您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2018-06-04 15:42
钢球是球轴承中承载载荷的滚动体,是球轴承中最重要的零件之一,其加工过程相当复杂,从冷镦(或热轧、锻)球坯到最后的清洗包装,设及到诸多的加工工序,而每道加工工序都会对球的内在和表面质量产生较大的影响。钢球的制造质量会直接影响到轴承的使用寿命,因而是极其重要的[1]。钢球因材料冶金缺陷导致轴承失效的案例屡见不鲜,分析难度也不大,但对于小尺寸钢球开裂,尤其是内在冶金缺陷导致的开裂,由于难于通过热酸洗定位材料轧制方向,故分析难度就会增大。本文采用金相、硬度检测、宏观及微观观察分析的方法,广开思路,对钢球产生开裂的原因进行了分析。
某公司送检成品钢球5粒(断裂成半粒的钢球),材料为GCr15轴承钢,加工工艺过程如下:φ6.0mm热轧盘圆(连铸)→球化退火后冷拔成φ4.5mm→去应力退火后冷拔成φ3.2mm→去应力退火后冷拔成φ2.5mm→冷镦成钢球→冷、热加工成φ2.36mm成品钢球。该批次钢球共300万粒,用户在使用过程中发现约60粒开裂成两半,要求对钢球发生开裂的原因进行分析。
1.观察与分析
(1)宏观形貌
送检的5个半粒钢球断口的中心部位材料均呈现为线状分布,边缘光亮且凹凸不平,具有明显的挤压、磨损痕迹,其形貌见图1。

图1 送检钢球宏观形貌
(2)断口的微观形貌观察与分析
