前言
储罐在长期的使用过程中,由于设计缺陷、介质中混入杂质等原因,储罐很容易发生腐蚀。
腐蚀严重时会形成穿孔,常压储罐泄漏原因主要分为:底板腐蚀、底板母材应力撕裂、焊缝应力开裂。
底板腐蚀是在罐内介质和土壤侧腐蚀环境和底板母材在电化学的作用下腐蚀减薄直至穿孔导致泄漏。
底板母材是由于储罐液位上升过程中母材钢板夹渣、气孔等缺陷处应力集中,发生撕裂导致泄漏。
本文将对常压储罐底板泄漏进行探讨并介绍检测过程中的要点。
1.常压储罐的泄漏原因
常压储罐泄漏原因主要分为:底板腐蚀、底板母材应力撕裂、焊缝应力开裂。
底板腐蚀是在罐内介质和土壤侧腐蚀环境和底板母材在电化学的作用下腐蚀减薄直至穿孔导致泄漏。
底板母材是由于储罐液位上升过程中母材钢板夹渣、气孔等缺陷处应力集中,发生撕裂导致泄漏。
焊缝应力开裂是用于底板搭接角焊缝在焊接时板材变形较大,热处理过程不能完全释放内部应力,储罐液位上升在拉应力作用下变形导致焊缝及热影响区应力开裂导致泄漏;
壁板和边缘板角焊缝由于受到罐内介质的静压力较大,易发生开裂导致泄漏。
焊缝点焊部位在制造过程中未去除点焊,应力集中过大易发生开裂导致泄漏。
2.几种常见的储罐底板泄漏形式
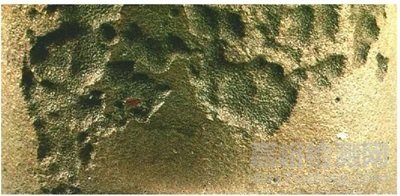
2.1 底板土壤侧的腐蚀穿孔
储罐底板土壤侧的腐蚀难以发现,往往更为严重。
在储罐检验检测中也经常发现,主要原因是由于:
边缘板是容易受腐蚀的部位,储罐基础如果没有有效的防渗水措施或防渗水材料老化失效,则雨水和水汽很容易沿罐底板与罐基础的缝隙侵入到罐底的周边部位,从而形成有利的腐蚀条件。
由于储罐沉陷的不均匀,底板会高低起伏或有踏空现象。
罐底板与基础的接触不良会导致罐底土壤的充气不均而形成氧浓差电池,造成罐底板的腐蚀。
由毛细现象引起的水分侵入和由于水的存在而造成的微生物腐蚀对整个罐底板的腐蚀状况也具有重要的影响。
2.2 底板气孔导致母材应力撕裂
由于钢板板坯上存在较多达到气泡气囊类缺陷,经多道轧制没有愈合,残留在钢板内,形成气孔。
板坯皮下夹杂轧后埋藏在母材中,加热炉耐火材料及泥沙等非金属物落在板坯表面上,轧制时压入板内。
