您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-04-04 18:51
爆炸焊接是Carl在1944年首先提出来的,他第一个观察到了由炸药爆轰引起的材料在高速碰撞下的固相焊接,于是提出了利用爆炸和超声波技术把各种金属焊接在一起的设想。
随后美国的Philipchuk V第一次把爆炸焊接技术引入到实际工业中,成功地实现了铝与钢之间的爆炸焊接。
到20世纪60年代初期,英国、前苏联、联邦德国、捷克、日本等国也相继开展了对爆炸焊接技术和理论的研究,使该项技术日趋成熟。
特别是20世纪80年代以来,爆炸焊接理论和实验技术得到了长足的发展,应用技术也有了许多创新,使得该技术在化工、石油、制药、造船、军事,甚至核工业、航空航天等领域都有广泛的应用。
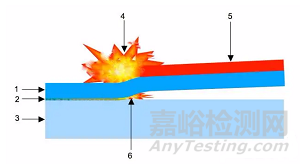
1.覆盖版;2.熔接区;3.基板;4.爆炸;5.炸药;6.喷射流
爆炸焊接的能源是炸药的化学能。主要的工艺参数是炸药的用量和焊件之间的间隔距离,有关参数根据炸药密度、爆速、覆板的密度(强度)等因素计算,并在实爆中测试优化。
爆炸焊接投资少,成本低,而且能够进行大面积工件的焊接,用途极为广泛。但是在生产过程中会产生噪声和地震波,对爆炸场附近环境和居民造成影响。因此,爆炸加工场一般应建在偏远的山区,同时爆炸加工露天作业受气候影响较大。有些厂家如美国的 DMC 将爆炸场建在地下,较好的解决上述问题。
爆炸焊接作业地点通常都选在远离居民区的偏远地带,当考虑了噪音的影响,也考虑了冲击波的效应后,一般不再重复考虑冲击波的效应。唯一应注意的是:起爆时,所有施工人员都应撤离到以冲击波安全距离所确定的警戒线之外,以免发生冲击波伤人事故。
由于爆炸焊接时,炸药是裸露在空气中的,且与装药下表面接触的为金属复板,因此爆炸焊接中,一般不会产生飞石,但应注意,切忌用碎石或铁丝等堆积、缠绕在装药框周围,否则这些固体硬物可能飞出,造成伤人、毁物之恶果。
爆炸焊接作为一种特种焊接技术,其装药形式和一般土石方爆破有很大的区别,其爆破时对周围环境产生的危害也有自己的特点。若与土石方爆破相比较,则爆炸焊接的毒气、噪音、地震波危害较大而飞石危害较小。因此,在选择爆炸焊接作业点或进行爆炸焊接的安全性校核时,首先要用一次爆炸焊接的最大用药量对地震波、毒气、噪音进行计算,并与《爆破安全规程》中国家标准的允许值相比较。必要时就需采取种种防护措施。
(1)可实现同种及异种金属材料的连接;
(2)可焊接的尺寸范围宽(可焊面积13~28平方米);
(3)可进行双层、多层板的焊接;
(4)工艺简单,不需复杂设备,投资少,应用方便;
(5)不需填充金属,可节省贵重金属;
(6)表面清理要求不高,需简单清除氧化皮和油污。
(1)被焊的金属材料必须具有足够的韧性和抗冲击能力以承受爆炸力的剧烈碰撞;
(2)爆炸焊时金属产生喷射,仅用于平面和柱面的焊接,不适合复杂结构焊接;
(3)野外露天作业,机械化程度低,劳动条件差;
(4)产生噪声和气浪,对周围环境有影响。

来源:Internet


