您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-04-22 19:43
汽车钢板表面轮廓形貌的指标有宏观方面的形状误差,也有微观方面的几何形状误差,即粗糙度,以及介于宏观形状误差及粗糙度之间的形状误差,即波纹度。大量的试验及研究表明,汽车钢板经涂装工艺后,粗糙度轮廓能够被漆层所覆盖,而波纹度轮廓被保留下来,容易造成鲜映性降低等问题。
随着国家对企业环保要求的不断提高,各大车企的涂装都采用了新工艺。新工艺降低了涂料的用量,减少了挥发性有机化合物(VOC)及二氧化碳的排放量,但对钢厂原材料钢板的表面质量要求越来越高。
目前,波纹度指标的检测方法主要包括接触式及非接触式测量。接触式测量通过探针在钢板上接触,记录钢板的表面信息,经过数据处理得到波纹度;非接触式测量通过光的干涉原理获得钢板表面信息,并进行数据处理得到波纹度。非接触式测量法不仅可以得到波纹度,而且可以得到具体的三维轮廓图像,同时可以输出表面轮廓偏斜度及表面轮廓峭度等数据。
1白光的干涉原理及检测方法
1.1 白光的干涉原理
采用白光为光源进行干涉,白光光源包含多个可见光谱区域的光谱成分,发生干涉时,各波长光谱将产生各自的一组干涉条纹。在光程完全相等、光程差为零,即零级条纹处,不同成分的光谱完全重合,此处光强最大。随着光程差及干涉级数的增加,各波长的干涉条纹彼此错开,条纹对比度逐渐下降,最终干涉条纹消失。白光干涉光强度随光程差变化曲线如图1所示。
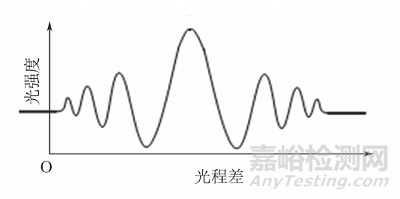
图1 白光干涉光强度随光程差的变化曲线
1.2 检测方法
通过识别光强最大处的零级条纹,可得到零光程差位置。将白光光源通过镜头内部的分光镜分成两个光束,一束投射到试样表面,另一束投射到参考面。设置参考镜位置,使得从试样表面反射回的光线同参考镜反射光线到CCD摄像头的光程差为零,即使得聚焦距离同参考镜反射光线到CCD摄像头的距离相等,三维轮廓仪工作原理如图2所示。将镜头上下移动可改变试样相对于镜头的位置,从而达到扫描的目的,将不同高度视野下的试样信息进行叠加,得到试样表面的三维轮廓信息。
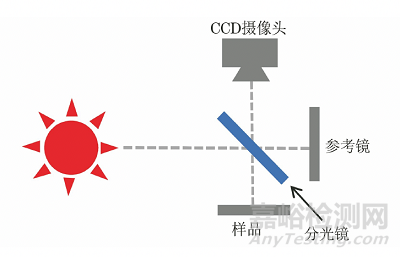
图2 三维轮廓仪工作原理示意
2相关标准
波纹度指标可以理解为:在一个取样长度内,实际表面信号经滤波处理后得到的波纹度曲线W(x)偏离最小二乘中心线的平均距离。目前,与测量表面波纹度相关的标准较多,其中应用较普遍、具有代表性的标准主要有国际标准ISO 12085—1996 Geometrical Product Specifications (GPS) -Surface Texture:Profile Method - Motif Parameters、日标JIS B0610— 2001 Profile Method-Definitions and Designation of Rolling Circle Waviness、 国标GB/T 2523—2008 《冷轧金属薄板(带)表面精糙度和峰值数测量方法》、德国钢铁行业标准SEP 1941—2012 Mesurement of the Waviness Characteristic Value Wsa (1-5) on Cold Rol-led Metalic Flat Products 等。影响波纹度检测结果的因素主要有滤波器类型、截止波长、检测长度等。不同标准的主要参数设置如表1所示。
