您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2025-08-11 17:41
摘要Abstracts
通过模拟工程机械生产环境,验证不同消泡剂的实际使用效果。分为三部分来验证一款消泡剂的实际性能:第一部分是测试消泡剂的融化及挥发温度;第二部分验证不同消泡剂在腻子底涂的情况下的消泡效果;第三部分验证不同消泡剂的抗起霜性能。通过这三部分的验证,来辅助我们在工程机械高光粉末涂料制备中选择合适的消泡剂。
0 引言
随着国家绿色发展政策不断深化,环保法律法规陆续出台,涂装行业环保压力不断加大,低VOC涂料涂装已经成为行业共识;环保及涂料协会根据多年来检测结果显示,将水性涂料、粉末涂料、高固含涂料叫低VOC或者环保涂料[1],其中粉末涂料最为突出。为了环境的友好发展,工程机械“漆改粉”的趋势越来越大。粉末涂料相对于液体涂料,具有无VOC排放、利用率高、可回收且易清理等优点,是一款环境友好型的涂料,完全符合国家绿色发展要求,故而各大主机厂及配件厂不断地往“漆改粉”的道路上靠近。近几年来,许多工程机械主机厂纷纷建立高自动化的结构件粉末喷涂线,如柳工、山西太重、郑煤机等等。除此之外还有不少正在筹建中的大型结构件粉末喷涂线。
工程机械涂装的底材有大而杂的特点,往往一个工件上面就有多种材质且形状不规则,同时不同涂装线的工件处理差异很大,所以对于材料的选择,需要有比较宽的容许性,能够完全覆盖工件的各种材质及工件涂装的各种工况。粉末涂料消泡剂的消泡原理是通过降低涂膜的体系熔融黏度,且降低涂层的表面张力,或者利用消泡剂与涂层有限的相容性差异,使空气或可挥发性物质加速逸出,从而避免火山坑、颗粒或起泡的产生。
工程机械高光粉末涂料对于表面的平整度和光泽有着很高的要求,而这两点也是最直观的性能。消泡剂添加量不够,涂膜的消泡能力不足,表面出现气孔;而添加量过大,引起涂膜表面起霜则会导致光泽的下降。所以,如何选配消泡剂能使其最大程度上得到涂膜性能的均衡性,是每个配方的一大重要选择。
1 试验部分
1.1 实验材料
低温羧基饱和聚酯;异氰尿酸三缩水甘油酯;沉淀硫酸钡;流平剂;增光剂;安息香;黄色颜料;消泡剂(无蜡复合消泡剂A、无蜡复合消泡剂B、单酚聚酰胺蜡、进口聚烯烃改性酰胺蜡、国产聚烯烃改性酰胺蜡、多酚类酰胺蜡)。凡锝耐高温导电原子灰;固化剂(过氧化二苯甲酰膏);喷砂板(标格达70mm×150mm×3mm);冷轧钢板(标格达70mm×150mm×0.8mm);马口铁板(100mm×200mm ×0.5mm)。
1.2 实验仪器
挤出机(海阳静电设备有限公司SLJ-32);压片机(海阳静电设备有限公司SLJ-32);筛粉机(海阳静电设备有限公司ACM-60);静电喷枪(金马涂装Optiflex 2F);电热恒温鼓风干燥箱(新苗DHG-914385-Ⅲ);智能恒温加热台(邦远BY2020);佛兰仕气磨机(FLS-dmj);气磨机砂纸(180目);电子天平(永杰HY-709W;衡展HZ-HG-602N)。
