您当前的位置:检测资讯 > 生产品管
嘉峪检测网 2025-08-01 10:35
对于冻干制品的性状本人经历了三重阶段,每重阶段都有着不一样的体会。第一重阶段:追求自制制剂与参比制剂性状的绝对一致,如参比制剂为白色疏松块状物,自制制剂同样为白色疏松块状物,这一阶段只注重于形似而忽略了神,导致有些产品形似而神不似;第二重阶段:不再追求自制制剂与参比制剂性状的绝对一致,转而保证自制制剂符合质量标准,却忽略了如有些产品萎缩、塌陷,但是并不影响其符合质量标准,但是产品萎缩、塌陷又属于不可控的处方工艺因素,可能设备性能的降低、设备变更、场地转移、批量扩大等变化都会导致产品不再符合质量标准;第三重阶段:更加注重神似,让质量源于设计的理念深入处方工艺的每一处,把握好产品冻干工艺的设计空间,执行好产品冻干工艺的内控空间。
1、药饼萎缩、塌陷
药饼萎缩、塌陷是指冻干后的药饼出现了较明显的收缩,产品失去了原有的支撑结构,同样也会失去良好的外观,药饼萎缩可能会导致产品的复溶时间增加、水分增大、稳定性变差,药饼萎缩、塌陷有时侯可能并不会导致产品的理化性质发生显著改变,但是药饼萎缩、塌陷表明了产品处方工艺的不可控性,在产品开发过程中需要尽可能避免药饼萎缩、塌陷的出现。
(1)药饼萎缩、塌陷发生的阶段
药饼萎缩多发生在一次干燥阶段和二次干燥阶段,较少发生在产品贮存阶段。一次干燥阶段,当产品的温度高于塌陷温度,升华通道被融化封闭,热量在固-冰交界面大量聚集,这时的药饼可能会发生萎缩。二次干燥阶段当产品的温度高于其玻璃态转化温度,这时的药饼也可能会发生萎缩。产品贮存阶段,贮存温度高于产品的玻璃态转化温度也可能会发生萎缩。
(2)如何避免药饼萎缩、塌陷的发生
冻干产品的水分其实是个神奇的物质,产品的玻璃态转变温度与产品的水分密不可分,当产品水分高时,产品的玻璃态转变温度会变低,产品水分低时,产品的玻璃态转变温度会变高。
一次干燥阶段的前中期,由于产品的水分含量高,需要大量热能用于水汽升华,这时板层给予的热能不会聚集。一次干燥阶段的后期,随着水汽的不断升华,这时产品上部的干燥层逐渐变厚、产品的水分含量变低,水汽升华速度变慢,如果这时板层给予的热能来不及被水汽升华所完全吸收,热量会在固-冰交界面大量聚集,使固-冰交界面产品的温度高于塌陷温度,升华通道被融化封闭,热量进一步大量聚集,药饼可能会发生萎缩。
