经常有读者在拉伸试样测试时遇到加强片脱落的问题,本期将根据参考资料及个人经验总结以下复合材料拉伸试样加强片的设计。本文旨在抛砖引玉,欢迎对此有经验的读者在留言区补充完善。
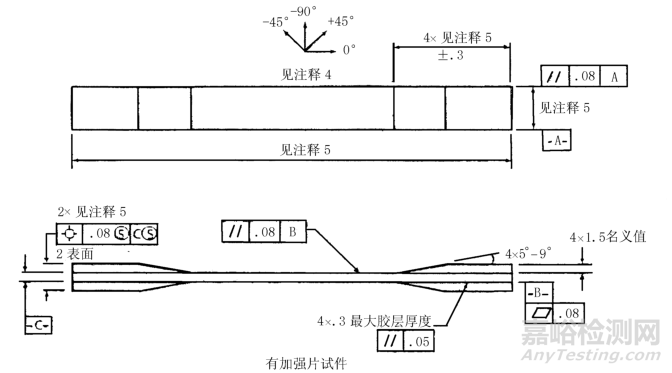
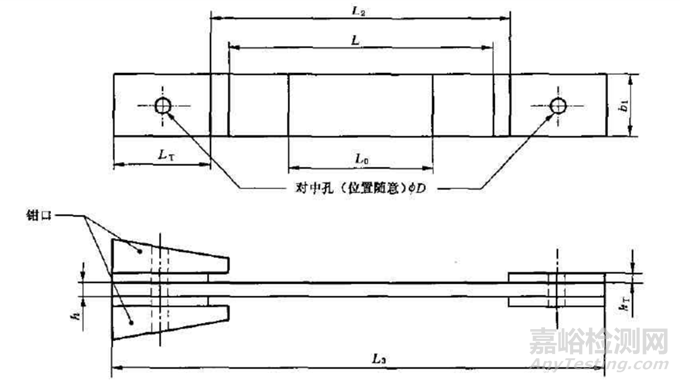
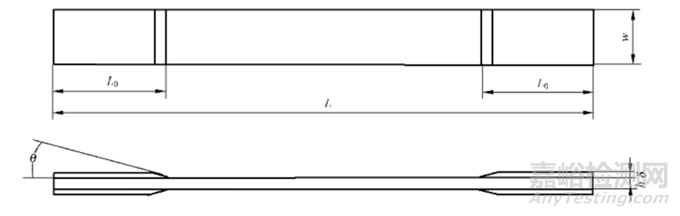
目前在复合材料拉伸力学测试当中,一般沿用ASTM D-3039、ISO527-4、GB3354-2014等标准开展拉伸试件制备,如图1-图3所示。在制备过程中,试件的加强片粘贴是一项重要环节。由于试件在拉伸试验过程中需要使用液压夹头夹紧两端,而巨大的夹持力可能会对试件本身造成损伤,为了避免试验件夹持端被液压夹头“夹断”,保障试件工作区在拉伸载荷下产生有效破坏模式,通常会在试验件被夹持部位粘贴加强片加以保护。
图1标准ASTMD3039拉伸试样
图2标准ISO527拉伸试样
图3标准GB3354拉伸试样
图4复合材料拉伸试样力学性能测试方法
加强片材质通常为铝制加强片、不锈钢加强片、玻璃纤维复合材料或碳纤维复合材料等,胶粘剂一般采用环氧树脂、聚氨酯、丙烯酸等。主要工艺流程如下:
首先,为防止拉伸过程中试件增强部位应力集中,将加强片靠近复合材料试件中部的一端打磨成30度左右进行过渡;
随后,将热固性胶粘剂放置于待胶接的复合材料铺层的被粘合面,此时,为了增大加强片与层合板的接触面积从而增大拉伸过程中两者之间的摩擦力,既可按照需要使用砂纸对两者进行±45°方向的打磨,也可以进行化学底涂、等离子处理、火焰处理等工艺,之后再用酒精对经过粗化加工处理的位置进行清洗;
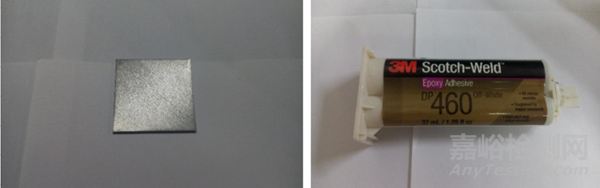
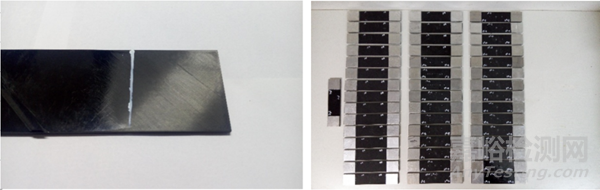
最后,将热固性复材和胶粘剂在一定温度和压力下进行一步固化,形成最终试件,具体流程如图5-1、5-2、5-3、5-4所示。
图5-1 打磨后的铝制加强片 图5-2 环氧树脂胶
图5-3 打磨后的试件 图5-4 制作完成
图5复合材料拉伸试样制作流程
当然,加强片粘贴工艺过程中也存在一些需要注意的问题。例如粘接过程中由于粘贴压力大导致的粘接面“贫胶”问题、由于粘接剂粘接性能不佳和粘接界面缺陷导致的加强片粘贴不牢问题。此外,由于热固性胶粘剂在共固化过程中高温、高压条件下的流动性高,易从复材连接面溢出,也容易导致最终复合材料连接接头的胶层厚度不均匀等。
为了解决上述问题,行业内在加强片的技术方面做了很多改进,例如:一可采用定位块保证加强片与试验件不发生滑移;二可采用精密工装防止粘接剂溢出;三可采用金属压板装置对加强片和试验件进行加压以保证其贴合紧密降低缺陷概率;四可采用热压罐技术进一步增加加强片与试验件之间的贴合效果。