为了更详细地观察缺陷形貌,任取半粒钢球放置在JSM-6380LV扫描电子显微镜下变倍观察断口形貌,结果表明:钢球中心部位约五分之三断口呈现为深浅不一平行的条带状,形貌自然、疏松,其余部位主要呈现为挤压、磨损状态,局部为瓷状断裂面,断口的微观形貌见图2~图5。采用EDS7582能谱仪对条带处的多处部位进行微区成分分析,发现材料内存在异常元素,主要为氧、钙、镁及微量的钠。
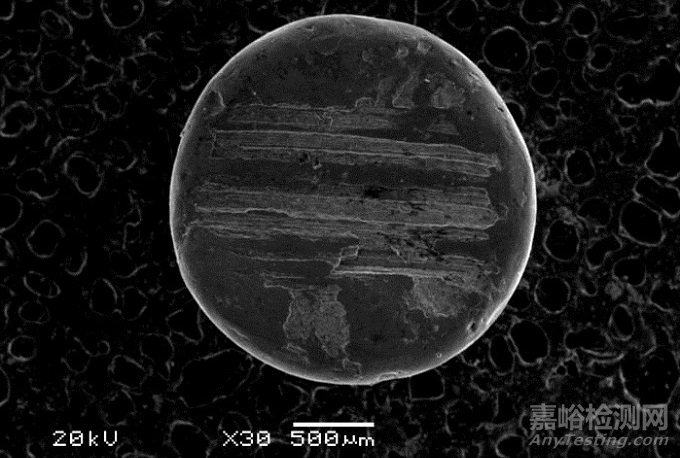
图2 钢球断口低倍形貌
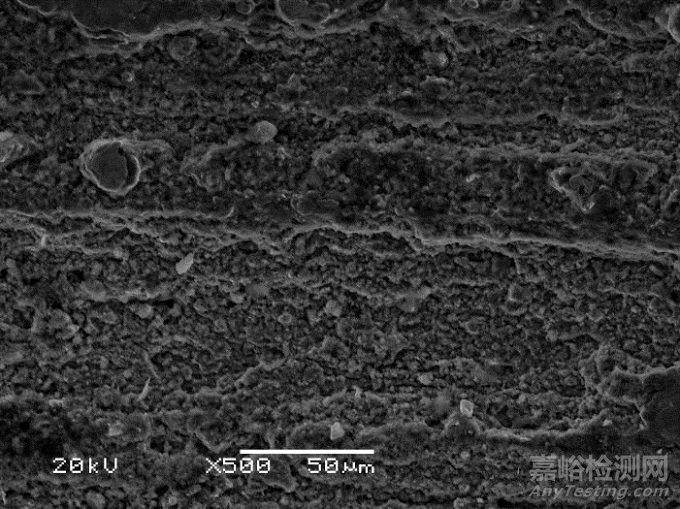
图3 钢球断口中心部位放大
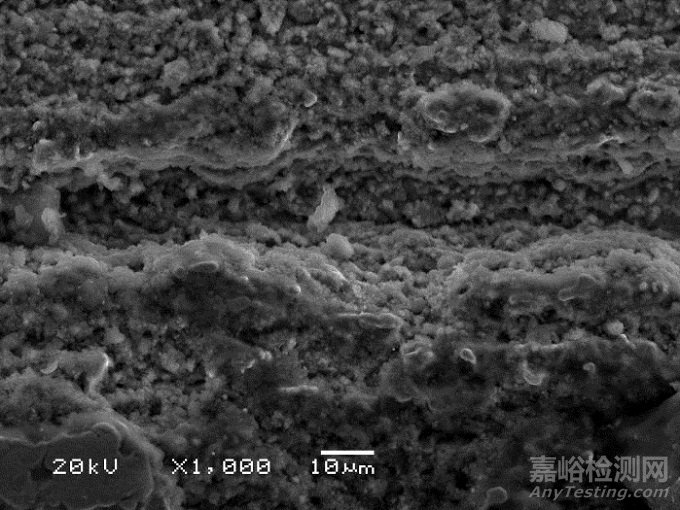
图4 钢球断口局部高倍形貌
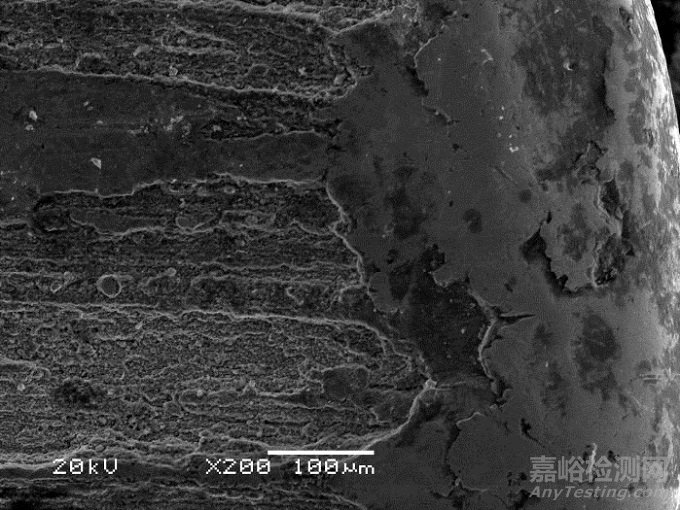
图5 钢球断口局部放大形貌
(3)金相检查
取一粒钢球从心部条带处横向解剖,经磨制后观察发现:①条带剖面深度约0.25mm,条带周围还存在一些小孔隙(见图6和图7)。
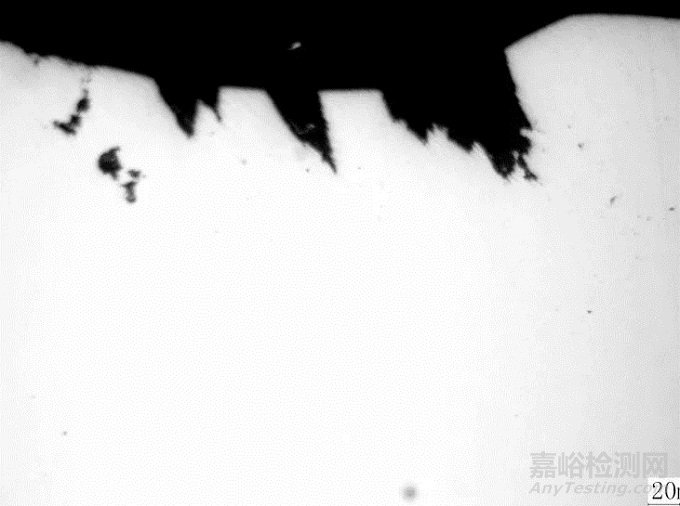
图6 钢球心部条带的剖面形貌

图7 图6局部放大形貌
②将钢球沿条带磨制,并采用4%硝酸酒精溶液腐蚀后发现,条带主要位于带状碳化物上并与其方向一致(见图8)。

图8 钢球心部条带与带状碳化物形貌
③钢球的带状碳化物按照GB/T18254—2002标准评为2.5级(见图9和图10),不符合标准要求。
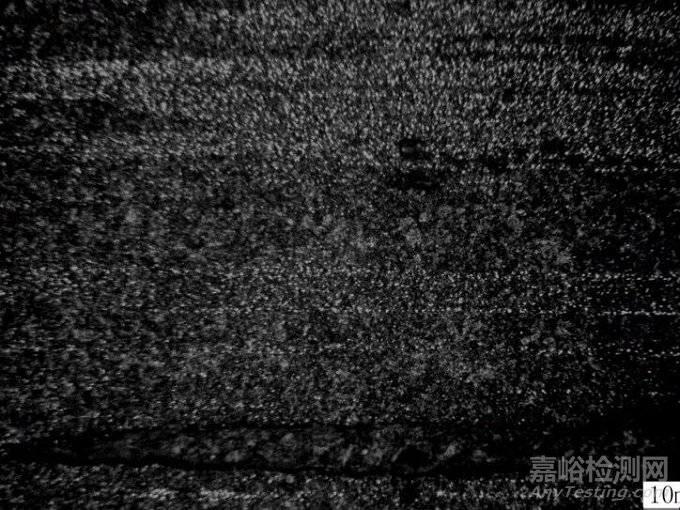
图9 图8局部放大形貌