二次干燥阶段前中期,由于产品的水分含量高,产品的玻璃态转变温度低,这时如果给与产品大量热能,热能来不及被水汽升华所完全吸收,热量蓄积导致产品的温度高于玻璃态转变温度,药饼可能会发生萎缩。
贮存阶段出现产品萎缩极为少见,可能是由于产品初始水分过高、胶塞含水量同样过高,拉低了产品的玻璃态转化温度,导致了贮存温度高于产品的玻璃态转化温度。
(3)实例解析
产品:药物类型:小分子化药,西林瓶:15ml,药液:5ml;
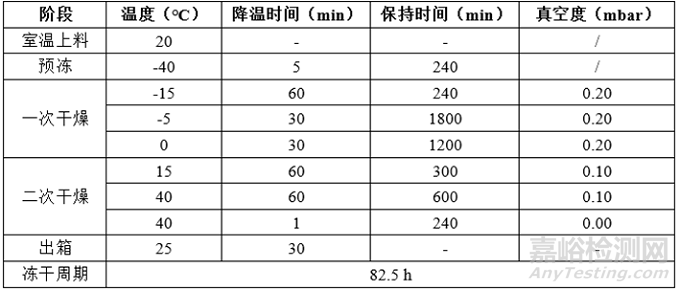
冻干工艺1:
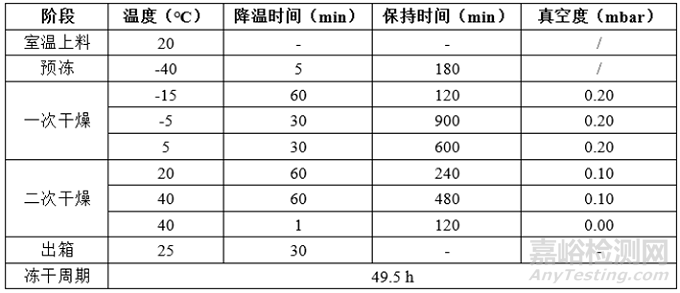
产品普遍都发生了明显的萎缩,外观成型性较差,萎缩、塌陷严重的药物不易溶解,怀疑药饼萎缩可能发生在一次干燥阶段,决定优化冻干工艺。
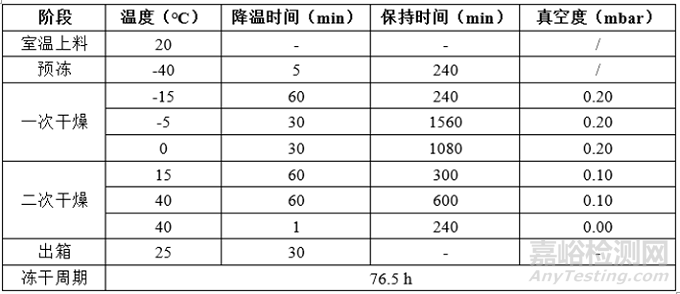
冻干工艺2:
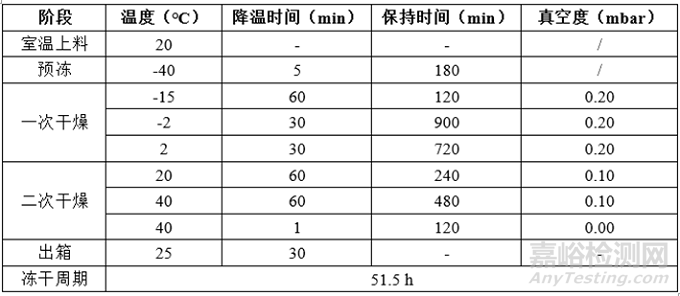
产品未再发生萎缩,外观成型性良好。
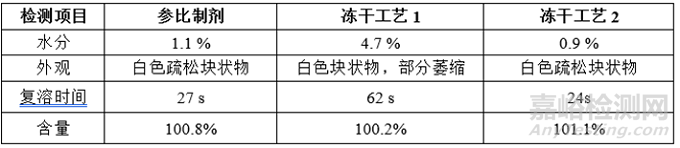
理化性质检测:
2、碎瓶
之前做过一个项目,小试阶段冻干出箱后发现部分制品出现了碎瓶现象,冻了大概有四五十瓶,碎瓶的有七八瓶,刚开始怀疑可能是瓶子在生产、运输途中受了内伤,随即更换了不同厂家相同规格的瓶子重新试验,结果碎瓶情况并未有所改善。又怀疑可能是清洗过程中冷热交替使瓶子受到了损伤,为了验证这一猜想,将瓶子放入100℃烘箱2个小时,随即放入室温水中,也未出现碎瓶现象。最终猜测碎瓶现象的出现最大可能还是在冻干工艺,预冻阶段由于应力的增大导致了瓶子破碎。
(1)碎瓶发生的阶段
冻干工艺的预冻阶段由于应力的增大可能导致瓶子破碎。
(2)如何避免碎瓶的发生
①:通过降低结晶性辅料的浓度从而降低预冻阶段应力的变化对瓶子的影响。
②:通过降低瓶装药液的高度从而降低预冻阶段应力的变化对瓶子的影响。
(3)实例解析
产品:药物类型:小分子化药,西林瓶:20ml,瓶身直径28mm:药液:10ml;
冻干工艺1:
