您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-07-19 21:03
在航空发动机的设计、制造、使用及维护过程中,螺纹联接的安全和防松问题日益突出,自锁螺母特别是高温自锁螺母因其可靠的抗振防松、可重复使用功能成为航空业应用最为广泛的螺纹联接件。自锁螺母利用非圆形收口在螺母拧紧以后,收口处胀开,利用收口的回弹力使得旋合螺纹相互压紧,产生锁紧力矩,起到联接防松的作用。高温合金尤其是GH2132以其良好的高温强度和抗氧化、抗腐蚀性能,优异的抗疲劳和抗蠕变性能,以及极佳的断裂性能和组织稳定性,成为现代国防建设和国民经济发展中不可替代的关键材料。
以往关于自锁螺母研究大多集中在材料相关性能的探究,对其制造件失效的研究甚少,尤其对自锁螺母失效案例报道极少。本研究以某自锁螺母在振动试验中收口处开裂为研究对象,采用体视检查、断口微观分析、能谱分析、金相组织分析及显微硬度检测等方法,确定了自锁螺母裂纹产生的原因,并提出了相应的预防措施。
一、试验过程及结果
1.1 外观检查及微观分析
(1)外观检查
对自锁螺母振动失效件采用体视显微镜外观检查发现,收口部位裂纹分布具有较强的规律性:裂纹均出现在短轴的收口部位并贯穿至内螺纹;裂纹呈细直线状,起始于直口顶端并沿着轴向扩展。如图1所示。
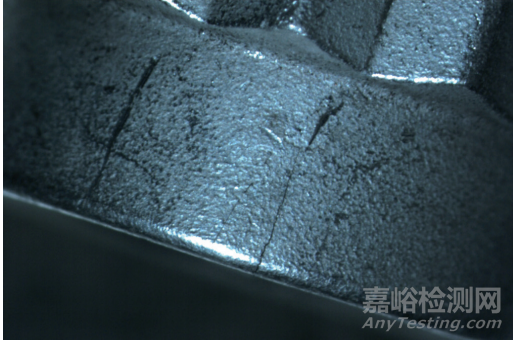
图1 裂纹在收口处外表面形态
(2)微观分析
将打断之后的样件采用金相观察发现,裂纹起始于内螺纹牙底,并向外侧扩展(见图2)。采用电镜扫描发现螺纹牙底附近组织呈疏松块状,源区及扩展区可见明显的疲劳弧线,断面上出现晶间开裂和解理特征,且断面上未见材质缺陷(见图3)。
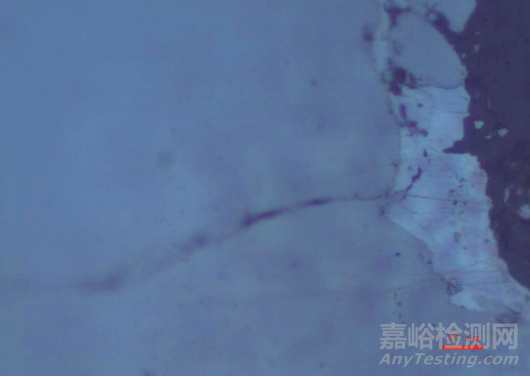
图2 螺纹牙底裂纹金相
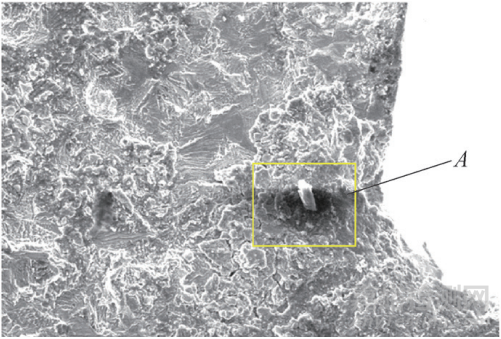
图3 螺纹牙底电镜扫描形态
1.2 能谱成分分析
对裂纹区域和人工打断区进行能谱成分分析,结果如图4所示。裂纹区除了存在基体材料的主要元素外,还存在大量的Ag元素,图3中的A区域螺纹牙底存在大量Ag元素。
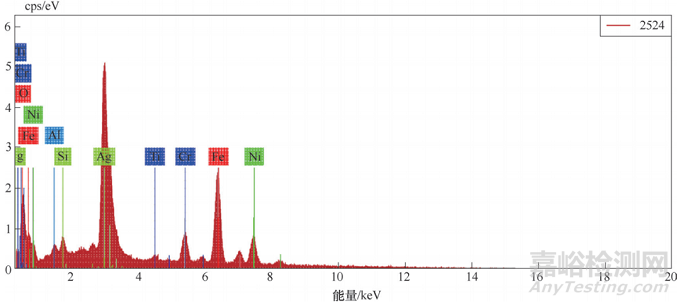
图4 裂纹区域能谱成分分析
1.3 显微硬度检测
分别对打断样件的收口裂纹处及非收口部位由表及里直至螺纹牙底进行显微硬度分析,距表面不同距离处的显微硬度变化曲线如图5所示。其中产品正常硬度范围为281~357HV,由硬度曲线可看出,非收口部位硬度值正常,收口处显微硬度值明显高于非收口部位。对于收口部位而言,距离内外表面0.4mm内的显微硬度明显高于心部硬度值。
