您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2021-05-12 11:13
摘要 某型号履带式液压挖掘机在装配过程中发生个别履带螺栓“掉头”现象。通过宏观形貌观察,扫描电镜形貌分析,能谱元素分析,金相组织检测,力学性能检测,化学成分检测等手段对螺栓断裂原因进行分析。结果表明: 螺栓断裂模式符合氢脆断裂的典型特征。螺栓各项性能均符合标准规定,且基体残余氢含量仅为1.1ppm,因此螺栓本身的氢脆敏感性较低。因热处理前磷化膜未去除干净,导致螺栓头下圆角表面存在深度约10μm 的渗磷层。头杆连接处近表面基体的P含量异常偏高导致脆性增大,安装过程中产生微裂纹。螺栓头下圆角为应力集中区域,微裂纹加剧了应力集中状态,同时磷元素易引发氢致裂纹,促进了氢致裂纹的形成与扩展,最终表现为氢致延迟断裂。
1 背景资料
履带式工程车辆中,履带板是利用履带螺栓固定在履带链上,由左右驱动轮实施驱动。履带螺栓将履带板固定于履带链上,是要求可靠性高的联接件[1]。委托方提供六角凸缘履带螺栓断裂件1枚、同批次未使用完好件5枚,规格为M24×1.5×72,材质为SCM435,性能等级为12.9级。螺栓制造工艺为头杆尾成型-热前搓丝-调质(脱磷、淬火、回火)-磁粉探伤-表面发黑-上防锈油-包装。螺栓安装扭矩为1230±35N·m,安装到履带板上后经过清洗、浸漆、100℃烘干。烘干工序完成后,将履带板安装到挖掘机上时发生履带螺栓掉头失效,失效比例为0.01%,为偶发事件。笔者对送检螺栓进行失效分析,找出螺栓断裂的原因。
2 断口形貌分析
断裂螺栓宏观形貌如图1所示,可见断裂发生于头杆连接处,试样表面未发现明显的挤压磨损或锈蚀痕迹。图2所示为失效螺栓断口宏观形貌,断面平整,无明显塑性变形痕迹,且存在轻微锈蚀现象。断口左上方隐约可见放射状条纹,收敛于断口边缘(箭头所示)。将断口分为A、B、C三个区域进一步描述。图3所示为断面A区电镜微观形貌,可见靠近边缘的断面存在明显的覆盖物,而远离边缘的断面可见明显的“冰糖状”沿晶形貌,伴随晶间二次裂纹,晶面存在“鸡爪形”发纹。A区能谱元素分析如图4所示,靠近边缘的区域存在大量的氧元素以及少量钙、钾、氯等元素,而远离边缘的区域未发现明显的外来元素。图5、图6所示分别为B区和C区微观形貌,为准解理形貌+少量韧窝形貌。