储罐液位上升过程中母材气孔、夹渣等缺陷处应力变形较大,当拉应力过大超过底板母材材料屈服极限时易发生撕裂导致泄漏。
2.3底板焊缝点焊部位应力开裂
在焊接油罐地板时,焊接工艺要求在正式焊接时所有的点焊必须铲除,现场施工过程中没有去除,直接焊接覆盖掉点焊位置。
在使用时底板下面的地面是潮湿的,撕裂的点焊是有残余应力的,再遇到潮湿的环境和加载油罐的应力,所以很容易产生应力开裂,应力开裂一旦产生很快造成泄漏。
3.目前储罐底板检测技术局限性
近年来投用常压储罐容积越来越大,10万立方储罐直径达80m,1万立方储罐直径也有22m。
在这么大的储罐底板寻找泄漏点或缺陷位置无异于大海捞针。
在有限的开罐时间中常规的检测方法如:宏观检查、厚度测定、磁粉检测、渗透检测、真空试漏,很难有效发现缺陷。
4.储罐底板漏点检测新技术实践中的应用
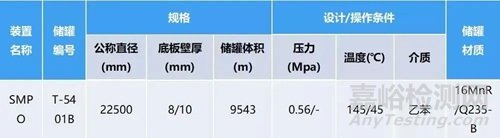
某石化公司一台1万立方储罐T-5401B出现泄漏,技术参数如下:
检验检测的基本思路为:
①储罐开罐前对储罐底板整体声发射检测确定泄漏可疑区域及储罐底板腐蚀情况,高频导波对储罐边缘板检测确定边缘板腐蚀情况;
②底板和边缘板角焊缝、储罐底板和边缘板搭接焊缝采用荧光磁粉检测为主宏观检查为辅,结合渗透和真空试漏检测,必要时利用涡流检测及阵列涡流检测;
③储罐底板和边缘板采用高频导波结合漏磁检测罐底板的腐蚀减薄情况,结合相控阵C扫描、超声波扫查、壁厚测定确定腐蚀减薄状况,必要时采用表面无损检测技术和真空试漏确定腐蚀减薄部位有无贯穿性。
4.1 在役储罐声发射检测技术
储罐开罐钱可采用声发射检测技术在最高充装液位的85%以上恒定液位,检测储罐底板的泄漏信号。
确定漏点的可疑区域,缩小检测范围。
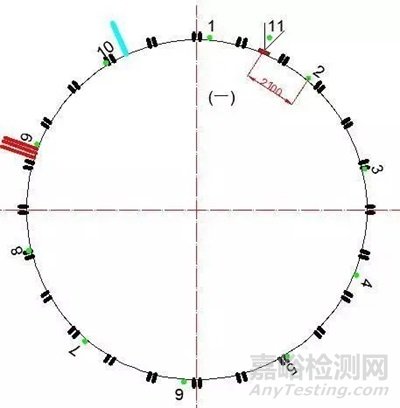
T-5401B开罐前在16.0米液位高度下的无物料进出情况下的检测。
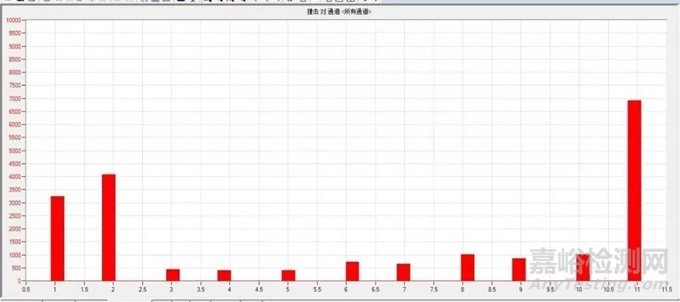