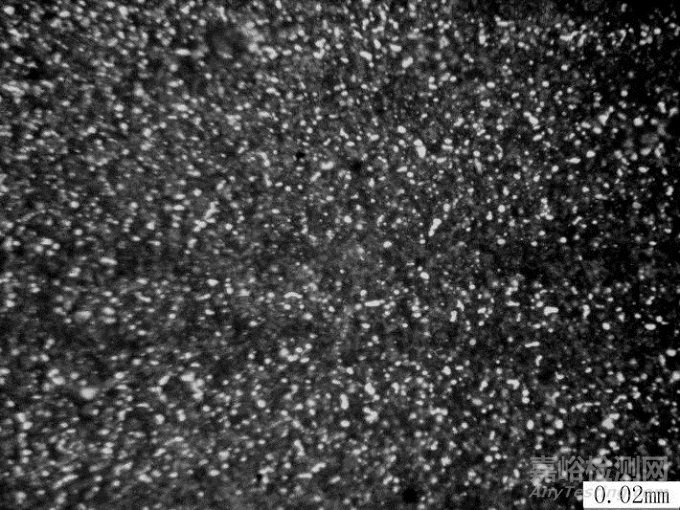
图10 图9局部高倍形貌
④钢球的淬回火组织过热且极不均匀,按照JB/T1255—2014标准评定为大于4级,网状碳化物为2级,不符合标准要求(见图11)。
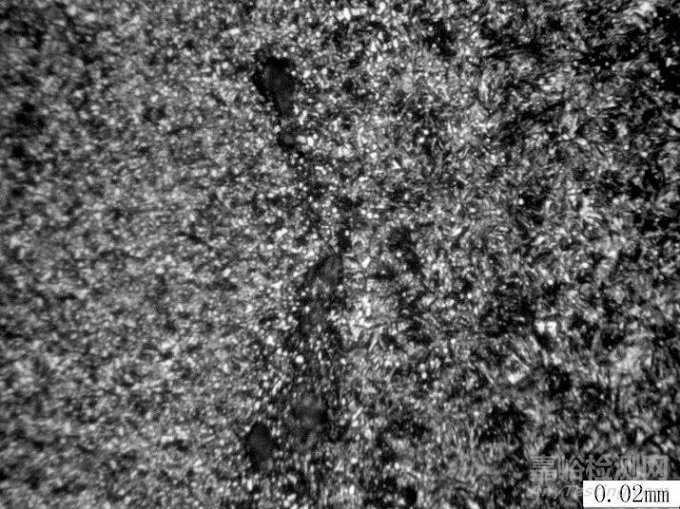
(a)心部条带状处
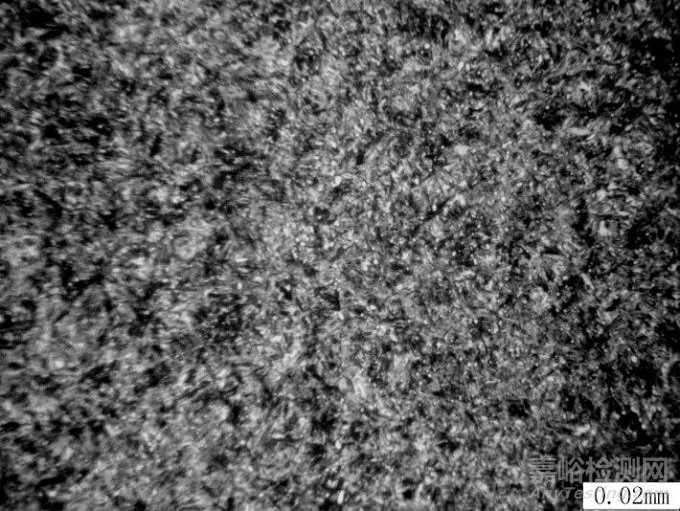
(b)正常部位
图11 钢球的淬回火组织
2.结果分析
根据宏观、微观观察分析及金相检验的结果可以确定:
(1)钢球是在安装到轴承内部后使用过程中开裂的,开裂方向均为材料轧制方向。
(2)钢球心部存在有明显的疏松条带,带状碳化物超标且表面含有氧、钙、镁等异常元素,另外,条带均有深度,约0.25mm,由此确定钢球心部存在缩孔残余,属于冶金缺陷,这也是导致钢球在使用过程中发生开裂的主要原因。
(3)钢球的淬回火组织过热使其脆性增大,降低了抗压强度,使钢球更容易发生开裂。
3.结语
送检钢球开裂是在轴承运转过程中开裂的,是材料缺陷和热处理缺陷两者共同作用的结果,属于缺陷开裂;钢球心部存在缩孔残余和带状碳化物超标为主因,热处理淬、回火组织过热使钢球脆性增大也是导致钢球开裂的原因之一。
当钢球尺寸较小或断口挤压、磨损较严重时,无法确定材料轧制方向,也难以进行常规的断口分析,此时可以通过金相法,通过观察缺陷形貌与金相组织的关系找到开裂的主要原因。
作者:梁华,程彬,马爽
单位:洛阳轴研科技股份有限公司

来源:AnyTesting