1.3 实验方法
1.3.1 消泡剂的平板加热实验
将6种消泡剂直接放置于100mm×200mm×0.5mm的马口铁板上,接着将马口铁板放置于智能恒温加热台上。加热台初始设定60 ℃,以5 ℃为一个跨度,每个温度停留5 min,终止温度为200 ℃。观察每个温度阶段消泡剂的融化及挥发状态的变化。
1.3.2 消泡剂对腻子涂层的消泡能力测试
将低温饱和羧基聚酯、异氰尿酸三缩水甘油酯固化剂、颜填料、助剂按照设计的黄色高光配方进行称量,经过混合、熔融挤出、破碎及筛选,制成所需的粉末涂料成品。将高温原子灰及固化剂按照1:0.4混合均匀,刮涂在70mm×150mm×3mm喷砂板上。放置于电热恒温鼓风干燥箱中按照100 ℃@10 min进行烘干制成腻子涂层,腻子涂层完全冷却后打磨。
将所制的粉末涂料成品通过静电喷枪喷涂在有腻子涂层的喷砂板上。通过对粉末涂料涂层的表观状态进行对比分析,从而得出我们所需要的数据。
1.3.3 消泡剂对涂膜光泽和起霜性能的影响
将低温饱和羧基聚酯、异氰尿酸三缩水甘油酯固化剂、颜填料、助剂按照设计的黑色高光配方进行称量,经过混合、熔融挤出、破碎及筛选,制成所需的粉末涂料成品。
将粉末涂料成品喷涂在70mm×150mm×0.8mm冷轧钢板上,按照120 ℃@30 min、130 ℃@30 min、140 ℃@30 min、150 ℃@30 min、160 ℃@30 min烘烤,通过对涂膜表观性能进行对比分析,从而得出我们所需的数据。
2 实验方法
2.1 消泡剂的融化和挥发温度对比
工程机械结构件的烘烤时间相对薄板件更长,同时不同阶段的温度也是各有特点,挑选合适的融化及挥发温度的消泡剂,更能有效地契合工件的消泡。所以本次实验挑选6种不同类型的消泡剂,通过平板加热实验,得出消泡剂的融化和挥发温度。实验结果如表1所示。
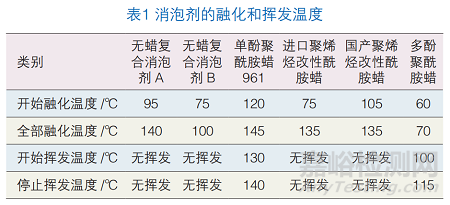
实验结果显示:不同的消泡剂的融化温度是不一样的。其中无蜡复合消泡剂B和多酚聚酰胺蜡的融化温度都在100 ℃以下,从表观状态来看,这个100 ℃以下固化的粉末涂料有着先天的优势,但是现在的粉末涂料的主要固化温度在130~200 ℃,所以能不能更有效的消泡,还是得进一步测试。进口聚烯烃改性酰胺蜡和国产聚烯烃改性酰胺蜡的全部融化温度都在135 ℃,但是开始融化的温度有很大的差距,这也说明了即使是同一类改性的酰胺蜡也是会有不同的性能。从挥发温度来分析,发现不是所有的酰胺蜡都是能够挥发的。
2.2 消泡剂对腻子涂层的消泡能力的测试结果分析
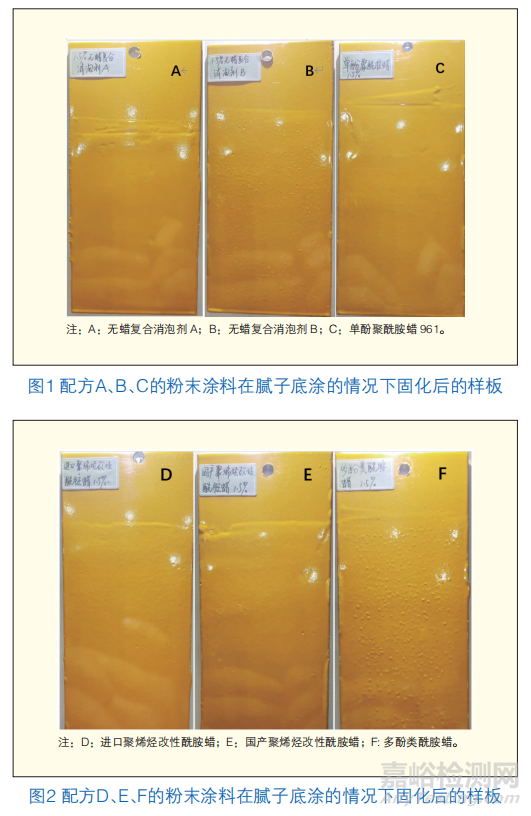
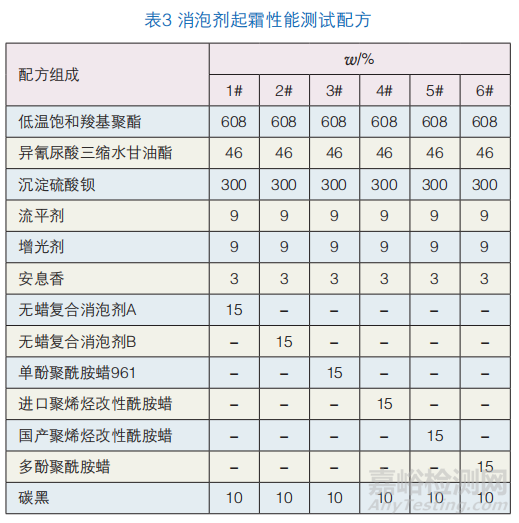
腻子是一种由树脂、体质颜料或者填料、助剂和溶剂组成的膏状物质[2]。当腻子涂层固化不完全的时候,就会对粉末涂料涂膜产生影响。工程机械行业内的主机厂粉末涂料的主流固化温度基本都是160 ℃@(15~20)min,因此我们选择了一个160 ℃@20 min固化的配方体系,用来测试不同消泡剂在腻子底涂的情况下的消泡效果。测试配方如表2所示,测试结果如表2和图1、图2所示。
