您当前的位置:检测资讯 > 实验管理
嘉峪检测网 2018-07-19 16:09
根据ISO/IEC17025:2017《检测和校准实验室能力的通用要求》、JJF1069-2016《法定计量检定机构考核规范》和JJF1033-2017《计量标准考核规范》的要求,实验室除了按管理体系的要求进行内部审核和过程控制外,还必须运用统计过程控制的方法对测量结果的质量进行控制,即用技术手段及时发现测量结果的变异或失控。
作为测量的结果——数据,它与其他产品的质量一样具有变异性。影响变异的因素有人、机、料、法、环、测、抽、样等因素。但这种变异同样符合随机现象的统计规律。因此,可以使用统计过程控制方法对测量结果的数据进行控制。但是由于实际被测物的变动性不易掌握,为了区分由检测本身带来的变异,就必须有一种性能稳定、可靠的样品或其他物品作为核查标准,通过对核查标准长期重复的测量来监控测量过程的稳定性。
可根据休哈特控制图原理,通过作控制图来对检测质量进行控制,及时发现质量的变异,及时寻找原因采取纠正措施,使质量得到控制。
从正态分布规律可知,正态分布的两个参数平均值μ(注:μ在数学上称为期望,在统计过程控制中称为平均值)和标准差σ是相互独立的,不论平均值μ如何变化都不会改变正态分布的形态,即标准差σ不变;不论标准差σ如何变化,也不会影响平均值μ。根据这个规律,通过对正态分布密度函数的积分计算,可得到不同质量特性区间的概率。由正态分布概率的计算结果,可以得出,在μ±3σ范围内包含全部检测数据的99.73%。如果将这99.73%的数据控制住,过程基本上实现了受控。
统计过程控制就是根据检测质量的统计观点,运用数理统计方法对测量过程的数据加以收集、整理、分析,从而了解、预测和监控过程的运行状态和水平,这是一种以预防为主的质量控制方法。
统计过程控制主要解决两个基本问题:一是过程运行状态是否稳定;二是过程能力是否充足。前者可利用控制图进行测定,后者可通过过程能力分析来实现。
统计过程控制的实施包括过程识别、过程分析和过程控制等阶段。
1.控制图结构
控制图(ControlChart)是对过程质量特性值进行测定、记录、评估,从而监察过程是否处于控制状态的一种统计方法设计的图。图上有中心线(CL)、上控制限(U-CL)和下控制限(LCL),并有按时间顺序抽取的样本统计量数值的描点序列。UCL、LCL统称为控制限。若控制图中的描点落在UCL与LCL之外或描点在UCL与LCL之间的排列不随机,则表明过程异常。
2.控制图原理
(1)质量波动理论
检测质量客观上存在波动,影响质量波动的原因可归结为5M1E(人员、设备、材料、方法、测量和环境)。但从对检测质量的影响大小来分,又可分为偶然因素和异常因素。偶然因素引起质量的偶然波动,异常因素则引起质量的异常波动。
休哈特控制图的实质就是区分偶然波动和异常波动两类因素的显示图。
(2)小概率原理
小概率原理是:小概率事件在一次试验中几乎不可能发生,若发生则判为异常。
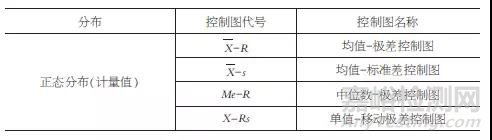
3.常用控制图的分类(见表1)
表1.常规控制图表(根据GB/T4091-2001)
1.核查样品
准确度等级为一级的ST-85型照度计。
2.标准器具
测量范围为(0.2~3000)lx、相对扩展不确定度为Urel=1.1%(k=2)的照度计检定装置。
3.测量间隔
3个月,测量子组n=10次。
4.依据文件
JJG245-2005《光照度计检定规程》;GB/T4091-2001《常规控制图》。
5.控制线的计算
(1)检定数据表(见表2)。
表2.检定数据表
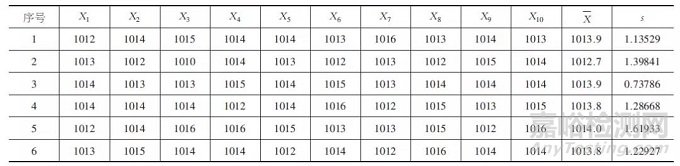
单位:lx
(2)质量控制图采用常用的`X-s控制图。
①标准差s控制图(见图1)
图1.标准差控制图
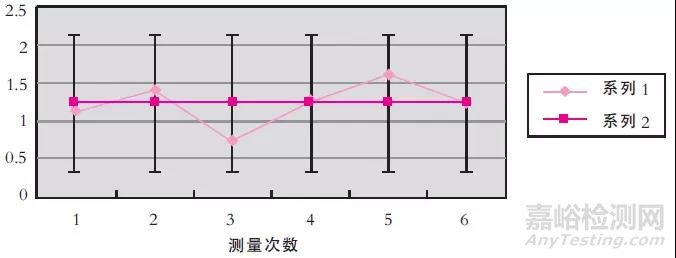
统计量为标准差s,中心线CL为`s,B3=0.284,B4=1.716,则
UCLs=B4`s=1.716×1.2345=2.1184 lx
CLs=`s=1.2345 lx
LCLs=B3`s=0.284×1.2345=0.3506 lx
从图1中可看出,标准差s控制图不存在变差可查明原因的8种模式,那么可以利用`s建立`X图。
②平均值`X控制图(见图2)由于子组n=10,GB/T4091-2001表2中
图2.平均值控制图
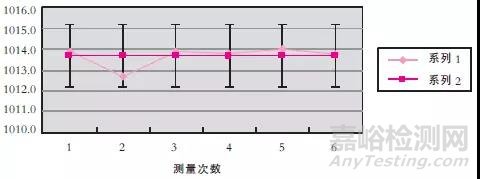
A3=0.975,`X=1013.7 lx,s=1.2345 lx,可得:
UCLx=`X+A3`s=1015.2 lx
CLx=`X=1013.7 lx
LCLx=`X-A3`s=1012.2 lx
6.结果分析
根据上述控制图、表可看出,标准偏差s的波动值在0.5lx之间;在质量控制限±0.8839lx范围内;平均值X波动值在1.0lx之间;在质量控制限±1.5lx范围内;同时测量数据的排列也是随机的,均没有出现变差可查明原因的8种模式,故可认为测量过程处于稳定状态或统计控制状态。

来源: 实验室ISO17025