图1 试样宏观形貌 图2 螺栓断口宏观形貌
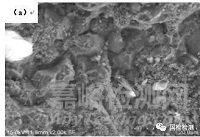
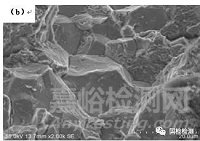
A区靠近边缘断口形貌 A区远离边缘断口形貌
图3 A区微观形貌
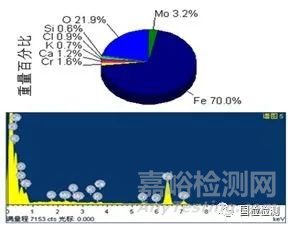
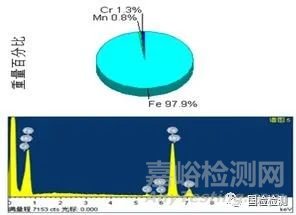
(a)A区靠近边缘能谱分析结果 (b)A区远离边缘能谱分析结果
图4 A区能谱分析结果
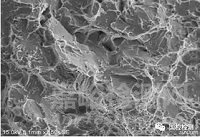
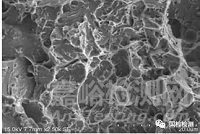
图5 B区微观形貌 图6 C区微观形貌
3 化学成分分析
对断裂螺栓与完好螺栓分别进行化学成分检测,结果如表1所示,符合“JIS G4053-2008”标准的相关要求。在断裂螺栓裂纹起源区取样,进行氢含量测试,结果显示,残余氢含量为1.1ppm。
表1 螺栓化学成分检测表
|
元 素 |
C |
Si |
Mn |
P |
S |
Cr |
M0 |
|
标准值 |
0.33~0.38 |
0.15~0.35 |
0.60~0.9 |
≤0.03 |
≤0.03 |
0.9~1.2 |
0.15~0.3 |
|
断裂螺栓 |
0.40 |
0.28 |
0.66 |
0.021 |
0.002 |
0.98 |
0.16 |
|
完好螺栓 |
0.41 |
0.21 |
0.68 |
0.014 |
0.007 |
1.03 |
0.16 |
4 金相组织分析
将失效螺栓断裂头部纵剖进行金相分析。图7所示为失效螺栓头部纵截面金属流线,可见头部流线左右对称、连续,且沿头部外形分布,无异常。图8所示为失效螺栓头下圆角半径测量结果,头下圆角半径为1.17mm,符合“GB/T 3105-2002”标准中对规格为M24螺栓的要求(≥0.8mm)。图9所示为失效螺栓断裂起始区金相组织,断裂发生于头下圆角处,断裂起始点距离支承面法向长度为0.085mm。断裂起始区附近未发现明显的折叠、裂纹等不连续性缺陷,头下圆角表面未见明显的脱碳、増碳现象。图10所示为失效螺栓终断区一侧纵截面金相组织,可见距离支承面法向长度为0.090mm处存在一条明显的扩展中的微裂纹。图11所示为微裂纹部位金相组织,可见裂纹起始于头下圆角表面,起裂处表面存在厚度约10μm的白亮层,经能谱分析(图12),白亮层中存在1%左右的P元素,P元素含量远远高于螺栓材料的上限值(≤0.030%),因此推断该亮白层为热处理前局部磷化膜未去除干净引起的渗磷层。图13所示为靠近白亮层的基体能谱分析结果,可见基体含有0.3%左右的P,明显高于螺栓材料的上限值(≤0.030%)。微裂纹前半段呈穿晶形式,后半段呈沿晶形式扩展,裂纹内部存在明显的填充物,经能谱分析(图14),可见除基体元素外,填充物主要成分为大量氧元素、少量镁、氯、钾、钙等元素,与断面覆盖物化学成分相似。
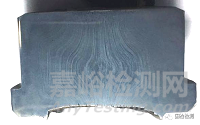
图7 失效螺栓头部金属流线
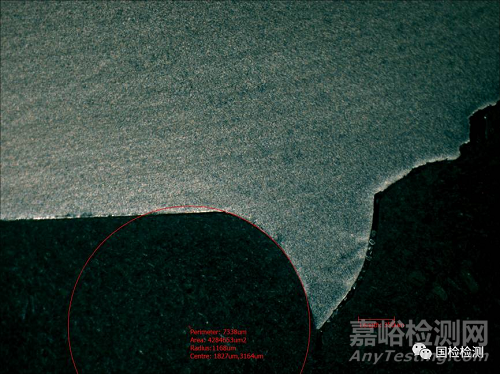
图8 失效螺栓头下圆角半径

图9 断裂起始区金相组织
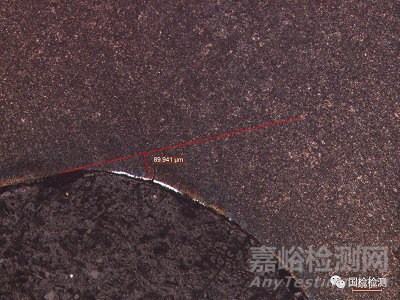
图10 终断区一侧金相组织

图11 微裂纹金相组织
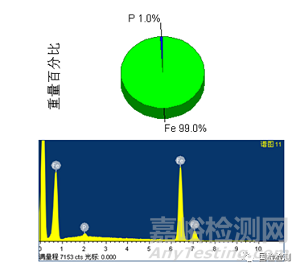
图12 表面白亮层能谱分析结果
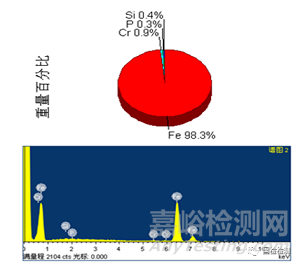
图13 靠近白亮层的基体能谱分析
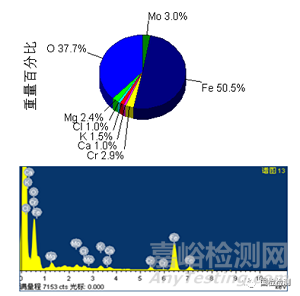
图14 微裂纹内部填充物能谱分析
5 机械性能检测
螺栓机械性能检测结果如表2所示,所检项目均符合标准“GB/T 3098.1-2010”中对12.9级螺栓的要求。经计算可知,完好螺栓抗拉强度为1481MPa,符合相应的标准要求(≥1220MPa)。在断裂螺栓头下圆角表面进行硬度梯度检测,结果如表3所示,可见硬度均匀,表面无明显増碳现象。
表2 送检螺栓力学性能检测
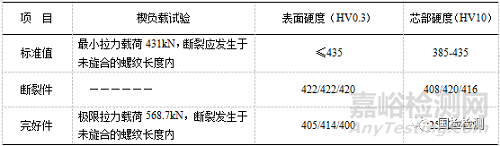
表3 断裂螺栓头下圆角硬度梯度检测