表1 不同标准的主要参数设置

3分析过程
以某钢铁厂生产的镀锌板为例,采用Wsa1-5指标的检测步骤,介绍非接触式白光干涉法的分析过程曲线(见图3)。三维光学轮廓仪设备型号为Bruker GT-K,该设备具备自动聚焦功能。使用拼接测试及自动聚焦功能,可得到所要求的30mm检测长度内的原始轮廓信息。
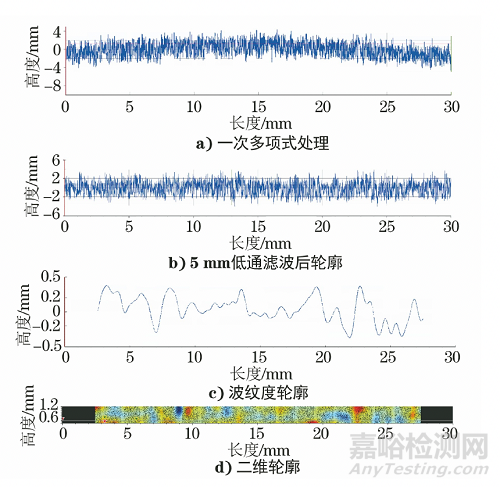
图3 镀锌板表面波纹度Wsa1-5分析过程曲线
(1) 经过一次多项式处理,消除水平方向不确定度,即排除试样水平方向倾斜对检测结果带来的干扰。可以看到轮廓形貌曲线整体保持水平,但在宏观形貌上存在波动,呈现出中间高两边低的情况。
(2) 根据标准ISO 16610-21 Geometrical Product Specifications (GPS)-Filtration Part 21:Linear Profile Filters: Gaussian Filters,利用高斯滤波器进行低通滤波,截止波长λf为5mm,去除试样在宏观上的几何形状误差对检测结果的影响,其轮廓如图3b)所示,可以看到轮廓曲线的轻微弧度消失,去除了宏观上的几何形状误差。
(3) 去除λf入口和出口各2.5mm 长度内的数据。
(4) 利用高斯滤波器进行高通滤波,截止波长λc为1mm, 去除1mm 以下短波部分细微轮廓。经过两次滤波后得到波纹度轮廓,如图3c)所示,二维轮廓如图3d)所示。
(5) 波纹度Wsa1-5如式(1)所示。
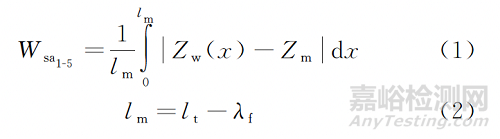
式中:lt为取样长度;λf为截止波长(高通);lm为评定长度;Zm为表面轮廓曲线中线的纵坐标;Zw(x)为x方向轮廓曲线的纵坐标。
计算出波纹度为0.149μm。为验证白光干涉法测量波纹度数据的准确性,采用接触式波纹度仪及非接触式三维轮廓仪对冲压变形后的试样进行比对测试,接触式波纹度仪型号为HOMMEL T8000。为尽量减小试样的表面波动,锁定中心部位的一个小区域进行测量,共取5组试样,每个试样取3点进行试验,具体检测结果如表2所示。
表2 波纹度仪和三维轮廓仪对多个试样的波纹度检测结果
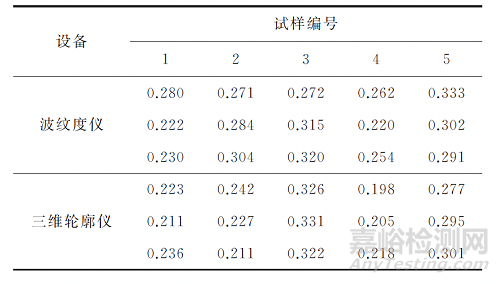
对两组检测数据进行分析评价,结果表明,两种方法的检测结果无明显差异,一致性较好。采用非接触式白光干涉法检测波纹度具有有效性。
4结语
(1) 采用白光干涉法检测波纹度指标时,只要识别零级条纹就可得到零光程差位置。
(2) 镜头的移动可带动零级条纹的上下移动,从而对试样表面进行扫描,将扫描结果进行叠加可获得试样的表面轮廓信息。
(3) 一次多项式处理可消除水平方向的不确定度。利用高斯滤波器进行低通滤波,可去除样品在宏观上的几何形状误差对检测结果造成的影响;利用高斯滤波器进行高通滤波,可去除1mm以下短波部分的细微轮廓,得到波纹度轮廓。
(4) 采用t检验分析白光干涉测量法及接触式测量法的检测数据,结果显示白光干涉法测量波纹度具有有效性。

来源:理化检验物理分册


