导读
小小螺栓,在超声检测中却有着重要的角色扮演,关于螺栓有很多叫法,每个人的叫法可能都不同,有人叫成螺钉,有人叫成螺栓钉,有人叫成紧固件,虽然有这么多叫法,但意思都是一样的,都是螺栓。螺栓是紧固件的通用说法。
一.关于螺栓的自我陈述
1、螺栓
螺栓连接是常用的一种机械连接方式,螺栓在栓接中主要是起到将两物体连接、紧固、定位及密封等作用。
钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。
高强度螺栓的材质通常为调质处理的中碳钢、中碳合金钢及硼钢等,由于螺栓生产中大都需要墩头,也为了适应大批量制造的需要,螺栓头部成型通常采用冷墩工艺。
2、连接方式
按照螺栓受力情况可将连接方式分为:
①传递垂直于螺栓轴方向剪力的摩擦连接和承压连接。
②传递沿螺栓轴方向拉力的受拉连接。
按照受力后两连接物体的位移情况可将连接方式分为:刚性连接、半柔性连接和柔性连接。
3、螺栓裂纹的特点
由于螺栓的种类较多,使用方法不同,裂纹产生的部位也不尽相同,但也有一定的普遍规律。
通常刚性连接或半柔性连接的高强度螺栓,断裂部位发生在螺栓紧固安装的根部或旋进螺纹的2、3齿部位。
轨道交通装备中,超声波检测主要用于刚性连接和半柔性连接的高强度螺栓。
采用超声波检测时,需要充分了解螺栓的受力情况和断裂特点,有针对性、有重点的实施检测。
二.检测方法概述
M48以上的螺栓通常以小角度纵波斜探头和横波斜探头为主,直探头为辅;
M48以下的螺栓通常采用纵波直探头。
1、仪器
采用A型脉冲反射式超声波探伤仪
2、探头
(1)直探头
探头频率5MHz,直探头直径一般≤φ10mm,直探头盲区应≤5mm。
由于螺栓端部处在机加工造成的翻边,所以对在端部检测的直探头、小角度纵波斜探头的耦合会造成影响。
为提高耦合效果,可以采用有磁性外套或有磁性吸附装置的专用螺栓探头。
(2)横波斜探头选择
K值一般取1.5-1.7,频率为5MHz,晶片尺寸为8mm×12mm或9mm×13mm。
3、试块
采用CSK-1A型及螺栓专用对比试块。螺栓专用对比试块应采用和探伤工件材料相同、尺寸相近的材料制成。
该材料用直探头检测时,不得有大于φ2mm平底孔当量直径的缺陷。
专用试块一般采用实物人工缺陷试块,在重点检测部位使用线切割加工人工锯口,锯口采用弦形,锯口深度一般为1mm、2mm,如图1所示。
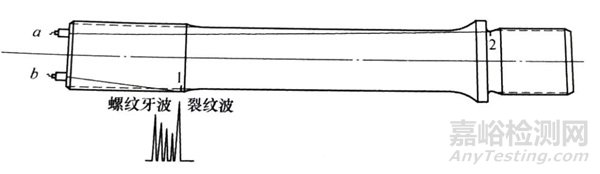
图1 螺栓超声波检测示意图
在图1中位置1为旋进螺纹的2、3齿部位,位置2为螺栓紧固安装的根部。
不同深度的人工缺陷可在不同的试块上加工,也可在同一试块的不同方位加工。
不论如何加工均需确保校准灵敏度时能够将不同深度的缺陷明确区分。
CSK-1A型试块主要用于校正仪器、探头和系统性能,调节仪器扫描比例。
4、探前准备
探伤前应了解被探螺栓的名称、规格、材料、热处理工艺及螺栓结构形式等。
原则上可拆下螺栓进行磁粉探伤,对不可拆卸的螺栓,应对探测面进行打磨,减少由于断面的中心孔、端部螺纹加工翻边对探头耦合的影响,端面需平整且与轴线垂直。
5、耦合剂
耦合剂应具有良好的透声性能和浸湿能力,且不损伤工件表面,可选择甘油、机油或化学浆糊等作为耦合剂。
6、检测部位
(1)直探头、纵波小角度探头:检测区域为螺栓外露部分的端面。
探伤面应清除油污、锈蚀及其它外来杂质,检测表面应平整光滑,便于探头的自由扫查,其表面粗糙度不应超过Ra=6.3μm。
对于因刻打钢印、机械加工造成的端面不平滑应进行适当的打磨。
由于检测位置的限制,通常可将检测部位分为对侧检测(见图1中探头的位置a)和本侧检测(见图1中探头的位置b)。
选择检测位置需要满足裂纹位置位于近场区以外。
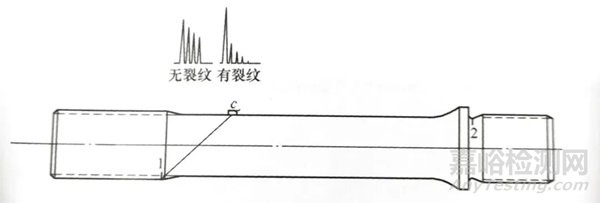
(2)横波斜探头:检测区域为螺栓的外圆面,如图2中位置c。
图2 横波斜探头超声波检测示意图
7、扫描线的调整
使用CSK-1A型试块调整仪器的扫描线,对于螺栓检测来说,由于螺栓较长,且检测的重点部位较明确,所以为了将缺陷波与螺纹反射波进行区分,通常需要对重点检测部位在水平线上进行局部放大。
此时,当确定缺陷深度时应注意修正。
例题:
在图1中探头位置a对螺栓进行检测,如:检测范围为350mm-510mm,此方法重点检测区域的水平线,简述将仪器水平线的范围调整至深度300-600mm的方法。
如果检测时在6.6大格处发现一缺陷,缺陷深度为多少?
解:
调整方法:
(1)将直探头置于CSK-1A型试块的100mm平面上,找出试块100mm的6次底波,使用衰减器将6次底波调整到屏幕满幅高度的50%。
(2)使用水平旋钮将第3次底波前沿调整到水平刻度“0”位置上。
(3)使用深度旋钮将第6次底波调整前沿的水平刻度的“10”位。
(4)重复第(2)、(3)步骤直至两次底波均满足要求。仪器的扫描线就调整好了,此时,仪器水平刻度表示深度比例为30mm/大格。
缺陷深度:
h=(300+n×30)mm=(300+6.6×30)=498mm
8、灵敏度调整
根据探测的需要,选择不同深度的人工缺陷专用试块调整仪器的探伤灵敏度。
将探头置于螺栓端面,使探头和工件表面接触良好,调节衰减器找出人工缺陷反射波的最高点,使用衰减器将人工缺陷调整到满幅波高的50%。
9、波形分析
以规定的探伤灵敏度进行检查,在仪器水平线上发现波高超过规定的检测灵敏度的反射波时进行评定(底波除外)。
检测中,要注意识别螺栓螺纹根部的反射波与裂纹波。
当超声波遇到裂纹时,其后面的螺纹根部反射波会降低或消失。
用直探头检测图1中的探头位置b时,出现了裂纹波的图形,横波斜探头的检测如图2所示。