从各通道撞击信号关联图来看除1、2、11通道为高水平外,其余各通道均为中水平。
其中11号探头为1、2号探头增加探头。
对底板腐蚀检测共进行70分钟有效检测,70分钟过程中共检测到定位事件为848个,平均每分钟12.11个,按边长为5%直径的矩形区域来划分,共形成2个有效的声发射源区,确定该储罐存在2个疑似漏点,确定2个漏点区域分别在1号探头和2号探头附近。
4.2 在役储罐边缘板高频导波检测
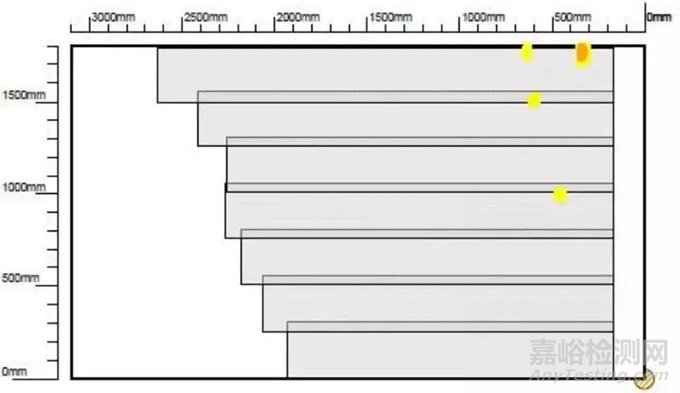
声发射检测后对T-5401B常压储罐边缘板进行高频导波检测以偏西方向起始点开始,每550mm为一个扫查区将整个罐底外侧边缘板分成120个扫查区域,对这120个区域可检测部位进行高频导波检测。
被抽查区域共发现8处缺陷信号,在靠近2号声发射探头发现1处疑似漏点信号。经开罐验证为一处漏点。
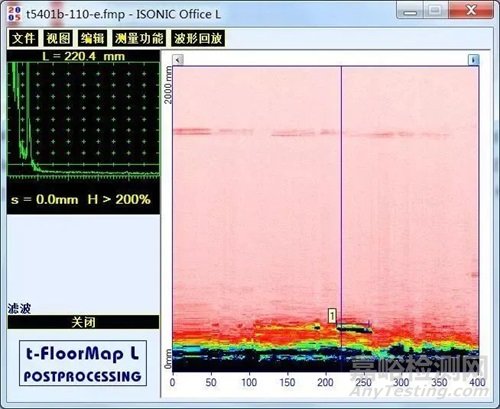
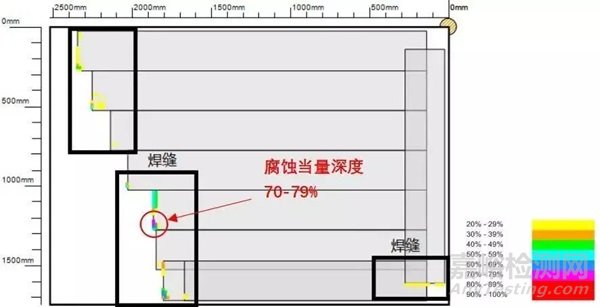
4.3 储罐开罐底板漏磁检测
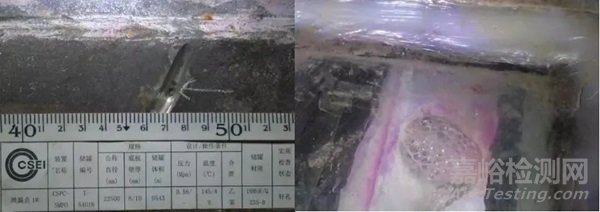
T-5401B储罐开罐后进行漏磁检测,在靠近1号探头区域发现一处疑似泄漏点,经渗透检测和真空试漏锁定泄漏点。
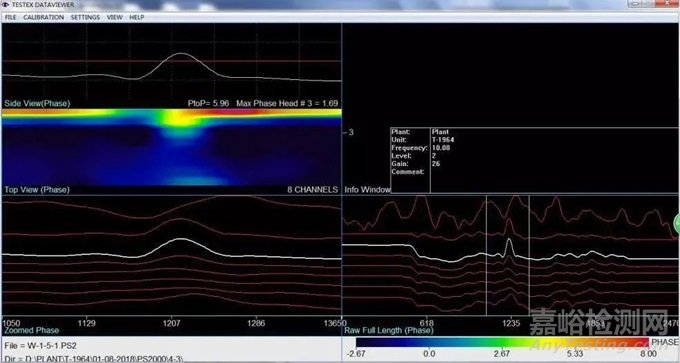
4.4储罐开罐低频电磁检测
储罐开罐后,对罐底板漏磁检测由于检测仪器较大,不能100%覆盖整个底板,在不打磨情况下可采用低频电磁检测技术做补充检测。
漏磁对该点复核结果如下图:
结语
针对储罐底板泄漏位置分别在底板和焊缝,检测思路应二者兼顾。
在不断开展的新技术检测方法的研究和应用。
采用声发射检测技术可以锁定底板泄漏的可疑区域,缩小检测范围。
利用高频导波、漏磁检测、低频电磁检测、相控阵C扫描在可疑区域内确定底板腐蚀状况。
采用磁粉检测、渗透检测、涡流检测结合阵列涡流检测技术确定底板焊缝开裂情况。
采用新技术在储罐底板泄漏检测的应用为储罐群的安全经济运行提供有效的检测手段, 避免造成更大的环境污染。