您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-04-08 12:11
1、展开的计算原理:
板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时)
2.计算方法:
2.1展开的基本公式:
展开长度=料内+料内+补偿量
展开长度=料外+料外-补偿量
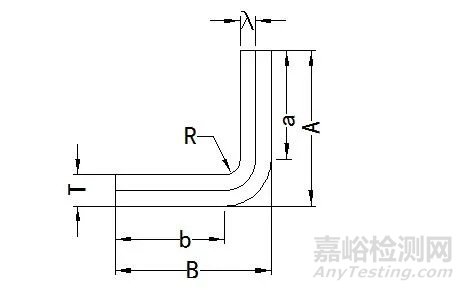
直角折弯:
1(R≤2.0 θ=90).L=A+B-k,(k值见附表二)
2.(R>2 θ=90)L=a+b+K
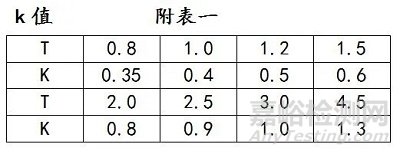
K=(R+λ)*π/2
注:当R≥5T时,λ=0.5T .
当R< 5T时,λ=0.4T.
a.b是与R切点的直边值.
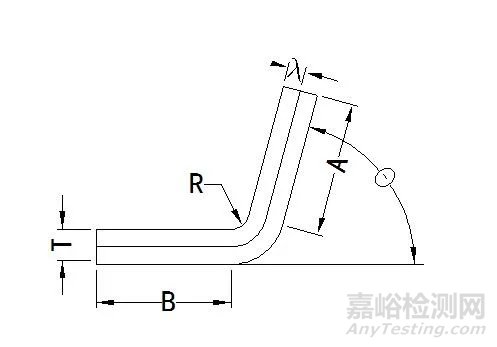
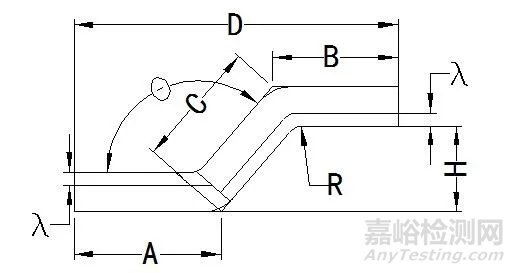
钝角折弯:
1( R≤2.0 θ>90):
L=A+B+(θ/90)*k(k值见附表一)
2(R>2 θ>90 ):L=A+B+K
K=(R+λ)*πθ/180
注:
当R≥5T时,λ=0.5T.
当R< 5T时,λ=0.4T.
A.B是与R切点的直边值.
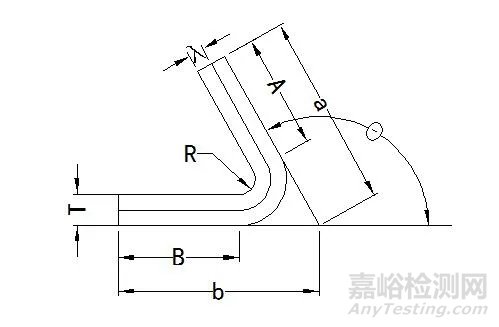
锐角折弯:
2(R≠0 θ<90):
L=A+B+K K=(R+λ)* πθ/180
注:
当R≥5T时,λ=0.5T.
当R< 5T时,λ=0.4T.
A.B是与R切点的直边值.
