您当前的位置:检测资讯 > 实验管理
嘉峪检测网 2021-01-02 17:06
由于钛合金的化学活性高,在热成型或热处理加热过程中容易与空气中的氧、氮、氢等气体发生反应形成表面污染,会导致表面一定深度范围内的显微硬度升高和显微组织发生变化,并降低钛合金的塑性、冲击吸收能量和疲劳强度。基于最小缺陷的可检测性及检测灵敏度优先的原则,金相检验法是最常用的表面污染层检验方法,GB/T23603—2009《钛及钛合金表面污染层检测方法》规定了金相检验法检验钛合金表面污染层的试验方法,但是对检验中如何选择科学、合理的抛光工艺参数和浸蚀剂并没有明确的规定。
正交试验法是从全面试验中挑选出部分有代表性的点进行试验,是研究多因素多水平的一种高效率、快速、经济的试验设计方法。逼近于理想值的排序方法(TOPSIS)是有限方案多目标决策的综合评价方法之一,通常用于对多个不同的工艺方案进行适应性评估,从而选择出最佳方案。来自航空工业成都飞机工业(集团)有限责任公司的谭瑶、王大为、陈超英等研究人员使用正交试验法和TOPSIS法,对钛合金精密铸件表面污染层进行检验,选出磨样最优参数组合和最优金相浸蚀剂。
01、样品准备
试验材料为TC4钛合金铸件,其生产工艺为:蜡模制备→制壳(涂料、挂砂、焙烧)→真空熔炼→离心浇注→脱壳处理→精整→无损检测→热等静压处理→成品,表面污染层的检验流程如图1所示。

图1 TC4钛合金表面污染层检验流程
在TC4钛合金精密铸件上取10mm×10mm×10mm的试样,为了准确检验表面污染层的深度,取样和试验时应严格保护试样表面,防止试样边缘倒圆以及表面污染层碰伤或脱落。镶样选用具备加热、加压和计时功能且温度、压力和时间可调的BUEHLERS implimet 3000型金相试样镶嵌机。通过热镶法制备的试样,在打磨、抛光过程中可避免发生试样边缘倒圆和表面污染层脱落的问题,同时各试样之间差异较小,因此能够满足表面污染层检验的要求。
02、磨样工艺参数选择
表面磨痕难以去除是钛合金金相试样制备的常见问题,手工磨样需要长时间的经验积累才能获得满意的制样效果,而且存在费时费力、制样质量不稳定的问题。采用BUEHLER Ecomet 250型全自动磨样机,能够实现试样与砂纸盘的同步反向旋转,显著提高了磨样效率。基于全自动磨样机的转速、压力和时间可调节的特点,设计了试验,试验参数和水平如表1所示,试验结果如表2所示。
表1 正交试验因素水平表
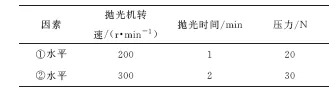
得到正交试验数据后,对表面划痕数做了极差分析,从试验结果可以看出,各制样打磨工艺参数对制样质量的影响程度依次为:压力、抛光机转速、抛光时间。理论上,若要使表面划痕最少,把各因素的最佳水平简单地组合起来即为最优工艺参数组合,即抛光机转速300r·min-1、抛光时间2min、压力30N。实际选取时,还应区分各因素的重要程度,主要影响因素应该选取最佳水平,但对于次要因素可以根据实际情况(节约资源、操作方面等)选择合适的水平。压力和抛光机转速为重要因素,因此选择最佳水平,抛光时间影响程度最小,考虑到效率和成本,选择1min较合适。最终确定最佳抛光工艺参数为抛光机转速300r·min-1、抛光时间1min、压力30N。
表2 正交试验结果

03、浸蚀剂选择
试样经上述最佳磨样工艺处理后,进行浸蚀。目前常用的钛合金金相试样浸蚀剂有3种。基于TOPSIS综合评价原理,选择了浸蚀时间、浸蚀剂配制难易程度、人员安全性、观察污染层所需最小放大倍数以及浅污染层边界显现度等5项评价指标,对不同的浸蚀剂进行综合评价,从而确定合适的浸蚀剂。
TOPSIS方法对原始数据进行同趋势和归一化的处理后,消除了不同指标量纲的影响,借助虚拟的正负理想解对试验方案进行优劣排序。
对3种浸蚀剂的综合评价原始数据如表3所示,各方案的欧式距离及相对接近度如表4所示。
表3 3种浸蚀剂的综合评价
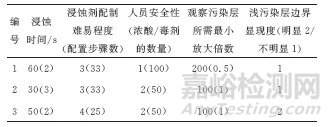
表4 各方案的欧式距离及相对接近度
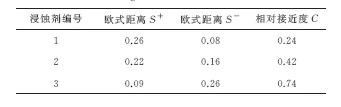
由表4的计算分析结果可得,不同浸蚀剂综合效果的排序依次为:3>2>1。在区分试样基体显微组织和表面污染层边界时,3号浸蚀剂的效果最佳,尤其是当表面污染层厚度较薄或者表面污染程度较轻时,采用1号和2号浸蚀剂有时不能有效地显现表面污染层,而3号浸蚀剂则可以清晰地显示表面污染层。采用各种浸蚀剂制出试样的表面污染层微观形貌见图2。
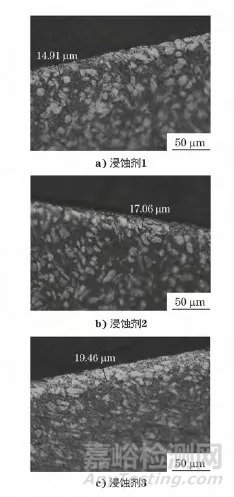
图2 不同浸蚀剂浸蚀TC4钛合金表面污染层的微观形貌
04、结论
(1) 抛光工艺参数对制样质量的影响程度依次为:压力、抛光机转速、抛光时间。制样打磨工艺参数的合理组合为:抛光机转速300r·min-1、抛光时间1min、压力30N。
(2)不同浸蚀剂综合效果的排序为:3>2>1,在区分试样基体显微组织和表面污染层边界时,3号浸蚀剂的效果最佳,即先使用体积分数为2%的HF(质量浓度:40%~42%)+体积分数为4%的HNO3(质量浓度:65%~68%)+H2O(余量),再使用质量浓度为2%的NH4HF2 水溶液。

来源:理化检验物理分册