图6常见复合材料拉伸加强片脱粘问题
值得一提的是,与传统已经得到ASTMD3039、ISO527和GB3354等相关标准充分验证的热固性复合材料加强片粘贴工艺不同。大部分热塑性复合材料因其树脂缺乏一些活性的官能团,在粘贴加强片表面时,上述常规胶黏剂很难在复合材料基材形成的有效化学键,因而与胶黏剂很难形成有效的粘结。即使对热塑性基材进行各种表面处理和活化,也很难以实现非常强有效的粘接,加强片在各类测试中尤其是带环境温度及条件测试下特别容易脱落。但如果测试样品表面两端不贴加强片,测试样件断裂情况会非常复杂,断裂区域分布比较随机。
针对上述问题,目前行业内的解决方法主要有以下三种:一是对拉伸试样造型和尺寸进行重新设计,从而在制作拉伸样件时,确保试样夹持的根部两端有更多的纤维材料和基体材料,从而保证端部抗拉强度;二是为了防止液压夹具和试件之间的相对滑移,可在试样上包上一层砂纸增大摩擦阻力;三是采用新型高性能热塑性树脂作为胶粘剂来增强粘接质量。其中前两种方法除了能反应材料真实的拉伸性能外,还具备许多额外的收益,不仅能够节省加强片和粘接剂,也大大节省了人力与时间成本,具备一定的可执行性。
参考文献:
[1] 张媛,王炜,范晨颖,康瑞良,王亦宁,赵云峰. 一种复合材料拉伸试验件加强片的胶接工装[P]. 江苏省:CN219038562U,2023-05-16.
[2] 卢延国,陆富刚,高爱娟. 一种复合材料力学性能试样加强片粘接工装和方法[P]. 山东省:CN113580032B,2023-01-13.
[3] 翁涛.新型热塑性复合材料拉伸性能的检测方法研究[J].经济技术协作信息,2022(9):0155-0157.
[4] 王宇,黄峰. 一种共固化加强片的复合材料构件制备工装及方法[P]. 北京市:CN111055512B,2021-12-10.
[5] 张超. 一种复合材料试片上加强片胶接的方法[P]. 黑龙江:CN105711079A,2016-06-29.
[6] 程一卿,陈振,吴国松,陈欢华,王文政,李海洋,缪勇. 一种用于复合材料力学性能试验件的加强片粘贴固化装置[P]. 上海市:CN214749245U,2021-11-16.
[7] 卢延国,陆富刚,高爱娟. 一种复合材料力学性能试样加强片粘接工装和方法[P]. 山东省:CN113580032A,2021-11-02.
[8] X技术. 加强片样式与粘贴方法与流程[EB/OL]. (2022-04-13) [2023-06-16]. https://www.xjishu.com/zhuanli/52/202111661785.html