6 综合分析
螺栓头部金属流线、头下圆角尺寸、表面缺陷、金相组织、化学成分等指标均未发现异常。委托方提供信息显示,送检螺栓先安装于履带板上,将履带板装机时发生螺栓掉头,因此螺栓安装后仅受轴向力作用,且呈现延时断裂特征。断口低倍形貌显示,断面无明显塑性变形,并可见放射状条纹,条纹收敛于断口边缘,说明断裂起始于螺栓头下圆角表面。断口电镜形貌显示,晶粒轮廓鲜明呈冰糖块状,晶面上存在大量的鸡爪型撕裂棱等,均为氢致开裂的重要特征,所以失效螺栓断裂的性质为氢脆断裂[2]。所谓氢脆断裂,就是氢渗入金属材料内部后,造成材料损伤,使材料在低于材料屈服强度的静应力作用下发生的延迟断裂[3]。影响螺栓氢脆断裂的主要因素有:氢的存在和作用、一定的强度和硬度、足够的拉应力作用以及回火不充分的组织等。一般情况下,螺栓氢含量越高、强度和硬度越高、承受的应力作用越大,则越容易引起氢脆断裂的发生。
本案例中,螺栓性能等级为12.9级,硬度达到400HV以上(通常零件的硬度大于320HV时就有氢脆倾向)。但螺栓表面无増碳现象,且基体残留氢含量仅为1.1ppm,因此送检螺栓本身氢脆敏感性较低。金相组织显示,断裂起始点距离支承面法向长度为0.085mm,而终断区头下圆角存在一条呈沿晶扩展的微裂纹,距离支承面法向长度为0.090mm,与断裂起始点位置基本一致。因此有理由怀疑该微裂纹即为断裂起始裂纹。微裂纹起始处存在深度为10μm的渗磷层,说明热处理前螺栓表面的磷化膜未去除干净,同时靠近渗磷层的基体的P含量明显高于常见钢材的上限值。一般情况下磷视为有害元素,磷的晶界偏聚将会极大的降低晶界结合力及钢低温韧性,从而导致钢产生低温脆性现象,俗称钢的冷脆性[4]。钢中磷会增加钢的回火脆性、敏感性和引起冷脆,与合金元素一起共偏聚会加剧高温回火脆性。同时磷对冲击韧性危害很大[5]。由于螺栓头下圆角表面形成渗磷层,近表面基体磷含量增加,引起该处表面脆性显著增大,导致安装过程中产生微裂纹。由于氢脆失效是在氢和应力的共同作用下产生的,存在多个影响因素,只有在各个影响因素的综合作用超过一定临界值时才会发生断裂。螺栓头下圆角为应力集中区域,微裂纹加剧了应力集中状态,同时磷元素过高,易引发氢致裂纹[5],促进了氢致裂纹的形成与扩展,最终表现为氢脆断裂。
金相组织显示,终断区一侧微裂纹内部存在填充物,经能谱分析,填充物化学成分与断裂起始区覆盖物相似,可能为同一种物质。该覆盖物为断裂后粘附于断口的可能性不大,结合安装工艺,推断浸漆工序前该螺栓头下圆角已经发生开裂,油漆渗入裂纹并沉积于裂纹断面。与前文分析微裂纹产生于安装过程的结论相吻合。
7 结论与启示
1)螺栓失效模式为氢脆断裂,引起螺栓发生氢脆断裂的主要原因是头下圆角表面存在因渗磷层导致的安装微裂纹;
2)“GB/T 3098.1-2010 紧固件机械性能 螺栓、螺钉和螺柱”标准中表2注解h为“12.9级表面不允许有金相能测出的白色磷化物聚集层,去除磷化物聚集层应在热处理前进行”。国标明确规定12.9级螺栓应在热处理前去除磷化层。但在实际生产环节,笔者经常会接到生产业者咨询,内容都是关于如果磷化层未去除会对紧固件产生多大的影响。一方面生产业者可能对国标理解不充分,另一方面可能存在侥幸心理,认为表面薄薄的一层磷化聚集层并不会对紧固件性能产生明显的不良影响。在本案例中,送检螺栓各项检测项目均符合标准要求,但是由于头下圆角表面存在深度仅为几十微米的磷化聚集层,牵一发而动全身,最终导致发生螺栓断裂,履带板脱落的事故。“千里之堤毁于蚁穴”,对于紧固件这类重要的承力连接件,一旦失效断裂,很容易发生安全事故,切不可心存侥幸心理。

来源:国检检测