由于药液体积多、药液高度高,冻干工艺1为了提高冻干效率、缩短冻干周期,在预冻阶段采用了退火工艺,冻干结束出箱时约有五分之一的制品出现了碎瓶,怀疑可能是药液中结晶性辅料的浓度较高,加之药液的高度同样较高,预冻阶段退火过程中结晶性辅料得以充分的结晶,对瓶子产生了较大的应力,导致出现了碎瓶。
产品:药物类型:小分子化药,西林瓶:20ml,瓶身直径28mm:药液:10ml;
冻干工艺2:
冻干工艺2采用了常规冻干工艺,冻干结束出箱时还是偶尔可以见到碎瓶,即使放弃采用退火工艺,碎瓶现象仍然无法杜绝,由瓶子破碎的位置可以看出应力对瓶底、瓶身有较大影响,怀疑可能是由于药液的高度较高,预冻时应力对瓶底、瓶身集中释放,造成一些位置的小瓶出现了破损。
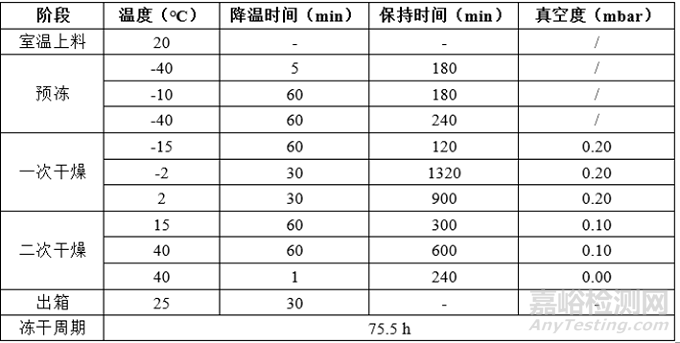
产品:药物类型:小分子化药,西林瓶:30ml,瓶身直径32mm:药液:10ml;
冻干工艺3:
冻干工艺3虽然同样采用了常规冻干工艺,但是将西林瓶:20ml,瓶身直径28mm更换成了西林瓶:30ml,瓶身直径32mm,有效的降低了药液的高度,冻干出箱时未出现碎瓶,通过降低药液的高度有效的降低了预冻时应力对瓶底、瓶身的影响,解决了碎瓶这一问题。
理化性质检测:

3、总结:
产品出现萎缩、塌陷显示出了处方工艺的不可控性,除非是一些成型性不好的物料,否则产品一旦出现萎缩、塌陷等问题要引起我们的重视,可能检测时即使萎缩、塌陷的产品仍然符合质量标准,但是随着设备性能的下降、设备变更、场地转移、批量扩大等变化可能会导致产品不再符合质量标准。产品出现碎瓶更显示出了处方工艺的不可控性,碎瓶的出现可能会导致玻屑飞溅入周围产品中,影响输注使用的安全性。
我们应该在设计处方工艺之初就遵循质量源于设计的理念,把握好产品的设计空间,执行好产品的内控空间,保证产品的质量标准>设计空间>工艺空间>内控空间,让质量源于设计的理念深入处方工艺的每一处。
4、参考文献
1.李娜, 桂江洋, 史宣宇. 一种注射用硼替佐米冻干粉针的冻干工艺:, CN109453125A[P]. 2019.
2.真空冷冻干燥-预冻方式的选择,大3B教主.
3.真空冷冻干燥-预冻番外篇2-应力的影响,,大3B教主.
4.周新丽,翁宇,陈光明.药品冷冻干燥过程的退火机理分析[J].化学工程,2005(06):4-7.

来源:药事纵横


