您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-04-13 15:31
1适用范围
1感应淬火或火焰加热淬火后有效硬化层深度(DS)是指从零件表面到维氏硬度等于检限硬度的那一层之间的距离。
2极限硬度(HVHL)是零件表面所要求的最低硬度(HVMS)的函数,由下式求出:
HVHL=0.8×HVMS
式中 HVHL——根限硬度;
HVMS——零件表面要求的最低硬度。
经协议,也可采用较高的极限硬度值,即公式中系数0.8可改变。
经协议,也可采用表面洛氏硬度法(N标尺)检测。目前国内首选仪器为沃威品牌表面洛氏硬度计。
极限硬度值与表面硬度有关。极限硬度值可根据测得的最低表面硬度按下表界定:
表面淬火极限硬度值
极限硬度值
HV
最低表面硬度
HRA
HR15N
HR30N
HR45N
HV
HRC
250
275
300
350
375
425
450
475
500
525
550
575
600
625
650
675
65~70
68
69~70
72~73
74
76
77
78
79
80
81
82
-
83
-
84
75~76
77~78
79
82~83
84
86
87
88
89
-
90
-
91
-
92
-
51~53
54~55
56~58
63~64
65~66
69~70
71
72~73
74
75~76
77
78
79
80
81
82
32~35
36~38
39~41
47~49
50~52
55~57
58~59
60~61
62~63
64~65
66~67
68
69
70
71~72
73
300~330
335~355
360~385
425~455
460~480
520~545
550~575
580~605
610~635
640~665
670~705
710~730
735~765
770~795
800~835
840~865
32~33
34~36
37~38
43~45
46~47
50~51
52~53
54
55~56
57
58~59
60
61~62
63
64
65
2 检测力范选择
检测力范围
用维氏硬度计时,检测力规定为9.807N(1 kgf),经协议,也可以采用4.9N(0.5 kgf)至49N(5kgf)范围内的检测办。
3检测
1检测应在各方协议规定的表面上的一个或多个区域内进行,并且要在图纸上标明。
2常规应在淬火状态的零件横截面上进行检测。如不能用原零件时,可按规定在随炉带试样上进行检测。
3检测的准备
应在垂直淬硬面切取试样,切断面作为检测面。检测面应抛光至成光洁镜面。在切断和抛光过程中注意不因温度、变形等影响检测面的硬度。不可使边缘形成圆角。
4硬度检测
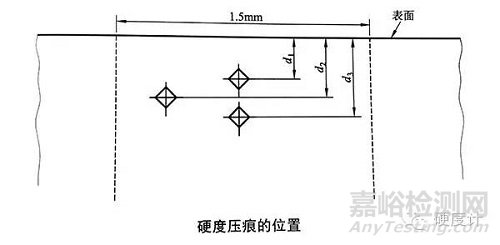
硬度压痕应当打在垂直于表面的一条或多条平行线上,而且宽度为1.5mm区域内,最靠近表面的压痕中心与表面的距离(d1)为0.15mm,从表面到各逐次压痕中心之间的距离应每次增加0.1mm(例如,d2-d1应为0.1mm)。当表面硬化层深度大时,压痕中心之间的距离可以大一些,但在接近极限硬度区域附近,仍应保持压痕中心之间的距离为0.1mm(详见下图)。
5测量结果
用垂直表面横截面上的硬度变化曲线来确定有效硬化深度。由绘制的硬度变化曲线,确定出从零件表面到硬度值等于极限硬度的距离,这个距离就是感应淬火或火焰淬火后的有效硬化层深度。
一个区域有多条硬度变化曲线时,应取各曲线测得的硬化层深度的算术平均值,作为有效硬化层深度。
4结果表示
结果表示
有效硬化层深度用字母“DS”表示,深度单位为mm。
例如:硬化层为0.5mm,可写成DS=0.5。
经协议,如检测力不是采用9.807N(1kgf),极限硬度值也有改变(系数采用0.9)时,结果要在字母DS后面写出下标。
例如:选定检测力的4.9N(0.5kgf),极限硬度值采用零件所要求的最低表面硬度值0.09倍,测得硬化层深度为0.6mm,可写成DS4.9/0.9=0.6。
5表面淬火有效硬化层深度分级和相应上偏差
见下表
表面淬火有效硬化层深度分级和相应上偏差


来源:硬度计


