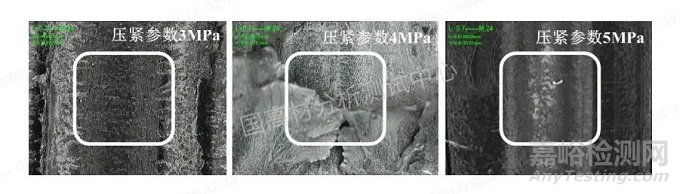
图7不同压紧参数焊接后的样条焊接头处横截面的二次元影像(深度1.3mm,振幅1.8mm)
从上图7可以看出,当压紧参数设定为4MPa时,其接头处横截面的二次元影像基本呈现白色区域,表明其在拉伸实验过程中,横截面区域都撕裂,其焊接过程中聚合物分子链段熔融,缠结能力相对较优,焊接强度较高。当压紧参数设定为5MPa时,在合模时,样品出现破坏,只出现极少区域熔融焊接,因而焊接强度很低。

图8 (A)单工位焊接示意图;(B)双工位焊接示意图;(C)三工位焊接示意图
因而可以考虑增加工位数,即多个样品同时焊接的方式,来平衡单个样品局部压强过高的现象,等同于增加样品焊接区域的面积。如图8所示,分别为单工位焊接,双工位焊接以及三工位焊接示意图。
2.5焊接工位数对焊接强度的影响
固定焊接振幅为1.8 mm,压紧参数4MPa,改变焊接深度,分别控制其为0.7 mm、0.9 mm、1.1 mm和1.3 mm。焊接强度试验结果如图9所示。可以看出,相同焊接压紧参数条件下,随着同时焊接工位数量的增加,焊接强度有明显增加的趋势,三工位的焊接强度能够达到11.24±0.80 MPa,约为其ISO拉伸样条拉伸强度的32.1±2.3%。
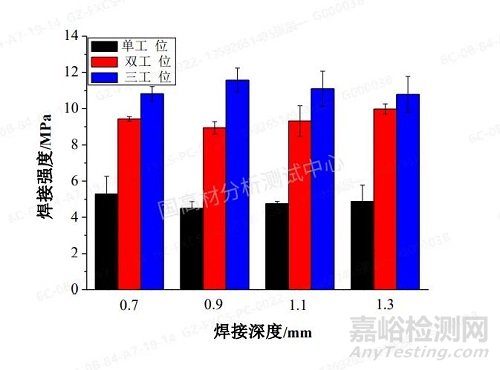
图9焊接强度随着焊接深度和同时焊接工位数的变化关系图
从图10可以看出,随着焊接工位数的增加,其接头处横截面的二次元影像白色区域占比越来越高。因而选择相对较多的工位数进行焊接,能够促进焊接面处更好的分子链熔融缠结的效果。
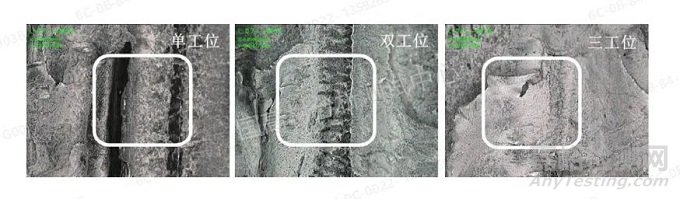
图10不同工位数焊接后的样条焊接头处横截面的二次元影像(深度1.1mm,振幅1.8mm)
根据以上研究结果可知:控制高振幅1.8 mm,压紧参数4MPa,三工位的焊接方式,PP-Talc40%体系能够得到相对较优的振动摩擦焊接工艺。
3、结论
本文利用DOE试验设计方案研究了40%滑石粉填充聚丙烯(PP-Talc40%)体系的焊接强度影响因素,研究结论如下:
1)随着焊接振幅增加,焊接强度有增加趋势,当焊接振幅低于0.6 mm时焊接强度较低,高于0.9 mm时焊接强度变化不大。
2)需要设定较高的振幅进行该种材料焊接,当振幅为1.8mm时,较低的焊接深度也能够达到较高的焊接强度;高振幅条件下,焊接强度受焊接深度的影响较小。
3)控制焊接振幅和焊接深度相同时,压紧参数4 MPa下的焊接强度均比3MPa下大,超过5 MPa时焊接强度较低。
4)增加焊接工位数能够得到更高的焊接强度。三工位的焊接强度能够达到11.24±0.80 MPa,约为其材料拉伸强度的32.1±2.3%。

来源:国高材分析测试中心


