您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2016-12-23 10:51
某款PCBA上连接器在SMT后,部分引脚存在上锡不良现象。本文通过表面分析、切片分析、热变形分析、模拟试验等测试分析手段查找失效原因。结果表明,导致引脚上锡不良的原因为:(1)在焊接过程中,部分引脚存在较大热变形,导致引脚存在共面性问题,致使引脚不上锡形成虚焊;(2)焊接过程中,引脚温度偏低,致使焊接热输入不足,影响引脚润湿性能。
1 案例背景
送检样品为某款PCBA板,该PCBA上一连接器在经过SMT后发现部分引脚上锡不良,失效率不稳定;该连接器每侧有50个引脚,引脚材质为铜表面镀镍镀锡,PCB焊盘表面为OSP工艺,锡膏成分为SAC305。
2 分析方法简述
2.1 外观检查
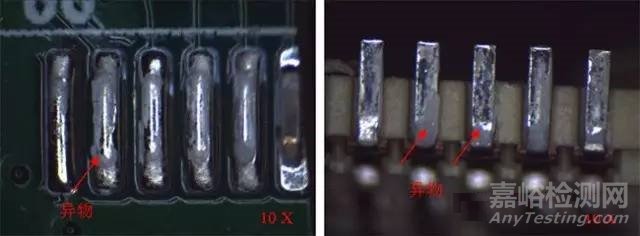
通过外观观察,失效样品部分引脚确实存在上锡不良现象,且失效引脚位置在连接器上分布不规律,但失效样品主要集中在连接器中间区域,两端引脚上锡相对较好,典型照片见图1。正常样品表现为两端上锡饱满,中间区域引脚上锡不饱满,典型照片见图2,该现象说明上锡不良可能与位置相关。
图1 失效样品的显微放大图
图2 正常样品的显微放大图
2.2 表面分析
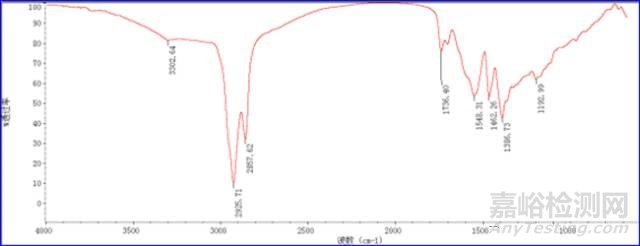
通过机械方式将失效区域NG引脚进行剥离,发现其引脚剥离力较小,说明连接器引脚与焊盘为假焊。剥离后,发现焊盘焊料表面及引脚底部存在较多异物,焊料在焊盘上圆滑光亮,润湿良好,引脚底部未发现明显焊料,如图2所示。通过对异物进行FTIR成分分析,主要检测到羧酸结构类物质,说明该异物应为助焊剂,见图3。助焊剂大量残留说明可能存在炉温问题,例如预热时间过短、峰值温度偏低等情况。
图3 NG焊点剥离后外观图片
图4 异物红外图谱
2.3 切片分析
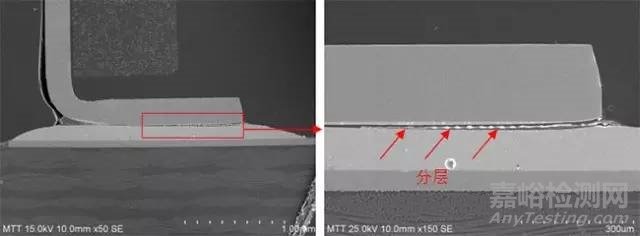
通过对NG焊点和OK焊点分别进行横向及纵向切片分析,观察焊点的界面连接情况。
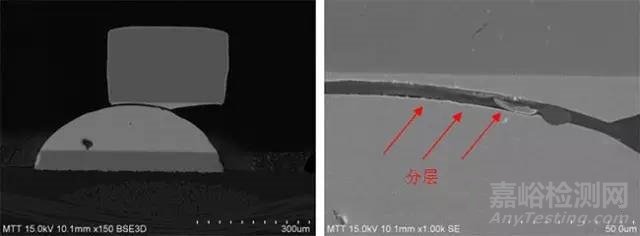
由图5和7所示,通过对NG焊点的横纵向切片分析可知,连接器引脚与焊料之间存在分层,且之间存在异物,结合剥离分析结果,中间异物应为助焊剂残留。通常导致焊点分层的主要原因有三点:(1)连接器引脚可焊性较差;(2)连接器引脚共面性存在问题;(3)炉温设置不当,具体原因需要后续进一步验证。
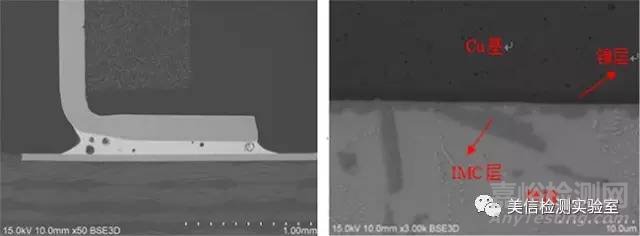
如图6和8所示,通过对OK焊点的横纵向切片进行观察,引脚与焊料虽然形成良好的IMC层,但引脚的整体上锡性能一般。
图5 NG焊点纵向切片图片
图6 OK焊点纵向切片图片
图7 NG焊点横向切片图片
图8 OK焊点横向切片图片
2.4 可焊性验证试验
2.5 引脚过炉时热变形测试
2.6 模拟试验
3 分析与讨论
通过引脚剥离测试及切片分析可知,失效焊点中引脚与焊料存在分层,且分层中间存在大量的助焊剂残留,但焊料在焊盘端润湿性很好,且在焊盘表面呈光滑圆润状。通常导致焊点分层的主要原因有三点:①连接器引脚可焊性较差;②连接器引脚共面性存在问题;③炉温设置不当。
可焊性测试结果表明,连接器引脚可焊性不存在问题。根据对引脚在过炉过程中的变形量测试结果可知,个别连接器个别位置引脚在220℃或峰值温度时,会发生较大变形,使引脚在焊接过程中存在共面性问题,导致个别引脚与焊料未接触上,致使引脚上锡不良。
对SMT炉温进行确认,通过模拟焊接时炉温曲线和链速,对PCBA上连接器焊点及其他元器件焊点温度进行实时监控,发现连接器上焊点峰值温度为234℃,相比其他元器件焊点低8℃;对连接器上中间位置和边缘位置进行实时监控,边缘焊点峰值温度为235℃,中间区域焊点峰值温度为230℃,中间区域峰值温度明显偏低。通过降低链速后,焊点的峰值温度会升高,焊接区时间也会相应的增加,连接器中间位置的焊点焊接质量得到改善,说明炉温对焊接质量存在一定影响。
4 结论
连接器上锡不良的主要表现为引脚下表面与焊点分离,导致此失效的原因有两方面:①过炉过程中引脚存在热变形;②过炉过程中连接器引脚温度不够,影响润湿性能。
5 建议
(1) 增加连接器中间区域的锡膏印刷厚度;
(2) 优化焊接炉温曲线和链速。




来源:美信检测