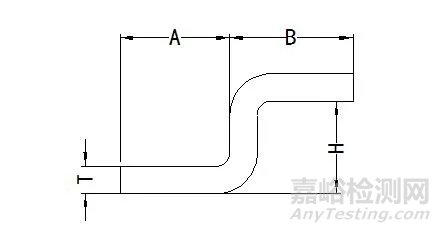
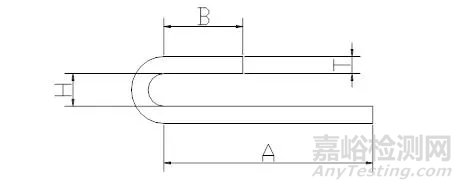
Z折(直边段差)
1.当H≥4T时,分两次成型,按两个90折弯计算。
2.当H<4T时,一次成型。
L=A+B+K (K值见附表三所示)
Z折(斜边段差)
1.当H<2T时,按直边段差的方式计算, 即: L=D+K (K值见附表三所示)
当H≥2T时,按两段折弯展开(θ≠90)
反折压平
1.L=A+B-0.4T
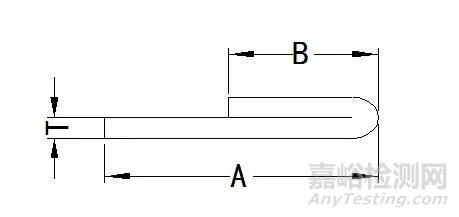
N折
1.当N折加工方式为垫片反折压平,则按
L=A+B+K计算。(K值见附表四所示)。
当N折以其它方式加工时,按一般折弯计算(R≠0 θ≠90)”



2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值
3、预开底孔
3.1. 展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品). 压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五)
4.开工艺孔
对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。(便于减少模具及加工时间)。
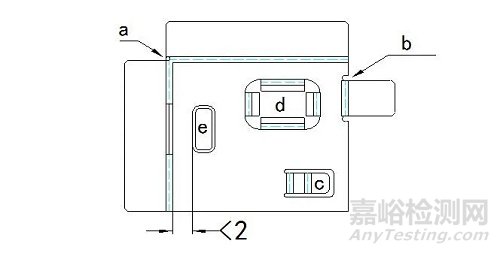
1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;
②对于有包边板厚T〈1.5mm,无需开工艺孔;
③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示
1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示
工艺孔宽度取0.5(LASER)或2.0(NCT)。
2当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示:
1)在下列情况下,一律不允许开工艺孔:
①有外观面或装配关系要求,未经客户允许的工件;
②单独出货,未经客户允许的散件。
③日本客户没要求开工艺孔:
2)在下列情况下,编程员可自行决定开工艺孔:
① 开工艺孔角位后道工序需焊接填满的工件;
② 非外观面且不影响装配与功能,装配于整机内部出货的工件。
3)在下列情况下,工程师需与客户协商开工艺孔
影响折弯或模具成型,但图纸上无工艺孔的工件。
产品展开后未倒圆角部分(LASER),一律按R0.5作圆角处理。
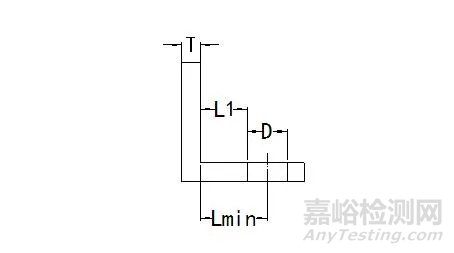
4.值得注意的是,当我们在展开过程中,发现有孔与折弯边较近,折弯后孔会弯形,我们就需要知会工程师是否先开底孔折弯后扩孔。
一般情况下,我们有二个计算公式作参考:
LMIN=(2.0-2.5)T+D/2
L1<V/2 (V是下模V槽)
5、光面及毛刺面: 在展开过程中,光面及毛刺面是我们必须考虑的重要内容之一,一般对图纸未注明,客户未特别要求的,比如折一个盒子,我们通常把里面作为毛刺面,外面作为光面。对于客户(比如日本客户如VGI 、TBS、精工等)有特别要求,图纸明确注明,我们一律按图纸要求展开。
6.折床加工对展开的要求:
折床折弯加工的一般形式如附图所示,V槽的选择与料厚有关,其最小折边尺寸受V槽的限制,其关系(如附表所示)
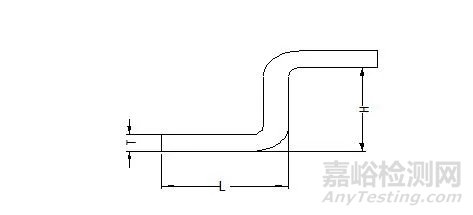
注:表中最小折弯L必须选用尖刀上模;
最小折变H为Z折二次成型(H≥5T)。
对于Z折一次成型(H≤5T)时,用断差模折弯,断差最长835mm(2pcs),且为一次性断差,中间不能有阻挡。
断差板厚T:0.5-2.3,断差高度H:0.5-10 mm。
7、省料放置:展开检查OK后,我们还要选择合理放置方式,(一般X值>Y 值)看看怎样放最省料,把展开图旋转到合理的位置(切勿镜向,毛刺面会反。),后进行排刀。



来源:Internet