实验结果显示:在160 ℃@20 min固化的配方体系中,无蜡复合消泡剂B和多酚类酰胺蜡的消泡效果是最差的,由此可以看出,低熔点的消泡剂在160 ℃固化时消泡效果不佳。聚烯烃改性的酰胺蜡无论是国产还是进口,在这种配方体系结构中,消泡效果是差不多的。另外单酚酰胺蜡在腻子底涂的状态下消泡效果是最好的。

2.3 消泡剂对涂膜起霜性能的影响
由于起霜的表观现象是表面发白,所以选择黑色高光配方作为起霜性能的测试配方。测试配方如表3所示。
由于工程机械的工件大又形状复杂,所以在同一烘烤条件下,工件不同部位的温度反馈是不一样的,如果粉末涂料的抗起霜性能不够,到时候就会导致工件表面出现局部起霜。故从120 ℃到160 ℃,以10 ℃递增的方式,各烘烤30 min,测试消泡剂在不同温度段对涂膜起霜性能的影响。测试结果如表4所示。
实验结果显示:虽然在2.2的实验中,得出单酚聚酰胺蜡961消泡能力最好,但是单酚聚酰胺蜡961在120 ℃烘烤的时候,会有严重的起霜现象并且失光严重,这样就限制了单酚聚酰胺蜡961的使用环境。无蜡复合消泡剂A在5个温度段完全不起霜且具有极佳的保光率。国产聚烯烃酰胺蜡在130~150 ℃温度段的抗起霜效果比进口聚烯烃酰胺蜡更好。
3 结语
综合分析以上实验数据,再加上日常在设计工程机械用粉末涂料的配方时积累的经验,总结出消泡剂在工程机械高光粉末的选择与应用时的4个注意点:
①选择消泡剂之前,需从各方面了解消泡剂的基础性能,比如消泡剂种类、消泡剂的熔点及挥发点。这样才能根据实际使用环境,选择合适的消泡剂。
②不同的应用环境还是需要选择不同的消泡剂。单酚聚酰胺蜡961的消泡效果是最好的,并且在高于130 ℃的烘烤条件下有很好的保光率,但是在120 ℃的烘烤条件下,却是会产生严重的起霜且光泽严重降低。所以工程机械高光粉末消泡剂的选择的主要方向是在不同性能之间找到一个均衡的状态。
③不能从单方面去判定一款消泡剂优劣,因为有可能你认为不好的消泡剂,在某些应用领域会有不可替代的作用。比如无蜡复合消泡剂A在消泡能力方面略逊于单酚酰胺蜡961,但是确实有完全不起霜的特性。
④国产聚烯烃酰胺蜡和进口聚烯烃酰胺蜡的差距已经越来越小了,所以在材料选用的时候要多关注国产的同类材料。除此之外,想要更快地选择合适的工程机械高光粉末涂料消泡剂,还需要了解客户涂装线体的喷涂工艺,比如前处理方式、工件处理干净程度、涂装方式及烘烤加热方式。然后再挑选合适熔点、最佳作用温度区间及抗起霜性能好的消泡剂,结合粉末涂料不同体系的特点,制定出一个结构最合适的配方。
参考文献
[1] 王耀强. 矿山机械油改粉工艺探讨[J]. 中国设备工程-涂装技术, 2020(2): 122-123. [2] 奉华,袁圆,李钊. 工程机械粉末喷涂工艺刮腻子工序探讨[J]. 现代涂料与涂装, 2023(4): 63-67.

来源:涂料工业