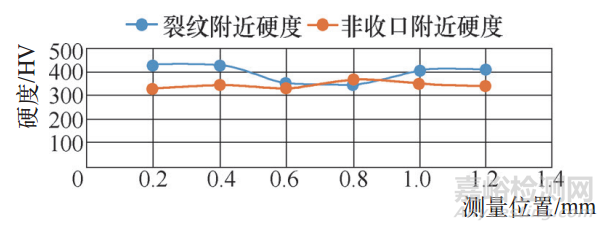
图5 显微硬度测量曲线
1.4 金相组织分析
如图6、图7所示,自锁螺母的微观组织无过热、过烧现象,晶粒大小均匀,无粗晶或细晶带状组织。另外,组织中非金属夹杂物正常,无超过材料标准规定的杂质。

图6 螺母金相组织
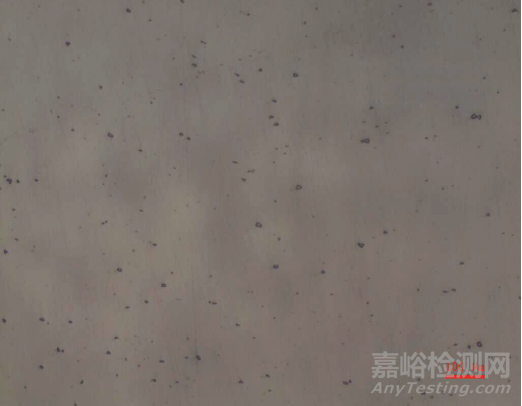
图7 螺母金相非金属夹杂物
二、裂纹成因分析
2.1 材质及热处理分析
对螺母的金相组织及非金属夹杂物分析表明,材料的组织无过热、过烧现象,晶粒大小均匀,无粗晶或细晶带状组织。非收口部位显微硬度也符合相关技术条件要求。同时,螺母断口处未发现材质缺陷,即此次螺母失效与产品的材质及冶金质量无直接关系。
2.2 裂纹性质及形成时间分析
通过对裂纹区的断口分析可知,裂纹由螺纹牙底萌生,裂纹微观形貌为明显的疲劳条带、纤维状,断面上出现晶间开裂和解理特征,可以判断出裂纹的性质为疲劳断裂。
人工打断区螺纹牙底附近颜色较深,与其他区域明显不同,能谱分析表明裂纹区域除基体主要元素外,还存在大量的Ag元素。结合自锁螺母的主要加工工序(无心磨→下料→普通车加工→热镦→喷砂→固溶→普通车加工→攻螺纹→数控车加工→收口→时效→荧光检测→喷砂→镀银→终检)可以判断出Ag元素来自于表面处理工序,即微裂纹在镀银之前已经产生。
从螺母的裂纹形成部位分析,裂纹均出现在短轴的收口部位并贯穿至内螺纹。同时,裂纹呈细直线状,起始于直口顶端并沿着轴向扩展。另外,显微硬度分析表明:收口处显微硬度明显高于非收口部位。特别是收口部位内外表面0.4mm内的显微硬度明显高于心部硬度。这是因为在收口时长轴外表面受拉应力同时短轴内表面也受拉应力,再加上收口处螺纹牙底相对尖锐,易形成应力集中而产生微裂纹,经过振动试验,微裂纹发生扩展,最终出现疲劳断裂。因此,可以判断出微裂纹是在收口工序产生的。
三、结论及预防措施
1)高温合金自锁螺母裂纹是在表面时效处理工序之前的收口工序产生的。因自锁螺母采用数控收口机进行两点收口,螺母直口变形部位单位面积受力较大,再加上螺母壁厚较薄,螺纹牙底相对尖锐,易出现应力集中,致使收口之后形成微裂纹。
2)预防自锁螺母收口产生裂纹的措施是改变收口方式,由两点收口改为椭圆收口,对螺母外圆进行包裹式整体挤压,避免局部出现较大的应力集中。另外,适当增加螺母收口处外圆直径,即增加螺母壁厚。通过此种工艺改进,螺母裂纹故障得到了有效消除。

来源:金属加工(热加工)


